金针菇与杏鲍菇工厂化栽培工艺路线比较*
2021-08-11郑永德
郑永德
(莆田市农业科学研究所,福建 莆田 351144)
金针菇瓶式栽培工艺与技术标准源于日本、韩国,栽培历史悠久,栽培工序简单,产品质量稳定[1];而杏鲍菇袋式栽培工艺与技术标准为中国栽培者开发成功[2]。金针菇与杏鲍菇由于生物学特点与商品外观差异,均有各自相适应的配套栽培技术,看似无从比较,但两者都属于木腐菌,栽培周期相近。不少投资新手对金针菇与杏鲍菇的选择比较困惑,从两者的栽培历史演变、栽培实践结果、栽培工艺比较、投资与运行进行分析。
1 金针菇与杏鲍菇栽培历史演变
我国食用菌工厂化栽培始于上世纪80年代引进的双孢蘑菇生产线和发酵隧道。上世纪90年代我国台湾一些企业在中国大陆建立了木腐菌工厂(金针菇),随后国内企业也陆续投资开展食用菌工厂化生产[1,3],采用引进与自创相结合的方式,先后获得成功[4]。经过20年快速发展,目前金针菇和杏鲍菇已成为工厂化栽培的两大主流品种。据中国食用菌协会统计,2019年度全国食用菌工厂化总产量334万吨,其中百万吨级别的仅有金针菇(163.85万吨)和杏鲍菇(121万吨),其他如双孢蘑菇、真姬菇、鹿茸菇等虽然增长较快,但总体产量远不如金针菇和杏鲍菇[5]。
1.1 金针菇栽培的历史演变
金针菇栽培初期(2000年前):1985年,四川成都李宗堂开始季节性栽培黄色金针菇;1986年,李宗堂到阿坝地区利用高海拔气候栽培黄色金针菇(据成都榕珍菌业有限公司董事长李宗堂先生自述),见图1。黄色金针菇的脆度正好满足成都百姓对口感的要求,也因此风靡成都大小火锅店。1990年,福建晋江许家庭,福建漳州林光华、徐坚等对金针菇进行工厂化尝试性栽培[6]。1993年,我国台湾商人引进日本白色金针菇菌株及设备,在广东番禺开始进行金针菇工厂化瓶式栽培[6]。1992年,浙江江山菇农开始栽培黄色金针菇品种,采用直生法[7]出菇,并大面积推广。白色金针菇品种“江山白菇”于1996年通过浙江省农作物品种审定委员会审定后,连续多年在周边地区得到大幅推广,2006年达2亿袋[8],见图2。1999年,上海天厨菇业有限公司是国内第一家引进日本柜式灭菌设备,从事金针菇瓶式工厂化周年栽培的企业,其产品“天厨一号”得到社会的广泛认可[6]。2003年,浙江双益菇业有限公司成立,成为当时国内唯一一家拥有自主知识产权的食用菌生产企业[9]。

图1 成都黄色金针菇墙式栽培Fig.1 Yellow Flammulina velutipes cultivated with bags stacked vertically in Chengdu

