电站管道系统沉降综合治理及应力优化分析
2021-08-26刘欣张燕明刘群侯兴隆董雪峰孙旭贾俊祥赵立业
刘欣 张燕明 刘群 侯兴隆 董雪峰 孙旭 贾俊祥 赵立业



摘要:某300 MW电厂主蒸汽管道以及再热蒸汽管道炉顶管段发生位移异常情况,结合现场管道焊缝无损检测和吊架指示状态,对管段位移异常进行治理并优化管道及焊缝的结构应力。采用有限元分析方法與管道载荷性能测试、标高测量等综合性测量技术相结合的方式,并辅以焊缝无损检测手段。结果表明,管系一次应力、二次应力水平均降幅超过15%,同时开裂位置焊缝应力集中的情况减少。通过本次管段沉降治理以及结构应力优化,建议新投产机组在两年内掌握管系应力水平以及位移偏离状态,并结合管道综合测量技术以及支吊架调整技术,开展管系结构优化系统性治理,延长管道使用寿命的同时实现机组的安全稳定运行。
关键词:位移异常;结构应力;支吊架调整;使用寿命
中图分类号:TK284.1 文献标志码:A 文章编号:1001-2003(2021)07-0024-08
DOI:10.7512/j.issn.1001-2303.2021.07.05
0 前言
随着电力行业的不断发展,火电机组设计及建设周期缩短,导致汽水管道事故频发[1]。机组灵活性改造主要是解决燃煤机组稳定运行问题[2],从管道位移膨胀方面考虑,深度调峰势必会对管道膨胀产生很大影响。火电厂汽水管道是传输汽水介质的重要组成部分[3],其安全状态直接影响着机组的稳定运行。尤其在新机组投产后应尽可能保证动力管道空间位置接近设计的冷态线与热态线,任何大的线状偏移都可能带来严重后果[4]。结合某电厂的管道位移异常,对其沉降原因进行分析排查,并开展管系综合治理及应力优化。
1 设备介绍
