加捻与包缠对UHMWPE纤维束结构与性能的影响*
2021-08-09李仁豪张春华熊自明张中威
李仁豪 张春华 向 鑫 吴 凡 熊自明 张中威 刘 欣
1. 武汉纺织大学材料科学与工程学院, 湖北 武汉 430200;2. 南京理工大学机械工程学院, 江苏 南京 210094;3. 中国人民解放军陆军工程大学爆炸冲击防灾减灾国家重点试验室,江苏 南京 210007
超高相对分子质量聚乙烯(UHMWPE)纤维和芳纶、碳纤维同属高性能纤维,它因具有传统高性能纤维的高强度、高模量和高耐磨等优异性能而在国防等领域广泛应用[1-2]。UHMWPE纤维表面非常光滑,化学惰性强。采用UHMWPE纱进行织造的过程中,单丝易发生相对滑移而使纱线松散成单丝,出现纤维纠缠、起毛等现象,甚至造成大量单丝断裂,导致织造无法顺利进行。Osterom等[3]应用离子体法对UHMWPE纤维的表面进行改性,可赋予UHMWPE纤维一定的表面粗糙度和附着力,但该方法对UHMWPE纤维表面有损伤,影响UHMWPE纤维的力学性能。加捻法和包缠法是将众多单丝固定在一起的两种有效方法,它们通过控制捻度使纤维束中单纱间的排列更加紧密。本文首先对UHMWPE纤维束进行加捻、包缠及热定型处理,然后研究不同的加捻和包缠条件对UHMWPE纱线表面形貌和力学性能的影响。
1 试验
1.1 材料与设备
型号为200D、400D、600D的3种UHMWPE无捻纤维束,湖南中泰特种装备有限公司;无水乙醇,分析纯,国药集团化学试剂有限公司。
HFX-05型并捻联合机(苏州市华飞纺织科技有限公司),HFX-A6型花式纺纱机(苏州市华飞纺织科技有限公司),HFX-01型络筒机(苏州市华飞纺织科技有限公司),ME104型电子天平(瑞士梅特勒-托利多公司),KBF恒温恒湿箱(德国 BINDER 公司),YG(B)086型缕纱测长机(温州大荣纺织机器有限公司),DSX510i型数码显微镜(日本奥林巴斯株式会社),JSM-IT500型扫描电子显微镜(日本电子株式会社JEOL),VERTEX70型傅里叶红外光谱仪(德国 BRUKER 公司),3380型落地式万能材料试验机(美国Instron公司),TG209F3型热重分析仪(德国NETZSCH公司)。
1.2 UHMWPE纤维束的加捻