图2 “江山白菇”Fig.2 ‘Jiangshan Baigu’
金针菇栽培发展中期(2000年~2014年):在所有农产品生产中,食用菌(如金针菇)栽培周期相对较短,且可以立体栽培,复种指数高。生产过程中可逐渐实现机械化、自动化,符合国家提出的现代农业战略要求,并得到了相关政策扶持,刺激了众多社会资本介入,投资食用菌工厂化生产,选择在人口众多、经济较发达的地区建厂。2012年全国各种规模的食用菌工厂化企业高达788家[10]。
金针菇栽培成熟期(2015年至今):食用菌企业激增,产品质量良莠不齐,市场一时难以容纳,鲜菇价格受挫。经过市场大浪淘沙,反复洗牌,2019年度全国食用菌工厂化生产企业约400家,较2018年同比减少近20%,截止2019年底,全国金针菇工厂化生产企业产能接近4 500 t·d-1,相较于2018年,同比增加2.3%[5]。经过数年高速发展,目前在国内主板市场上市的食用菌栽培为主的企业有4家(雪榕生物、众兴菌业、华绿生物和万辰生物)。
1.2 杏鲍菇栽培的历史演变
杏鲍菇栽培初期(2008年前):2000年广东省丰顺蓝田食用菌厂摸索出杏鲍菇冷库工厂化周年袋栽生产技术[11],随后北方采用袋式杏鲍菇覆土栽培。2003年黄毅发明“一种可移动网格式食用菌栽培袋承放架”国家实用新型专利[12],至今全国杏鲍菇袋式栽培多采用网格式栽培。2004年福建漳州涂改临、蔡朝辉等完善了杏鲍菇袋式周年工厂化栽培模式并进行推广,漳州成为国内栽培杏鲍菇的摇篮[13]。
杏鲍菇栽培中期(2008年~2014年):杏鲍菇袋式栽培的成功,且栽培周期较短,复种指数高,袋式栽培启动资金相比瓶式栽培少,众多社会闲散资金纷纷涌入。特别是2010年国家政策加大了对农业现代化建设支持力度,食用菌产业迎来了前所未有的良好机遇。由于杏鲍菇有杏仁的香味、鲍鱼的口感,相对其他菌类硬实,适合烧烤和爆炒,更是吸引了不少社会资本的进入。
杏鲍菇栽培成熟期(2015年至今):杏鲍菇袋式栽培技术的日益成熟和稳定,惠农政策频出,特别是2016年《全国农业现代化规划》的提出,再加上袋式自动化设备的研发和突破,更是推动了杏鲍菇栽培发展,厂家加速扩张产能[14]。前几年杏鲍菇以追求高单产的墙式栽培生产为主。国内最大杏鲍菇企业是江苏香如生物科技股份有限公司,日产量高达290 t,其单产也不断提高,该企业目前单产稳定在600 g/包以上[15]。随着人们生活水平的提高和食材的日益丰富,消费者更加注重的是口感,中等体型、长度为10 cm~13 cm规格的杏鲍菇更受市场青睐。为此,有些栽培者将原来的网格栽培改为层架式栽培,简化疏蕾工艺,采用环境调控控制杏鲍菇的菇蕾数,及时采收,保证品质,使用抽真空软包装或托盘小包装,以适应当下的消费趋势。
1.3 金针菇和杏鲍菇栽培模式的比较分析
1.3.1 金针菇瓶式栽培逐渐取代袋式栽培
2008年以前,金针菇袋式栽培基本上是小规模栽培,采用小型单机机械完成“打包”制作工序,见图3。随后出现转盘式八工位“打包”工序[16],每台设备需要有5位员工协同才能够完成,效率大幅度提升,见图4。但随着劳动力价格逐年上涨,企业利润受到挤压,甚至难以维持企业运营。特别是随后国内资本从日本、韩国引进高速瓶式栽培设备,所有工艺流程除采收包装外,大部分工序都被机械代替,仅需2位员工操作,就能够全自动完成7 000瓶/h投料量,工作效率高,大幅降低劳力成本[17-18],见图5。随后,新建设的10余家金针菇大型企业都采用瓶式栽培生产线,日产量高达千吨,并以低价销售占领市场。双重压力下,原始手工、半机械化操作的金针菇袋式栽培逐渐退出市场。

图3 单人操作打包设备Fig.3 Single-operator bag filling machine

图4 八工位旋转式打包机Fig.4 Rotary bag filling machine with 8 stations

图5 高速运行装瓶设备Fig.5 High-speed bottle filling machine
金针菇袋式栽培采用的是再生法,即菌丝生理成熟后在料面老菌种上形成小菇蕾后,通过菇房内的吹风系统将众多针状小菇蕾前端吹至萎蔫倒伏状,随后从菇蕾基部萌发出更多密集新菇蕾,小菇蕾逐渐发育,伸长成子实体[7]。
金针菇瓶式栽培采用搔菌直生法。栽培瓶内菌丝生理成熟后,以栽培筐为单位在流水线不同工位上,依靠机械高速运行同步完成的“开瓶盖”“搔菌”“注水”等工序。机械搔菌受伤菌丝具有自我修复功能,其恢复培养、愈合、扭结成的绒毛状菌丝小球,称为芽原基[19-20]。随后在培养基表面呈现密集、整齐的“鱼籽状”小菇蕾。在不同发育阶段,温度、光照、水、气环境条件下,发育成商品菇。
2个工艺栽培周期相比:袋式再生法栽培周期(65 d~72 d);而瓶式搔菌直生法栽培周期(48 d~52 d),栽培周期更短,整齐度高,同步性好。这也是金针菇袋式栽培被淘汰的原因之一。
1.3.2 杏鲍菇袋式栽培逐渐取代瓶式栽培
国内杏鲍菇栽培企业试图借鉴金针菇瓶式栽培的成功经验栽培杏鲍菇,但与金针菇瓶式栽培开发历史相比,杏鲍菇的研究时间较短,技术不够成熟,尤其是产量及品质的稳定性不足。虽然现在杏鲍菇瓶式栽培单产也能稳定在220 g/瓶以上,但由于食用菌栽培机械日新月异,新型高速袋式食用菌机械设备已实现了填料、套套环、塞塑料塞等工序,其效率不亚于瓶式填料设备,仅需2位员工就可完成原来工作量[21]。因此,杏鲍菇袋式栽培成为中国特有的创新栽培模式,见图6。杏鲍菇瓶式栽培由于产量不稳定,错过了高速发展期,袋式杏鲍菇栽培的填料效率和质量今非昔比,已与瓶式栽培相当,甚至超过瓶式栽培模式。该袋式栽培袋制作机械系统同样在鹿茸菇、海鲜菇、蟹味菇、平菇、灵芝、白灵菇等木腐生菌类得到应用和发展。