某电厂1号机组容量为350 MW,锅炉为超临界参数变压运行直流炉,单炉膛、一次再热、平衡通风、不带启动循环泵内置式启动系统、锅炉运转层、长杆吹灰器平台为栅格板大平台、紧身封闭、干式排渣、全钢构架、全悬吊结构Π型锅炉。1号机组自2017年12月份投产,累计运行约11 000 h。其中主蒸汽管道材质为SA335-P91,设计规格φ356 mm×60 mm,设计温度576 ℃,设计压力25.4 MPa。再热热段蒸汽管道材质为SA335-P91,设计规格φ559 mm×30 mm,设计温度576 ℃,设计压力4.43 MPa。主蒸汽和再热蒸汽的压力、温度、流量等与汽轮机的参数相匹配,最大连续蒸发量BMCR1110 t/h,最终与汽轮机的VWO工况相匹配。
2 问题简介
(1)在机组停机检修进行金属检测时发现,主蒸汽管道堵阀后第一个环焊缝存在超声波超标缺陷,且焊缝位置附近存在弹簧吊架,吊架状态表征异常。针对主蒸汽管道焊缝存在的缺陷,从应力分析的角度进行分析研究。
(2)检修人员对机组进行日常巡检,在主蒸汽管道、再热热段蒸汽管道炉顶位置阻尼器调整过程中发现所有阻尼器都存在冷态值较设计值偏大现象,且连接螺栓已放至最大。根据该情况怀疑管道发生非正常沉降,继而对主蒸汽管道和再热热段蒸汽管道部分位置的标高进行冷态实际测量。同时对弹簧形变进行目测,部分弹簧冷态压缩值较设计存在偏差。
3 现场缺陷检测
3.1 超声波检测
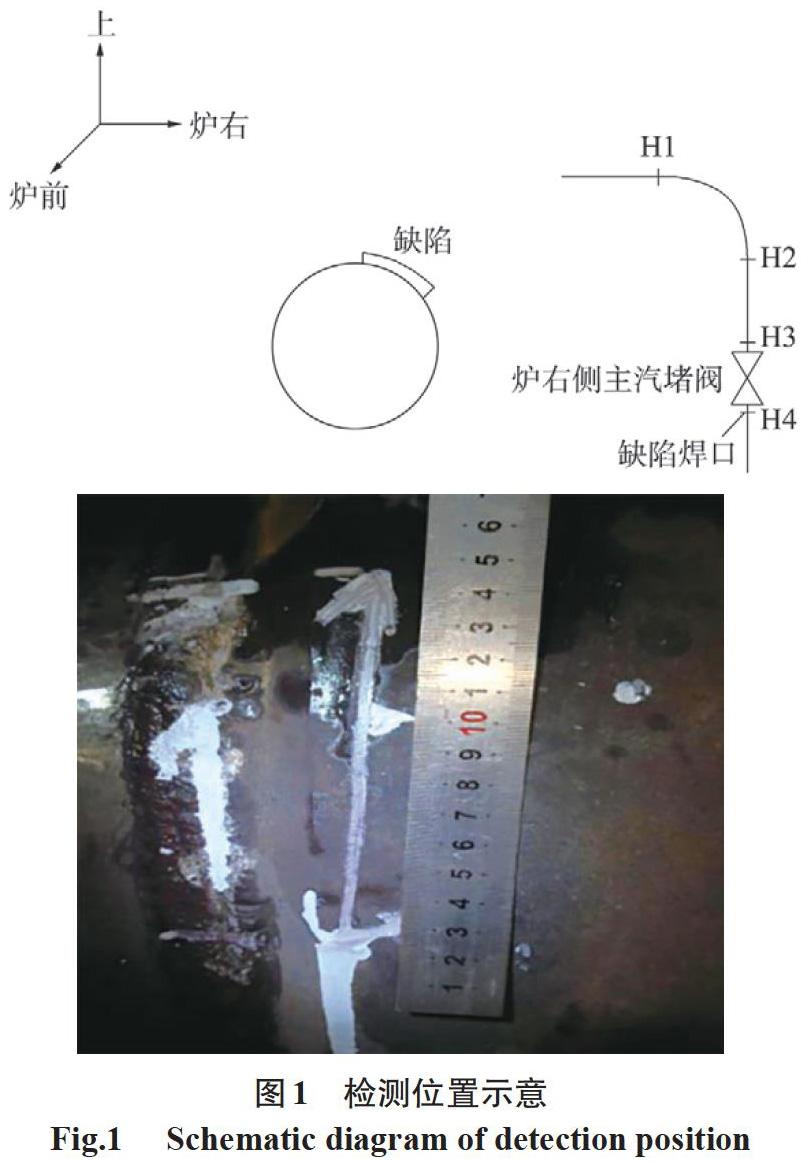
该焊缝位于炉顶右侧过热器联箱出口堵阀后第一个环焊缝,管道设计参数如表1所示。该焊缝为机组于2017年12月投产以来第一次进行检测,至今累计运行约11 000 h。