利用并捻联合机对型号为400D的UHMWPE无捻纤维束进行加捻,加捻温度分别为25 ℃和80 ℃,捻度分别设计为250、500、750、1000、1250 T/m。为消除纤维在拉伸过程中产生的内应力,使大分子链发生一定程度的松弛, 提高加捻纤维束的形状稳定性,改善纤维的力学性能,选择对加捻后的UHMWPE纤维束进行热定型。热定型温度分别为60、90、120 ℃,时间为60 min,具体工艺参数如表1所示。

表1 UHMWPE纤维束加捻和热定型工艺参数设计
1.3 UHMWPE纤维束的包缠
在25 ℃环境下,采用花式纺纱机对型号为200D、400D和600D的UHMWPE纤维束进行包缠处理。花式纺纱机的参数设置包括环锭转速500 r/min、前罗拉线速度2.0 m/min、包缠捻度250 T/m,流程如图1所示。
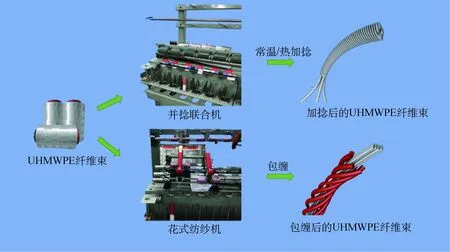
图1 UHMWPE纤维束加捻和包缠工艺流程
首先对这3种型号的UHMWPE纤维束进行络筒,将芯纱筒子置于纱架上,打开摇架,使牵出的纱线依次穿过导纱杆、弹簧圈、后罗拉、导丝轮、前罗拉和导纱钩。接着,外包缠纱通过导丝轮和导纱钩。最后将芯纱和外包缠纱一起缠绕到管纱筒上,压下摇架,开启开关,芯纱加捻的同时将带动外包缠纱呈螺旋状包缠在芯纱外部。调节弹簧圈或后罗拉的张力,确保外包缠纱所受张力最小,并使其顺利包缠在芯纱上。具体包缠方式列于表2。其中,200D-200D中,前面的200D代表外层包缠纤维束的型号,后面的200D代表芯层纤维束的型号,其他依此类推。

表2 UHMWPE纤维束包缠和热定型工艺参数
1.4 性能测试
1.4.1 线密度
在温度20 ℃、相对湿度65%的恒温恒湿室中,调湿上述未加捻的UHMWPE纤维束及制备的UHMWPE加捻纱和包缠纱试样 48 h。随机选取3段长度为20 m的试样,计算线密度并记录平均值。
1.4.2 纤维表面形貌
室温下将待测试样固定于载玻片上,利用光学显微镜和扫描电镜观察经加捻和包缠的UHMWPE纤维束的微观形貌。
1.4.3 红外光谱分析
采用傅里叶红外光谱仪观察UHMWPE纤维束试样,分析不同加捻和包缠条件对UHMWPE纤维束微观结构的影响。其中,扫描次数为128,分辨率为4 cm-1。
1.4.4 力学性能
采用万能材料试验机对UHMWPE试样进行力学测试。设置拉伸间距为50 mm,拉伸速度为50 mm/min。每种样品拉伸20次,取平均值。
2 结果与讨论
2.1 线密度