图6 袋式栽培全自动生产线Fig.6 Full-auto bag filling line
2 金针菇和杏鲍菇成为食用菌工厂化栽培两大主栽品种的原因
食用菌栽培所用的菌种分为固体菌种和液体菌种,由于液体菌种具有缩短发菌时间,菌种质量高,生产成本低,效率高等优点[22],并且近几年液体菌种技术逐步成熟,液体发酵设备和工艺不断研发创新,因此目前木腐菌工厂化栽培普通应用了液体菌种。
2.1 金针菇与杏鲍菇栽培技术成熟度比较
金针菇和杏鲍菇的工厂化栽培都可采用袋式栽培(以一定规格聚丙烯塑料袋为容器)与瓶式栽培(以塑料瓶为栽培容器) 2种不同的栽培模式(图7~图10),经过相应栽培工艺,实现农作物废弃物到鲜菇的转化[19]。30年前,金针菇栽培技术先从日本引进中国台湾,随后中国台湾商人到大陆开办金针菇企业,大陆食用菌企业纷纷效仿、借鉴,使金针菇栽培技术更加稳定和成熟[6]。而杏鲍菇借鉴香菇、金针菇袋式栽培经验,采用袋式栽培也仅有20余年的历史,其中前10年处于摸索阶段,随后技术才逐渐成熟[11]。