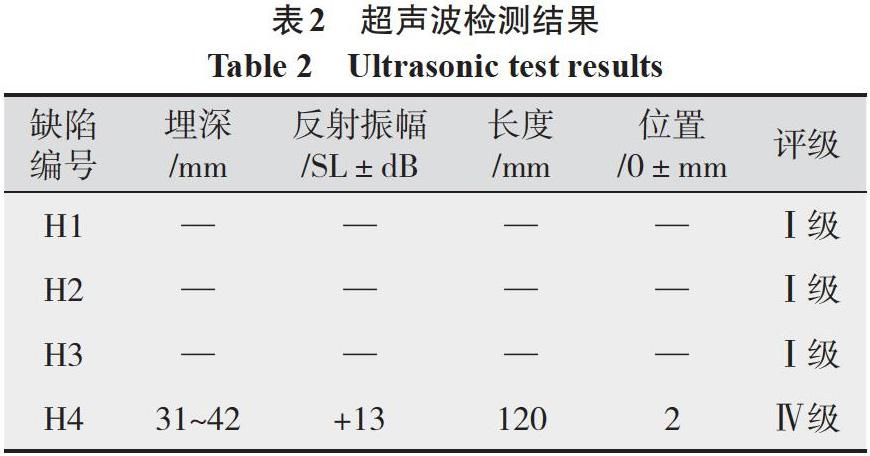
运用无损检测技术对该失效位置进行超声波检测,定位裂纹缺陷的位置、长度以及深度。超声波检测根据管道尺寸选用K2(2.5P,13×13)和K1(2.5P,13×13),依据DL/T 820-2002《管道焊接接头超声波检验技术规程》[5]进行V型坡口矩形移动扫查,扫查灵敏度为φ3×40-16 dB。通过检测发现,焊缝评为Ⅳ级,存在超标缺陷,检测位置及缺陷位置如图1所示,超声波检测结果如表2所示。
继续测量发现,主蒸汽管道该位置焊缝1点钟位置存在超标缺陷,深度31~42 mm、长度120 mm、最高反射波SL+13 dB,按照《管道焊接接头超声波检验技术规程》 (DL/T 820-2002)评定为Ⅳ级不合格。经过焊缝开挖验证,焊缝内部存在夹渣,这也是焊缝内部出现裂纹的直接原因。
3.2 厚度检测
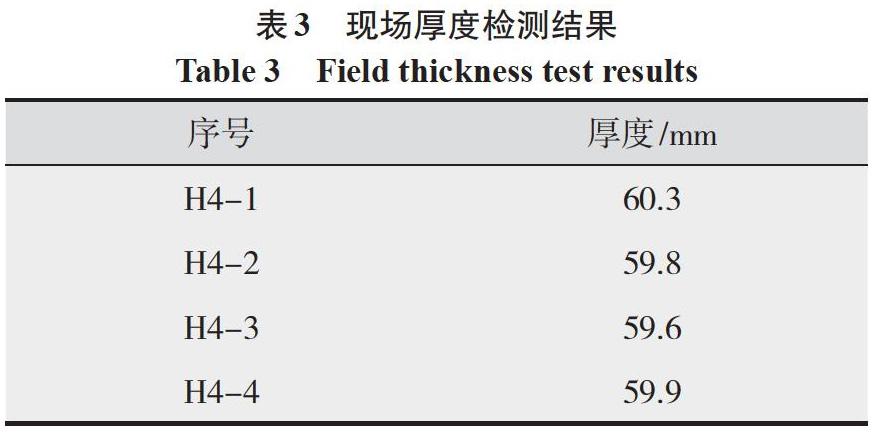
焊缝测厚方法为:焊缝母材侧周向每间隔90°测量一点,共4点。检测时,表面必须打磨光滑,测量范围在1.2~225 mm,测试精度误差在±0.1 mm,现场厚度检测结果如表3所示,现场检测数值与设计壁厚基本相同。
3.3 硬度检测
采用里氏硬度计检测焊缝位置硬度,抛光方式为机械抛光,依据DL/T 438-2016《火力发电厂金属技术监督规程》[6]和DL/T 869-2012《火力发电厂焊接技术规程》[7]对硬度检测结果进行校核。P91焊缝硬度合格范围185~270 HB。现场硬度检测位置如图2所示,所检H4焊缝位置硬度合格,现场硬度检测结果如表4所示。
3.4 超声波复检
通过对H4焊缝开挖补焊后进行超声波复检,复检结果符合规范要求,评级结果均为Ⅰ级显示合格,检测结果如表5所示。
3.5 金相复检
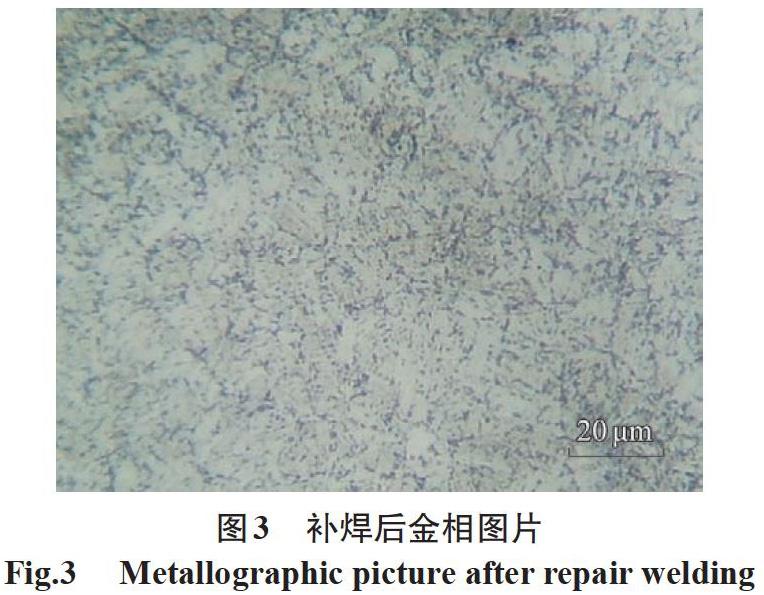
金相复检采用机械抛光方式,用HCl-HNO3混合液作为浸蚀剂进行组织腐蚀观察,在放大500倍的显微镜下观察组织为回火马氏体,结合DL/T 438-2016《火力发电厂金属技术监督规程》[6]和DL/T 869-2012《火力发电厂焊接技术规程》[7],补焊后组织无异常,如图3所示。
3.6 光谱复检
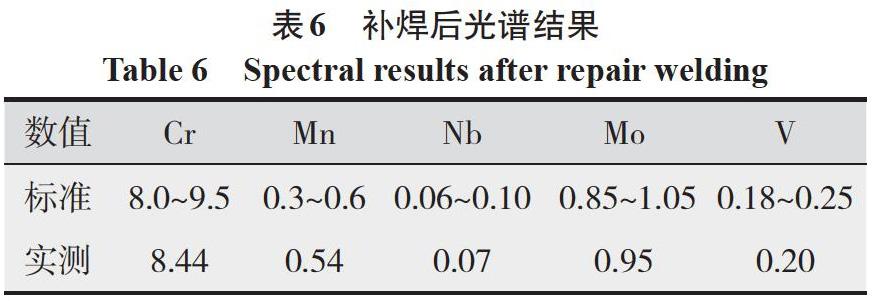
根据DL/T 991-2006《电力设备金属光谱分析技术导则》[8]检测合金元素含量,光谱结果如表6所示。结合标准元素范围,复检元素含量均在合理范围内,无异常现象。
综上,硬度和厚度检测结果都与补焊前基本相同,结合前后检测对比结果,焊缝位置缺陷状态已经消失。但是从焊缝开裂方位进行观察,位置处于沿介质流向观察约11点钟方向,同时在支吊架宏观检查过程中发现,炉顶位置所有阻尼器都存在冷态值较设计值偏大现象,且连接螺栓已放至最大。针对液压阻尼装置大面积超限情况,并结合附近弹簧吊架弹簧指示状态,确定应力局部异常也是导致焊缝开裂的原因。为此结合管道支吊架调整以及标高测量、载荷测试等管道综合测量技术,开展管系沉降治理以及管道结构应力优化工作。
4 沉降综合治理
针对电厂发现的问题开展方案讨论。首先,对管道冷态拆除保温,复核校验管道标高。其次,针对部分弹簧吊架和恒力弹簧吊架进行载荷测试,测试吊架的实际载荷状态。最后,根据测试结果敲定最终调整方案。
4.1 设计状态应力校核