图7 金针菇袋式栽培Fig.7 Bag cultivation of Flammulina velutipes

图8 金针菇瓶式栽培Fig.8 Bottle cultivation of Flammulina velutipes

图9 杏鲍菇墙式栽培Fig.9 Pleurotus eryngii cultivated with bags stacked vertically

图10 杏鲍菇瓶式栽培Fig.10 Bottle cultivation of Pleurotus eryngii
2.2 金针菇与杏鲍菇工厂化栽培复种栽培指数比较
由于食用菌品种的种性和生物学特性不同,不同的栽培容器其容积不同,栽培工艺也有差异,因此栽培周期也不相同。
例如,金针菇瓶式栽培周期为48 d~52 d,复种指数7.3次/年,杏鲍菇栽培周期为56 d~60 d,复种指数6.3次/年(以365 d除以栽培周期的简单计算),由于食用菌工厂化是分区制栽培,因此业内又将其分为培养复种指数与出菇复种指数[19]。像金针菇和杏鲍菇,正是工厂化栽培投资者所青睐的。因为栽培周期越短,年复种指数越高,即栽培场所重复利用率越高,资金回笼也快。而其他菌类,如海鲜菇栽培周期110 d~120 d(复种指数3.2次/年)[23],资金回笼速度慢。
栽培周期短、复种指数高、栽培技术相对稳定,造就金针菇和杏鲍菇成为主要栽培品种。
3 金针菇与杏鲍菇栽培工艺比较
木腐菌类的栽培工艺流程大致相同,但由于金针菇与杏鲍菇所使用的栽培容器容积,材料强度与配方构成组分的物理性状(颗粒大小、孔隙度、吸水率等)不同,存在较大差异。
栽培工艺:培养基配制→搅拌→填料(装瓶、装袋) →高压灭菌→冷却→接种→培养→出菇管理→采收→包装→冷藏[18,24]。
3.1 金针菇与杏鲍菇培养基配方比较
3.1.1 瓶式栽培金针菇培养基配方
配方1:棉籽壳30%、玉米芯30%、米糠18%、豆粕粉10%、玉米粉10%、石灰2%[25]。
配方2:栽培主料:米糠30%、玉米芯38%、麸皮11%;栽培辅料(精料):啤酒糟4%、棉籽壳5%、甜菜粕5%、豆皮5%,pH调节剂(壳灰、轻质碳酸钙、氢氧化钙) 2%(2021年2月调研浙江康城菌业结果)。
3.1.2 袋式栽培杏鲍菇培养基配方
栽培主料:木屑20%~25%、玉米芯15%~20%、甘蔗渣10%~15%。栽培辅料(精料):麸皮18%~22%、豆粕粉8%~10%、玉米粉8%~15%、石灰1.2%、碳酸钙1.5%[19]。
3.1.3 瓶式栽培金针菇培养基配方组分比较
1)金针菇与杏鲍菇培养基配方的相同点
金针菇与杏鲍菇的栽培原料都分成栽培主料与辅料(精料),虽然两者配方不同,但栽培主料都应尽量选择持水性(饱和吸水率高的)、容易获取、价格低廉、周年可持续供应的农副产品废弃物(如甘蔗渣、玉米芯、椰糠等),通过机械搅拌,使栽培主料和辅料混合均匀。理论上,主料、辅料的表面有水膜存在,才能够使菌丝前端胞外酶扩散,并对培养料颗粒进行降解。同时,培养基颗粒间隙的空气,满足菌丝新陈代谢中对氧气的需求,即菌丝蔓延增殖产生的生物量(菌丝量)的场所。
实践中,根据企业生产规模,选择不同立方数的搅拌机。大型企业,有的按照配方主料采用容器量取法(主材料含水量会有批次差异),所有精料使用饲料混合系统(每一批精料含水量及重量基本一致),使用双螺旋搅拌机先干混15 min,再通过设置好的时间控制器精确控制加水量,随后再搅拌30 min,通过挤压使栽培主料充分吸水。测定培养基的含水量(金针菇瓶式栽培与杏鲍菇袋式栽培填料前含水量为67%~68%) 及pH(由于金针菇所采用的pH调节剂不同,灭菌前的pH有所差异,但灭菌后pH一般为5.9~6.2;杏鲍菇灭菌前pH为9.0~10.0,灭菌后6.2~6.4)(2021年2月调研浙江康城菌业和漳州华园生物科技有限公司结果)。
2)金针菇与杏鲍菇培养基配方的不同点
金针菇与杏鲍菇降解能力存在差异。金针菇属于弱腐生菌类,野生金针菇秋冬季多生长在枯死朴树上(软质树种),如果采用木屑做为主料,依靠菌丝降解木屑里的木质素,难以短时间支撑起金针菇的生长发育。而金针菇瓶式栽培周期仅48 d~52 d,几乎不使用木屑,改用玉米芯(吸水率高达230%~450%,不同工厂采购标准不同,一般300%以上为合格)作为栽培主料,栽培主料架构起容器内培养基内的孔隙度,发育所需的营养物质主要通过菌丝蔓延过程将辅料细小颗粒包裹,降解,储存在菌丝体内,作为菇蕾发育的营养源[19]。因此,精料使用量在配方中比重大,高达35%~42%。
3.2 金针菇瓶式栽培与杏鲍菇袋式栽培袋填料量比较
3.2.1 金针菇瓶式栽培填料量的变化
从2000年开始,金针菇瓶栽工厂化模式逐步在中国兴起[6],历经20年的推广与发展,金针菇瓶栽工厂化模式已基本取代传统的袋栽模式。塑料瓶容积和产量变化如表1所示(2021年2月调研浙江康城菌业结果)。