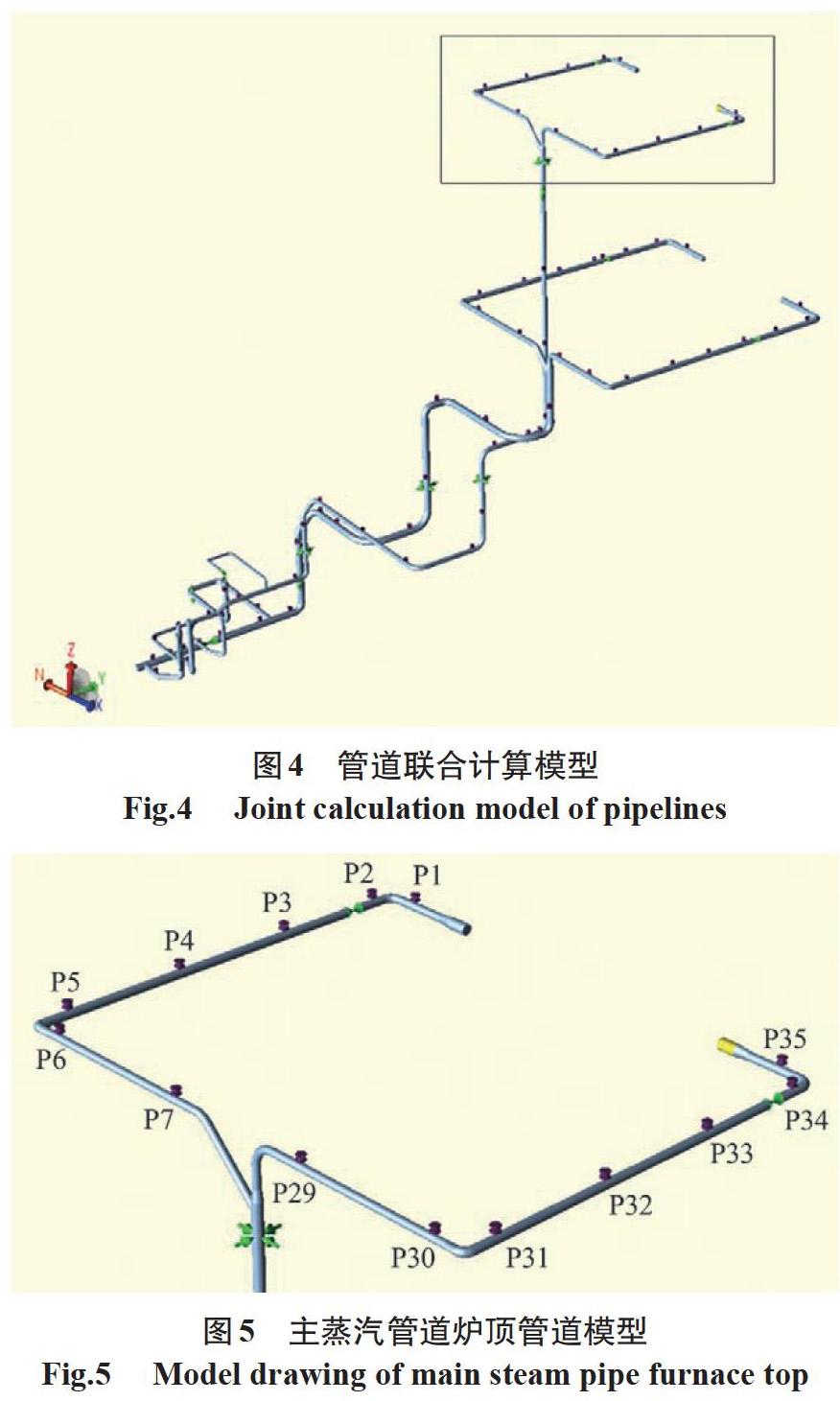
对主蒸汽管道以及再热冷段蒸汽管道进行建模联合计算,参考图纸编号为FA03981S-J0902-002,FA03981S-J0904-002,FA03981S-J0905-003。联合物理建模如图4所示,问题管段为主蒸汽管道以及再热热段蒸汽管道炉顶水平管段,现以主蒸汽管道为例进行分析,如图5所示。
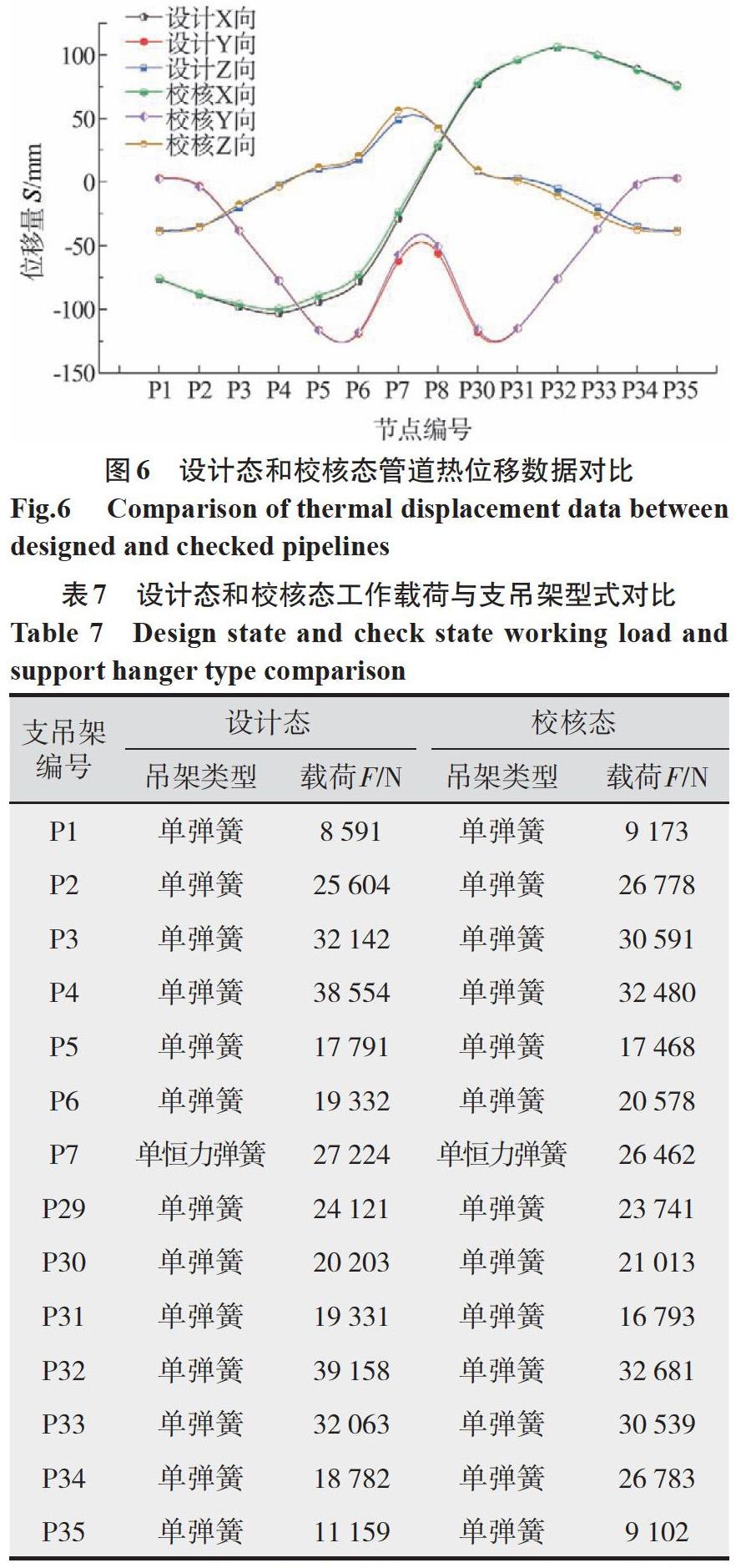
4.1.1 管系支吊点热位移核算
根据设计图纸进行物理建模,计算得到管道支吊点校核态热位移,并与设计院计算结果进行对比。由于校核态采用管道应力计算软件与设计态计算的不同,校核态计算值与设计态计算值不完全相同属正常现象。根据设计图纸校核计算结果如图6所示,校核态管系整体热位移与设计态计算值吻合。
4.1.2 管系支吊架工作载荷以及选型核算
同理,根据设计图纸将计算得到的校核态支吊架工作载荷、型式与设计态支吊架工作载荷、型式对比,结果如表7所示。
炉顶支吊架工作载荷以及选型经过计算校核可知,校核态支吊架型式与设计态支吊架型式基本吻合。但是存在个别吊架工作载荷与设计偏差较大情况,例如P4弹簧吊架,校核态载荷比设计态载荷低约0.6 kN,载荷偏差约为15.7%,其余工作载荷校核基本吻合,对弹簧选型并无影响。
4.1.3 管系整体设计态应力校核
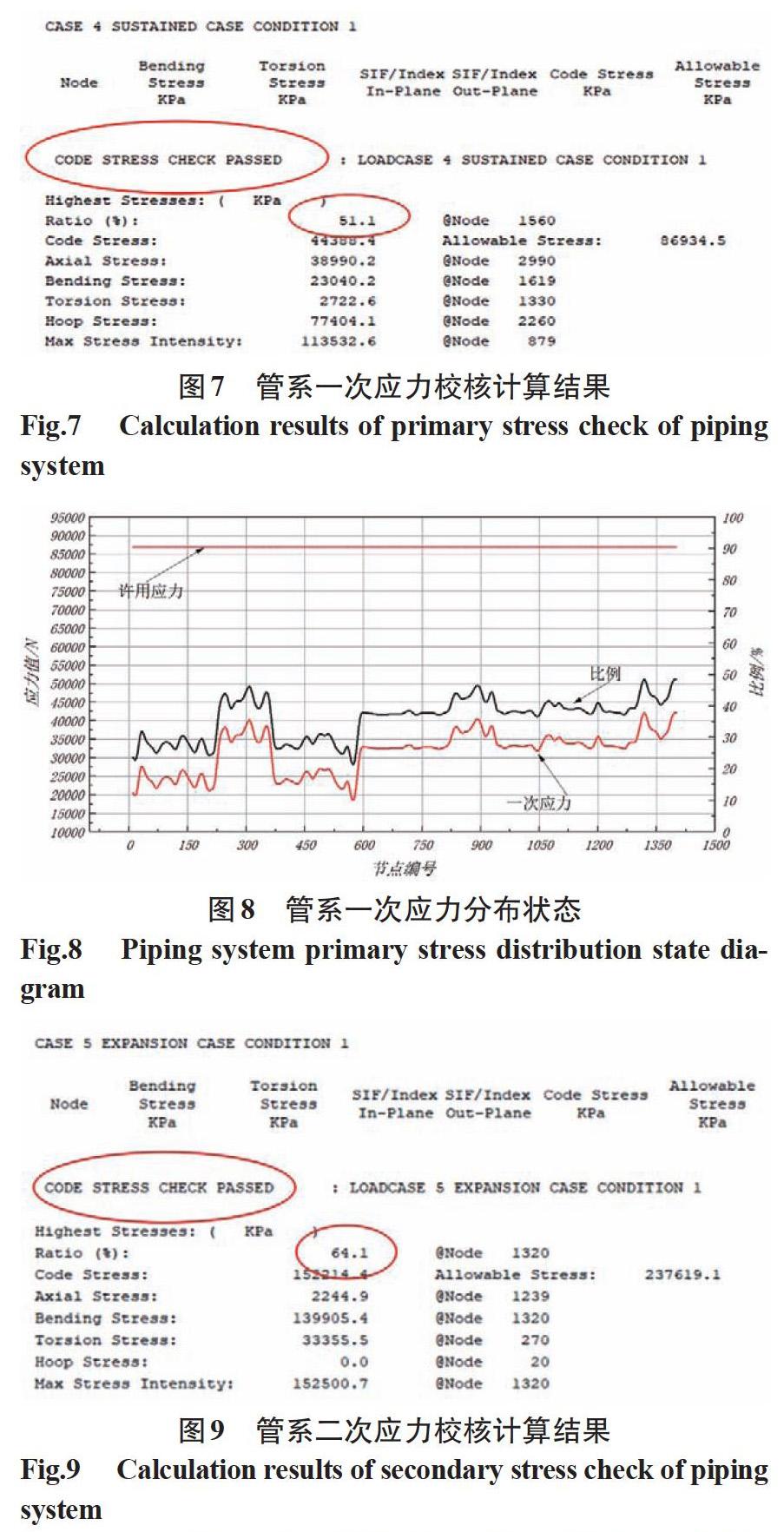
为便于工程应用,根据力学中力的等效性叠加原理,将管道应力分为一次应力和二次应力:一次应力包括管道内压应力和其他持续外载引起的轴向应力之和;二次应力是管道由于热胀冷缩和其他位移受约束而产生的热胀应力范围。
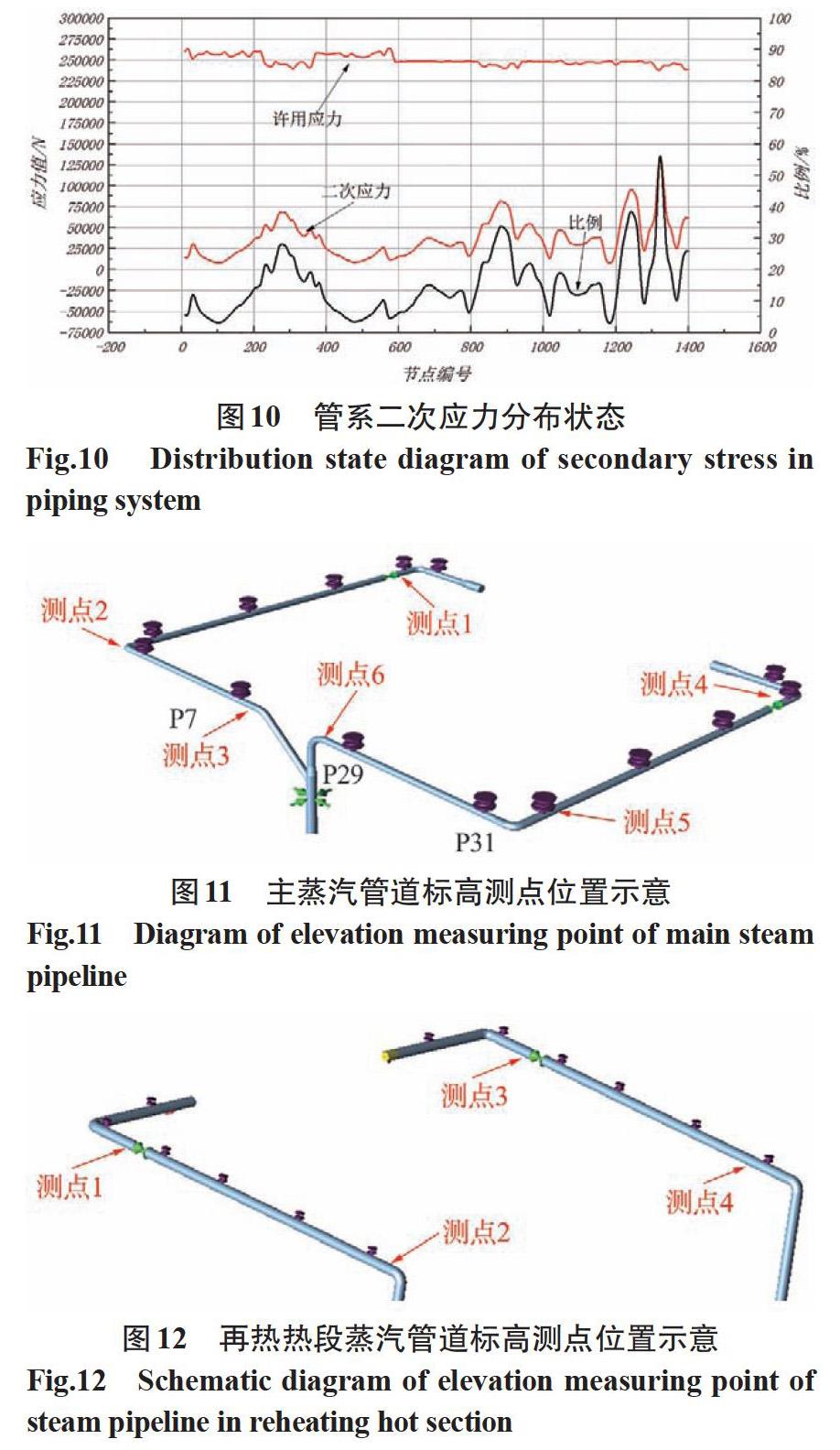
对整体管系进行管道应力计算,一次应力和二次应力计算结果均通过,且一次应力最大值占许用应力的51.1%,如图7所示,管系一次应力分布状态如图8所示。二次应力最大值占许用应力的64.1%,如图9所示,管系二次应力分布状态如图10所示。说明管系在设计状态下无应力超标现象,管道的安全运行能够得到保证。
通过对管系进行设计态物理模型建立、支吊点热位移核算、支吊架工作载荷以及管系整體设计态应力校核结果可知,校核态支吊架选型与设计院支吊架选型基本吻合,且不同工况应力计算结果均通过。
4.1.4 管道标高测量及载荷测试
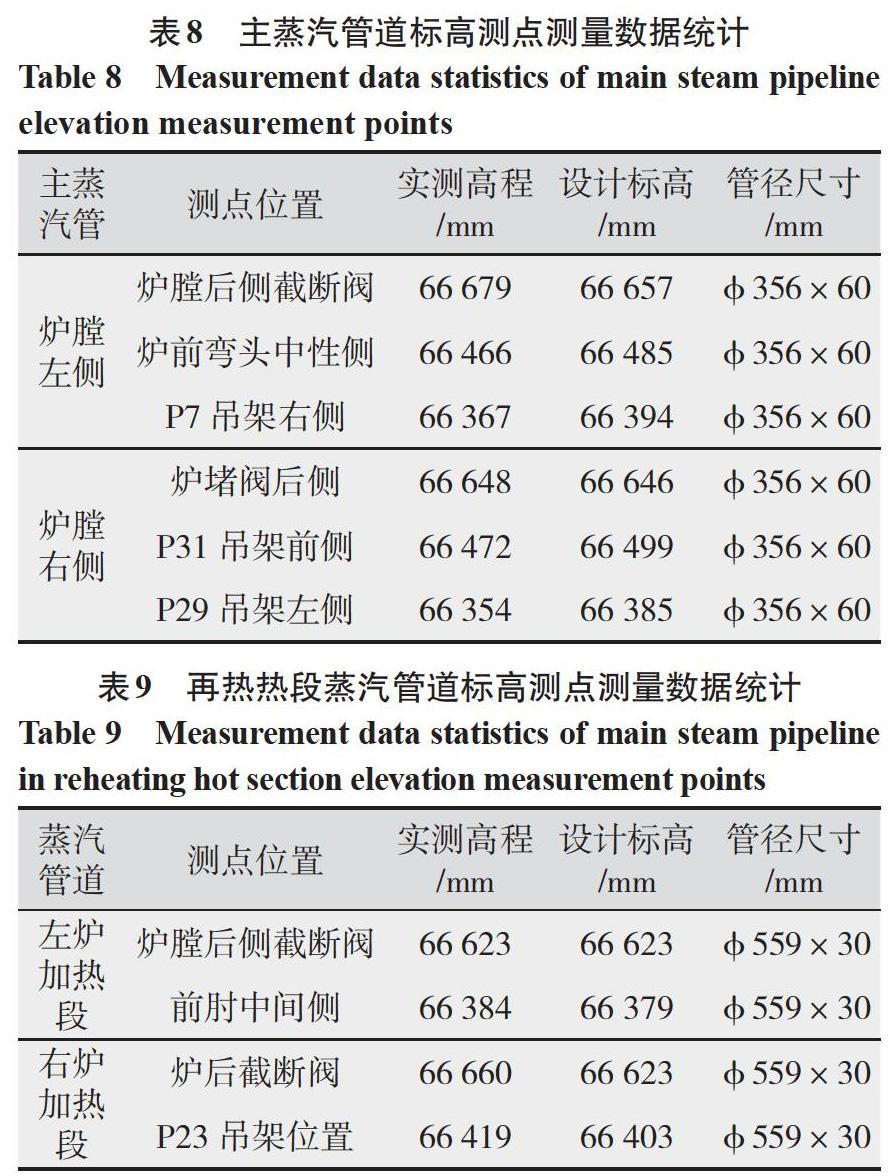
本次测量选用载荷测试仪和标高测量水准仪进行特定测点载荷以及标高的测量,主蒸汽管道和再热热段蒸汽管道标高测点位置分别如图11、图12所示,测量结果分别如表8、表9所示。
标高测量结果为:炉左主蒸汽管道测点1与测点2的实际高差为213 mm,图纸设计计算高差为193.23 mm,偏差10.36%;测点2与测点3的实际高差为99 mm,图纸设计计算高差为89.78 mm,偏差10.27%;炉右主蒸汽管道测点4与测点5的实际高差为176 mm,图纸设计计算高差为176 mm,无偏差;测点5与测点6的实际高差118 mm,图纸设计计算高差为109 mm,偏差8.26%。
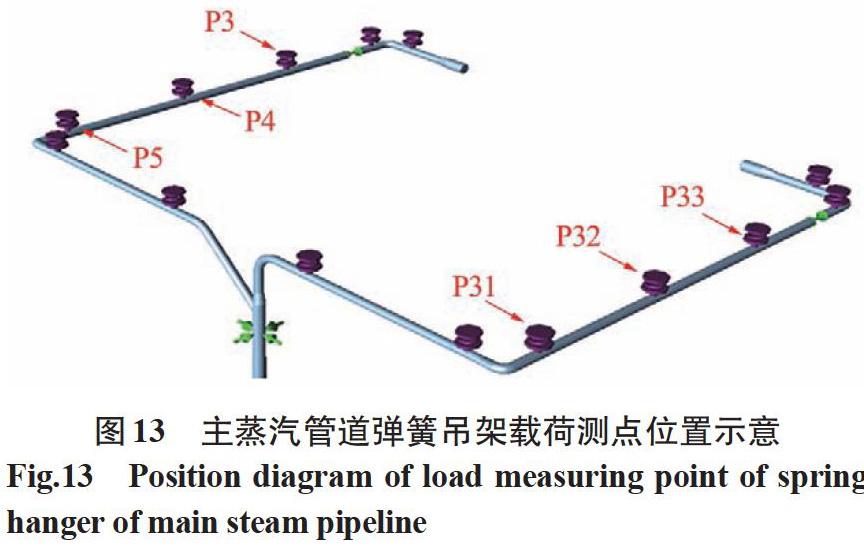
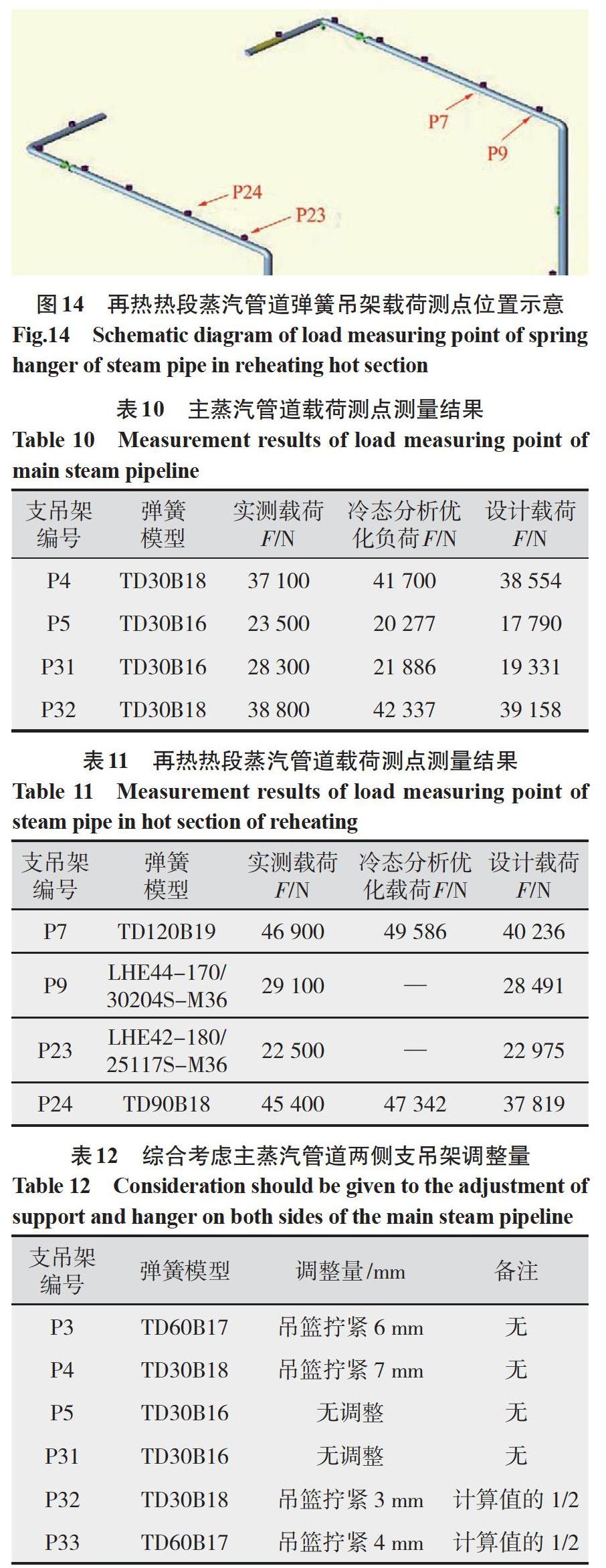