表1 金针菇瓶式栽培所用不同容积栽培瓶与产量关系Tab.1 Relationship between different volume bottles and yield of Flammulina velutipes in bottle cultivation
从表1可以看出,随着栽培瓶容积增加,平均单产也随着增加,并趋于平衡。此外还与栽培瓶口的口径等有关,即与搔菌后瓶内培养基表面积有关。
金针菇属丛生菌类,瓶口培养基表面积直接影响出芽数量,从而影响单产,同为1 200 mL的塑料瓶,口径83 mm的填料量比口径80 mm的少,产量却更高。由表1可见,随着栽培瓶容积的增加,产量也随之增加,但并不能无限制增加。食用菌栽培是一个生物繁殖的过程,在这个过程中,生物会进行代谢,从而释放大量热量,热量若没有及时排出,会导致温度升高,造成“烧菌”[19],而瓶子越大,散热越差,制约了栽培瓶容积的无限增加。
3.2.2 杏鲍菇袋式栽培投料量的变化
目前杏鲍菇袋式栽培已经不使用对折径17 cm的聚丙烯折角塑料袋,主要使用的栽培袋规格有17.5 cm、18.0 cm、19.0 cm,如表2所示(2021年2月调研漳州华园生物科技有限公司结果)。
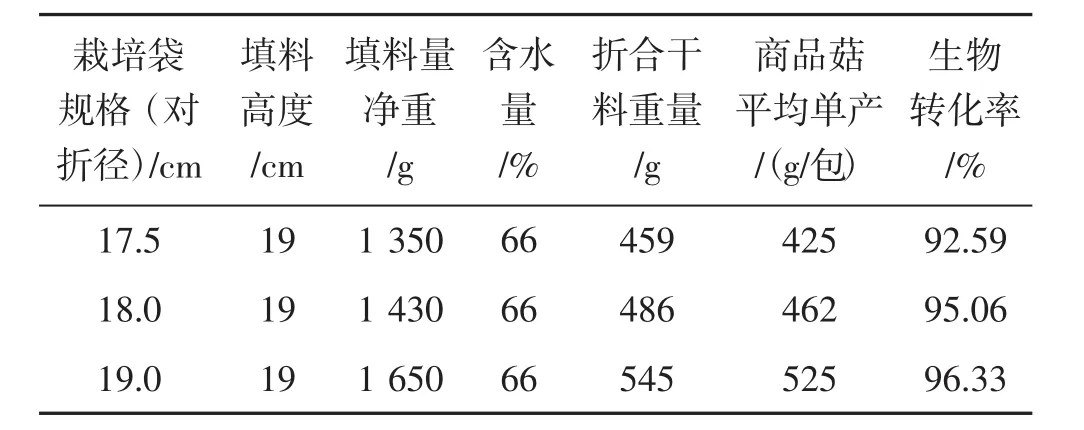
表2 杏鲍菇袋式栽培所用不同规格栽培袋与产量关系Tab.2 Relationship between different specifications of bags and yield of Pleurotus eryngii in bag cultivation
3.2.3 金针菇瓶式栽培和杏鲍菇袋式栽培投料量比较
如表1和表2所示,无论金针菇瓶式栽培还是杏鲍菇袋式栽培,填料量增加,产量也得相应增加。以金针菇瓶栽的1 200 mL、80 mm瓶型和1 100 mL、78 mm瓶型为例,1 200 mL的瓶子的容积较1 100 mL的瓶子多100 mL,增加了培养基含量,即增加了养分供应,单产增加约70 g,生物转化率也有所提升,效益增加0.35元/瓶(售价按5元/kg测算)。从成本构成来看,1 200 mL瓶子和1 100 mL瓶子相比,主要增加的是瓶子材质成本,由于人工成本是以瓶子为单元计件,所以没有变化,水电气成本增加甚少,忽略不计。1 200 mL、80 mm瓶型的瓶子原料325 g,1 100 mL、78 mm瓶型的瓶子原料294 g,原料多约30 g,增加成本约0.046元/瓶(原料成本按0.5元/瓶测算)。再以同容积1 200 mL比较口径80 mm和口径83 mm瓶型,口径83 mm瓶子的填料量比口径80 mm少,但产量却更高,生物转化率也更高。这主要是因为金针菇属丛生菌类,瓶口面积直接影响小菇蕾数量,进而影响产量[6]。
既然填料量直接影响产量,大瓶产能高,投资收益率也更高,但不可以无限加大瓶子容量。因为受技术水平、设备条件等限制,旧厂改换新规格栽培瓶难度大,瓶盖筐和配套的自动化机械设备等都需更换,投资费用高,应慎重权衡利弊。另外,为避免“烧菌”,瓶子越大,填料越多,散热也越差,制冷和循环的效果也需相应提升。实际上瓶子容积、瓶口直径及瓶盖的透气、保水性对生物转化率都有影响[19],都需经过大量试验以及行业信息的佐证。
杏鲍菇袋式栽培以塑料袋为栽培容器,栽培袋的容积相对容易变更,其袋壁厚度仅有栽培瓶壁的1/10,菌丝代谢过程产生热量会通过栽培库内的内循环系统,散发热量,不易“烧菌”。杏鲍菇出菇呈单支或多支状,袋口培养基表面积对出菇影响不大。总体上,金针菇瓶式栽培的生物转化率高于杏鲍菇袋式栽培。
4 金针菇栽培瓶与杏鲍菇栽培袋高压灭菌和冷却比较
目前多采用高温高压锅灭菌。金针菇瓶式栽培和杏鲍菇袋式栽培灭菌和冷却工艺基本相似,只是由于栽培容器材质不同有所差别。因为金针菇栽培瓶瓶体本身具有一定强度,以塑料筐作为移动单位,可堆叠至一定高度,并码放在托板上,由电动叉车送入双开门灭菌柜内,按灭菌程序灭菌,灭菌前后共5 h~6 h。而杏鲍菇栽培袋的袋体本身无法作支撑,一般使用机械设备全自动完成打包工序后,由机械提升系统送入灭菌锅的小车层架上,同金针菇栽培瓶一样,由电动叉车送入双开门高压灭菌柜,按灭菌程序灭菌,灭菌前后共5 h~6 h。随后将灭菌锅内瓶或包从灭菌柜内拉出,置于高效净化环境下冷却24 h,甚至更长。
5 金针菇栽培瓶与杏鲍菇栽培袋接种工艺比较
新型发酵罐、高效净化设备的成功研发和应用推广,迫使企业逐渐放弃了传统固体剂型菌种,转向使用液体菌种及接种工艺。液体菌种接种工艺更为快速、简洁,大幅减少了人力。由于金针菇和杏鲍菇大多采用液体菌种接种工艺,因此操作过程和注意事项大致相同,但制作过程技术细节标准不同。
6 金针菇瓶式栽培与杏鲍菇袋式栽培培养阶段工艺比较
6.1 金针菇与杏鲍菇培养阶段的相同点
金针菇和杏鲍菇的培养阶段分为定植期、发热期、生理成熟期[19]。规模化企业大多数是连续性生产,采用液体菌种接种后,进入定植库,在定植库促使菌丝恢复与蔓延。为此,室外空气先通过中效净化设备,进入定植库,并维持正压;再依靠制冷、加热、通风换气、雾化设备,根据不同发育期最佳参数进行调控,在产量与品质间取得平衡。内循环设备的作用是通过扰动库内空气,促进排出栽培包降解过程产生的热量,防止“烧菌”。在净化条件下培养,降低污染率是定植库核心。栽培瓶(袋)培养过程中的同步性,是企业生产的最低要求。
6.2 金针菇与杏鲍菇培养阶段的不同点
金针菇、杏鲍菇培养阶段工艺不同点:金针菇栽培瓶瓶体具有一定强度,以栽培筐为单位,重叠堆垛在可移动托板上,多层叠放在库内(图11)。而杏鲍菇栽培袋以塑料袋为容器,无法重叠,只能使用专用的上架机将每筐栽培袋置于可移动层架上。为合理利用空间,重叠层培养架为2架~3架(图12)。

图11 瓶式栽培中栽培瓶堆叠图Fig.11 Stacking of bottles cultivation in bottle

图12 袋式栽培中重叠层培养架图Fig.12 Stacking of bags with shelves in bag cultivation
6.3 培养工艺比较讨论
由于金针菇和杏鲍菇品种及培养基容量不同,新陈代谢过程释放出的呼吸热不同,培养阶段应充分考虑到每一栽培瓶(袋)及整垛间距,与新风道、回风道之间的关系,设法缩小温差。在设计排放位置时应考虑到培养库的库容量及栽培瓶(袋)在定植库内存放量,即每1立方米空间培养基湿料重量,在争取库容量最大化的同时,还要考虑到培养瓶(袋)散热和库房通风换气引起库温波动及机械操作的便利性。防止“烧菌”是培养阶段的重中之重。
在定植库内培养9 d(金针菇)、10 d(杏鲍菇),随后将同一天接种的栽培瓶或栽培包,使用叉车将栽培瓶(袋) 移入发热库内(图13)。制冷设备、内循环设备的运行,使得栽培瓶(袋)在相应温度、光照、水、气环境下继续培养。采用间歇内循环,扰动库内空气,防止“烧菌”。金针菇栽培瓶发满菌后(满瓶时间22 d~23 d),无需生理成熟,直接搔菌进入出菇阶段[19,26]。而杏鲍菇栽培袋发满菌(满袋时间25 d~26 d) 后,需要继续后熟8 d~10 d,完成生理成熟,方可移入出菇库的网格架上[27-28]。