再热热段蒸汽管道测点1与测点2的实际高差为239 mm,图纸设计计算高差为232 mm,基本一致;测点3与测点4的实际高差为241 mm,图纸设计计算高差为232 mm,基本一致。由管道标高的测量与计算可知,冷态下管道的标高与设计值存在一定偏差,针对该情况,选取相应测点进行支吊架载荷测量,选取测量位置如图13、图14所示,载荷测量结果如表10、表11所示。
通过测量测点弹簧吊架冷态实际载荷,并结合标高测量数据,对炉顶主蒸汽管道弹簧吊架伸缩量进行如表12所示的调整,对炉顶再热热段蒸汽管道弹簧吊架伸缩量进行如表13所示的调整。
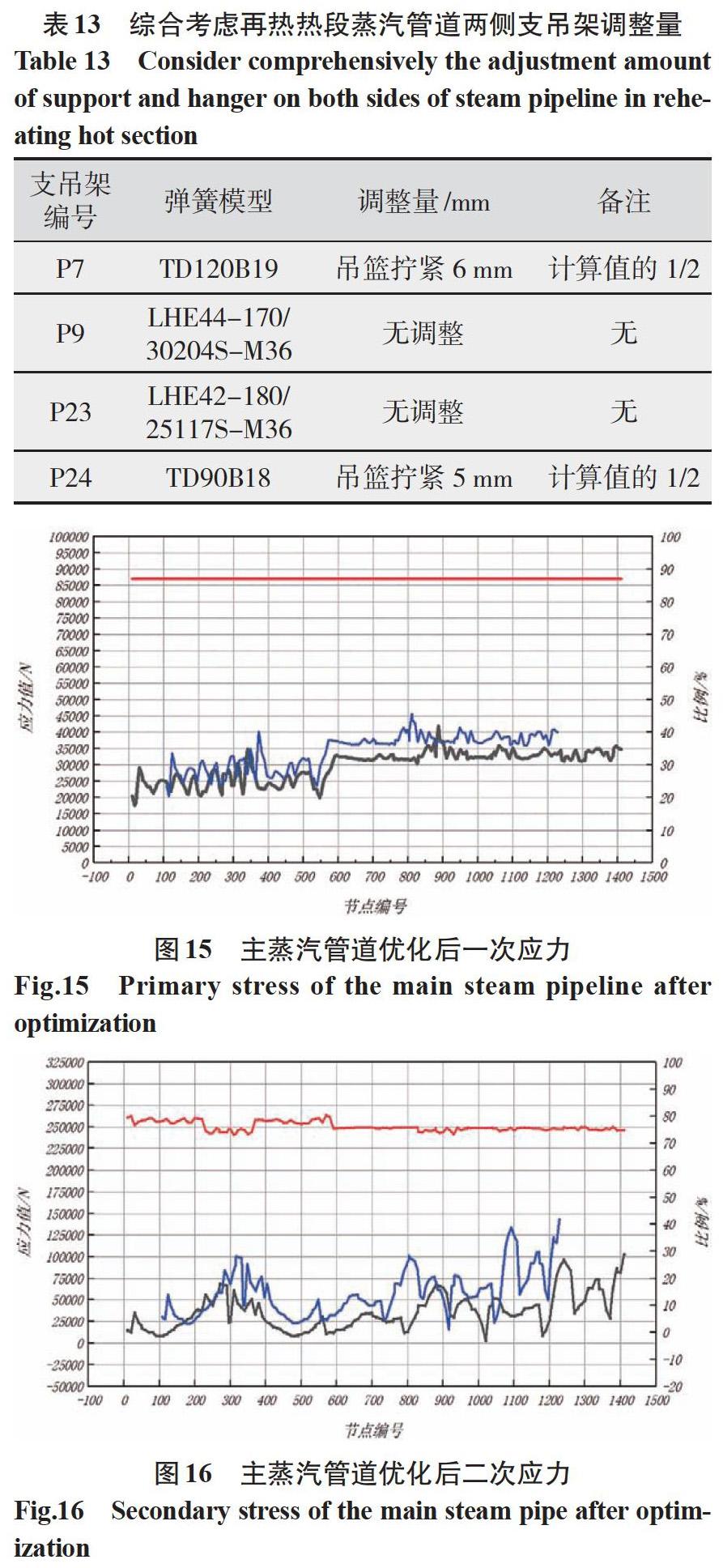
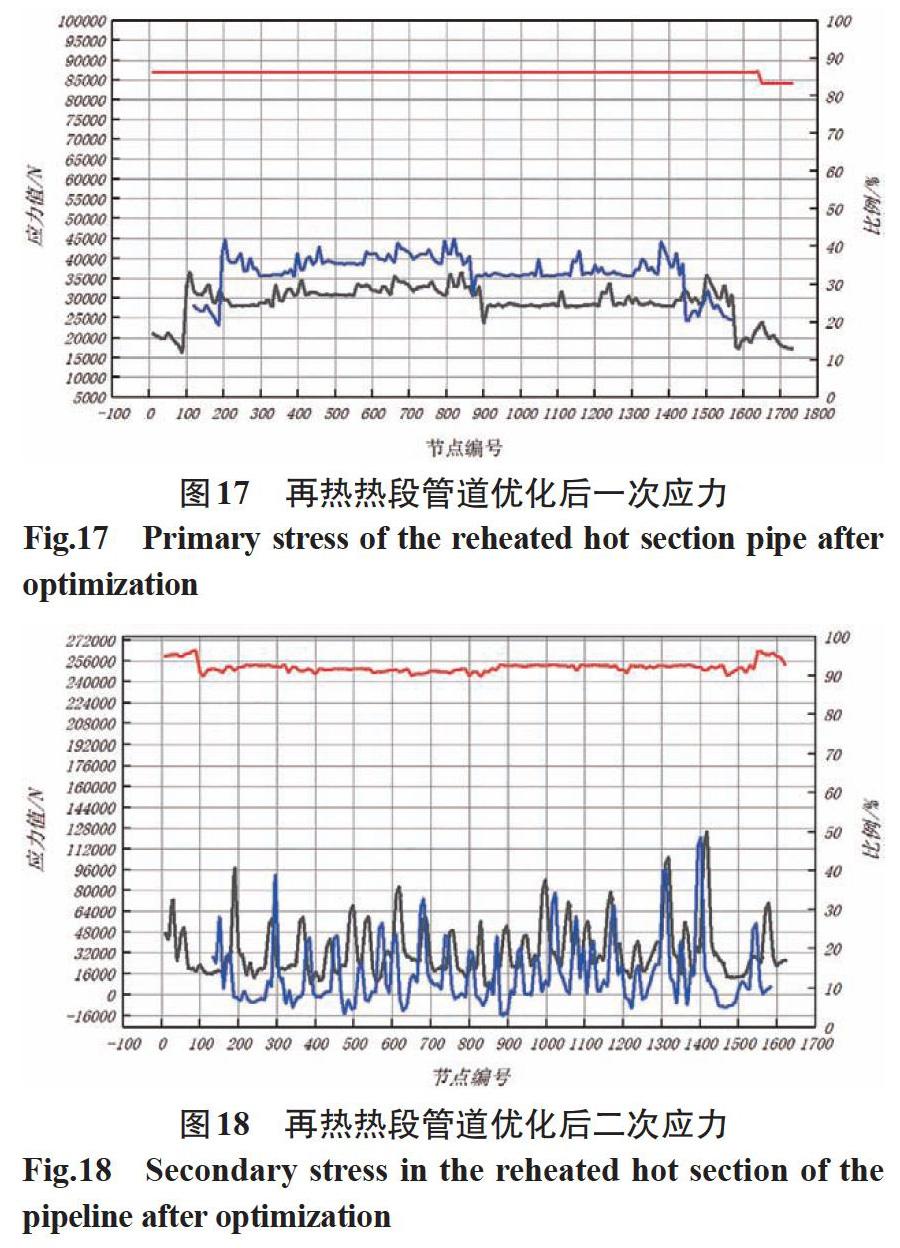
通过对前期的管道应力计算以及支吊架调整方案的确定,并经过管道支吊架冷热态系统检查调整,最终管道系统应力水平得以优化。主蒸汽管道、再热热段管道优化后的应力如图15~图18所示,其中红线代表对应许用应力,黑线代表优化后节点应力,蓝线代表节点应力占许用应力的百分比。
优化后的主蒸汽管道一次应力占许用应力比例由调整前的51.1%降至50%以下,二次应力占许用应力比例由调整前的64.1%降至49%,二次应力的大幅度降低改善了管道的约束应力状态,使管道膨胀更加合理。同时焊缝位置一次应力为26 359 N,许用应力为86 934 N,占比为30.3%,二次应力占许用应力约为3.8%,应力水平均有很大程度的降低,从应力角度解决了焊缝再次开裂的风险。
5 结论
(1)通过对某350 MW管系支吊点热位移、管系支吊架选型核算以及管系整体设计态应力校核,设计态与校核态基本吻合。管段发生沉降主要是弹簧工作载荷选型偏小所致,结合管系应力计算、载荷测试、管段标高测试等手段实现了管段沉降治理,并通过系统支吊架调整,进一步优化了管系的结构应力,主蒸汽一次应力、二次应力降幅均达到15%以上。