图13 铲车移动架转库Fig.13 Shelves move by forklift
7 金针菇瓶式栽培与杏鲍菇袋式栽培出菇阶段工艺比较
7.1 金针菇与杏鲍菇出菇阶段工艺的相同点
金针菇和杏鲍菇的出菇阶段分为催蕾期、生长发育期、成熟期,均是依靠制冷、加热、通风、雾化设备,根据各自不同发育期的最佳参数进行调控,在产量与品质间取得平衡[18,29]。
7.2 金针菇与杏鲍菇出菇阶段工艺的不同点
金针菇与杏鲍菇生理成熟后,在进入出菇阶段前都需进行预处理,方法不同。
金针菇接种后经过18 d~22 d培养,菌丝生理成熟,整筐栽培瓶通过传送带进入搔菌间,送到机械开盖工位,去除瓶盖,移入机械自动翻转机,瓶口朝下,搔菌机的刀口伸入瓶口内,将栽培瓶内表层培养基1 cm左右老菌丝挖弃(机械刺激,有利菇蕾形成)。随后翻转、复正,注入水20 mL,完成搔菌工序,通过连续传送带之间的衔接传送到出菇库内,由人工搬运置于出菇库内不同栽培层架上。目前有机械设备企业开发出在窄过道内,全自动定位的上筐与下筐机械,大幅减少劳动强度。另有将生理成熟后金针菇栽培瓶置于带轮子的移动栽培架,接种后就直接置于栽培架上,靠牵引车牵引,在催蕾间和调控间间移动,投资较大,但节省了劳动力[30]。
金针菇在最佳的温度、光照、水、气环境条件下完成催蕾出芽。待栽培瓶面形成菇芽,并伸出瓶口2.0 cm~2.5 cm后,裹上包菇片,送入生育间,待菇芽伸长至包菇片口时,将移动栽培架用牵引车拉到包装间,整个栽培筐置于滚筒传送带上,进入指定工位,人工去除包菇片,采用人工或机械手采收,进入分包装支线,自动包装机完成小包装[30]。
杏鲍菇接种后培养32 d~35 d,菌丝生理成熟,进入出菇库,人工将栽培包横插在双层网格上,去除塑料塞和塑料套圈,仅挖出丢弃栽培包内老菌丝,再塞回塑料套圈置于袋口(图14),使培养基表面保持潮湿,有利原基形成。当原基形成后,去除塑料套圈。当菇蕾发育至长5 cm时,将栽培袋口塑料薄膜挽下4 cm左右,在制冷机组和内循环微弱回风作用下,菇体表面蒸腾,栽培包内向菇体输送营养物质和水分,菇体快速伸长,成保龄球状,根据当地市场的喜好,控制菇体数量(疏蕾)及长度。为了节省搔菌的人工费用,不搔菌,尽量控制菇蕾发育同步性,以栽培出10 cm~13 cm中型杏鲍菇(图15、图 16)。

图14 墙式栽培Fig.14 Side fruiting cultivation

图15 层架式栽培Fig.15 Shelves culitivaton

图16 层架式栽培采收前的杏鲍菇Fig.16 Pleurotus eryngii before picking in shelf cultivation
7.3 出菇工艺比较
栽培品种不同,栽培工艺存在显著差别。瓶式金针菇采用立式栽培,整筐置于层架上,菇蕾形成、发育、直至采收,即菇体的整个生长发育过程始终和地面保证垂直状态,因此不受生物极性的影响。而杏鲍菇是横插在网格架上,和地面形成平行。受生物极性的影响,墙式栽培的杏鲍菇往往出现菇体基部微向上弯曲,斜向伸长。菇盖不够圆整,从而影响了商品的完美外观。有栽培者将网格式栽培改为层架式栽培,菇型外观得到明显改善,栽培效果接近瓶式栽培,并进行小盒托盘包装应市(图17)。

图17 托盘小包装Fig.17 Small package with tray
8 金针菇与杏鲍菇采收与包装工艺比较
8.1 金针菇与杏鲍菇采收与包装工艺的相同点
金针菇与杏鲍菇发育成熟后进入采收阶段,依靠人工或者机械使菇体和培养基分离。采收与包装是工厂化栽培用工量最大的环节。由于两菇特性不同,采收后处理方法有很大不同。
8.2 金针菇与杏鲍菇采收与包装工艺的不同点
金针菇菇体为密集丛生状。整个栽培筐经滚筒传送流水线进入预定工位后,依靠人工或机械去掉外包菇片,人工或机械(机械手)将整丛菇体采收,分流到分支工位,靠人工按设定克数称重(图18),送入塑料薄膜自动包装机,抽真空包装,俗称“小包装”,大多数进入超市销售。而“大包装”便于批发销售,是将采收下的金针菇,依靠人工装入塑料袋里,每袋2.5 kg,置入泡沫箱内,送入冷藏间打冷,出库前再封箱[19,24]。

图18 金针菇人工称重后自动包装Fig.18 Auto packing of Flammulina velutipes after manual weighing
杏鲍菇菇体呈单支或多支,由于杏鲍菇菌丝粘结较高,采收时常带有较多培养基,因此要依靠人工将鲜菇菇脚培养基全部去除,并分级,进行单支小包装或多支托盘小包装。也有类似金针菇的“大包装”,包装后进入冷藏间打冷,出库前再封箱。
8.3 采收与包装工艺的比较
2021年2月对浙江康城菌业进行了调研,金针菇鲜菇呈丛状枝条密集型,单产550 g/瓶~600 g/瓶,机械自动包装前预处理只需14 s(按实验数据平均处理410 g商品菇计算,包括去包菇片,称重,并置于自动小包装机械传送带上为止)。
2021年2月对漳州华园生物科技有限公司进行了调研,杏鲍菇鲜菇呈单支或多支状,单产450 g/袋~600 g/袋,由于杏鲍菇菌丝粘结较高,整齐度较低,机械自动包装前的预处理较繁琐,从采收到置于小包装机械自动传送带上为止,比金针菇预处理多了去除粘连在菇柄基部培养基、分级等工序,预处理时间需要约70 s(根据采收同等重量410 g的商品菇换算)。
从以上数据得出杏鲍菇采收所消耗的人时是金针菇的4倍~5倍。以10万瓶(袋) 做基数比较,金针菇瓶栽企业约需要130人~150人,而杏鲍菇袋栽企业约需要300人~350人;其中,采收阶段金针菇瓶栽模式需要30人~40人,杏鲍菇袋栽模式采收需要120人~130人,多出80人~90人。采收、包装环节仅年人工费用差距就高达数百万元,对于日产量数10 t甚至上百吨的企业其差距更为巨大。
终端市场上,2个品种销售价格相接近(2020年杏鲍菇略低些)。因此,栽培品种选择上,应综合考虑市场需求大、复种指数高的品种以及能耗低,技术成熟度高,用工量少等因素。
9 总结
金针菇瓶式栽培工艺由中国台湾的栽培者从日本引进,随后进入大陆地区。上世纪80年代改革开放初期,食用菌栽培以小农作坊式为主,普遍采用塑料袋作为容器栽培平菇、香菇、木耳、猴头菌等,在此基础上,也套用塑料袋季节性规模栽培金针菇,取得了稳定收入。随后是杏鲍菇袋式周年工厂化栽培迅速扩大到全国各地适宜栽培地区。
金针菇与杏鲍菇都属于木腐菌,栽培周期相近,都属于短周期栽培品种。金针菇属于中低温结实性菌类,似乎比中温结实性的杏鲍菇更耗能,但由于生物学特性和商品外观的差异,杏鲍菇的用工数比金针菇多出一倍多。
金针菇栽培采用日、韩瓶栽系统,塑料瓶周转数量大,沉淀资金及占用场所等固定资产投资,开支巨大,且由于金针菇无法改变塑料瓶容积,缺乏灵活性。杏鲍菇以塑料袋为容器,随用随购,投入少,并能跟据市场需求变化更改容器规格,可改种其他菌类,通用性较好。
市场对金针菇与杏鲍菇2个品种各有所好,价格深受供求关系的影响,反过来也能调节产能。投资者应在考虑保证品质前提下,提升单产和货架期,提升机械自动化水平,节能、降耗,谋求出路。