(2)新投产机组需在运行早期阶段对汽水管道尤其是四大管道支吊架需进行整体检查和应力校核,如在必要情况下,需结合支吊架检查情况进行部分管段标高测量和抽检载荷测试,以防支吊架在设计阶段出现由于工作载荷偏差问题导致的吊架选型错误,进而对管道的膨胀产生较大影响。
(3)加强管道支吊架的日常检查和记录,有效掌握管道位移状况,尽早发现管道沉降类故障。加强安装质量控制,确保支吊架材料、规格、型号符合设计要求;同时,运行中应加强对支吊架的监督检查与维护调整[9]。
参考文献:
何桂宽,刘明,陈锐,等.1 000 MW超超临界机组主蒸汽管道下沉故障分析及处理[J]. 内蒙古电力技术,2019,37(2):39-43.
蔡晖,史志刚,秦承鹏,等. 深度调峰机组水冷壁管开裂原因分析[J]. 热力发电,2020,49(11):176-181.
刘明,郭延军,何桂宽,等.火电厂汽水管道热胀位移异常综合评估及处理[J]. 理化检验(物理分册),2018,54(4):28-33.
王军民,邓玲惠,吴晓俊,等.低温再热器入口管道线状偏离机理分析[J]. 热力发电,2019,48(10):105-110.
管道焊接接头超声波检验技术规程:DL/T 820-2002[S].
火力发电厂金属技术监督规程:DL/T 438-2016[S].
火力发电厂焊接技术规程:DL/T 869-2012[S].
电力设备金属光谱分析技术导则:DL/T 991-2006[S].
郭延军.火力发电厂在役管道支吊架失效分析[J].热力发电,2008,37(2):84-86.