图2 a)对比分析了400 D UHMWPE无捻纤维束及不同加捻和包缠条件处理的UHMWPE加捻纱的线密度发现,UHMWPE无捻纤维束中,大部分单丝平行排列。UHMWPE加捻纱的单丝呈螺旋状,其扭转程度随捻度的增加而增加。25 ℃条件下加捻,UHMWPE加捻纱的线密度随捻度的增加而增加。当捻度小于750 T/m时,因UHMWPE纤维表面较为光滑,单丝间的作用力不强,纱线不易定捻,故热定型温度对UHMWPE加捻纤维束的线密度无显著影响。当捻度大于750 T/m时,UHMWPE加捻纱中的单丝几乎紧密贴合,且与25 ℃下加捻得到的UHMWPE加捻纱相比, 80 ℃的加捻温度更有利于保持UHMWPE加捻纱中纤维的形变[4-5]。捻度相同时,80 ℃下制备的UHMWPE加捻纱的线密度较25 ℃下加捻得到的UHMWPE加捻纱略有增加,这是因为加捻温度越接近UHMWPE纤维的热变形温度,纱线的变形能力越好。对比由不同加捻温度和热定型温度处理得到的UHMWPE加捻纱的线密度可知,UHMWPE加捻纱的线密度主要受加捻捻度的影响。
对比图2 b)中400 D UHMWPE无捻纤维束及不同包缠方式得到的UHMWPE包缠纱的线密度可知,200D-200D UHMWPE包缠纱与型号为400D的UHMWPE包缠纱的线密度基本一致,200D-600D UHMWPE包缠纱与400D-400D UHMWPE包缠纱的线密度基本一致。这是因为UHMWPE纤维表面光滑,外层包缠纤维不能很好地包缠芯层纤维所致。但经热定型处理的UHMWPE包缠纱的纱线密度均高于未经热处理的UHMWPE包缠纱,其原因可能是热定型处理利于外层包缠纤维的定型。

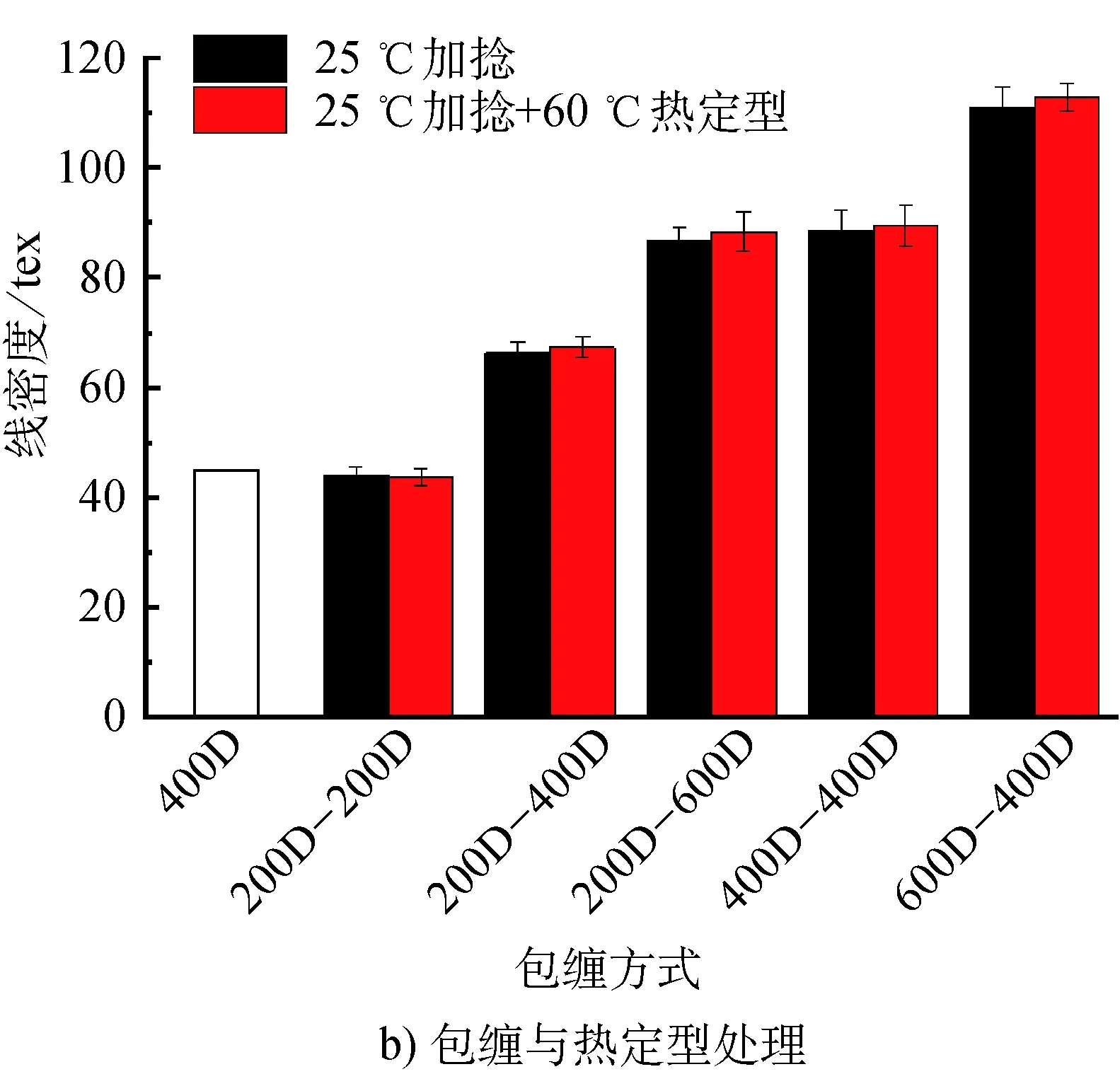
图2 加捻法与包缠法对UHMWPE纤维束线密度的影响
2.2 表面形貌
观察图3中经加捻和热定型处理的UHMWPE加捻纱的光学显微镜照片可知,与25 ℃加捻得到的UHMWPE加捻纱相比,随着热定型温度的升高,UHMWPE加捻纱中的单纱存在单位长度内扭转增加的现象。当捻度达到1250 T/m时,部分UHMWPE加捻纱试样出现过捻现象,这不利于后续高密织物的织造[6]。因80 ℃加捻或热定型处理有利于纱线内应力的均匀分布,故可消除UHMWPE加捻纱过捻的现象。
由图4经不同包缠方式和热定型处理的UHMWPE包缠纱的光学显微镜照片可知,以线密度较小的纱线为外包缠纱线的包缠效果更好,其原因可能是外包缠纱线越粗,其扭转所需要的力越大,但包缠过程中外层包缠纱线所受张力较小,不利于线密度较大的纱线的均匀扭转排列。对比仅25 ℃包缠及经25 ℃包缠+60 ℃热定型条件包缠得到的UHMWPE包缠纱可知,后者制备的UHMWPE包缠纱表面的包缠纤维扭转略大。
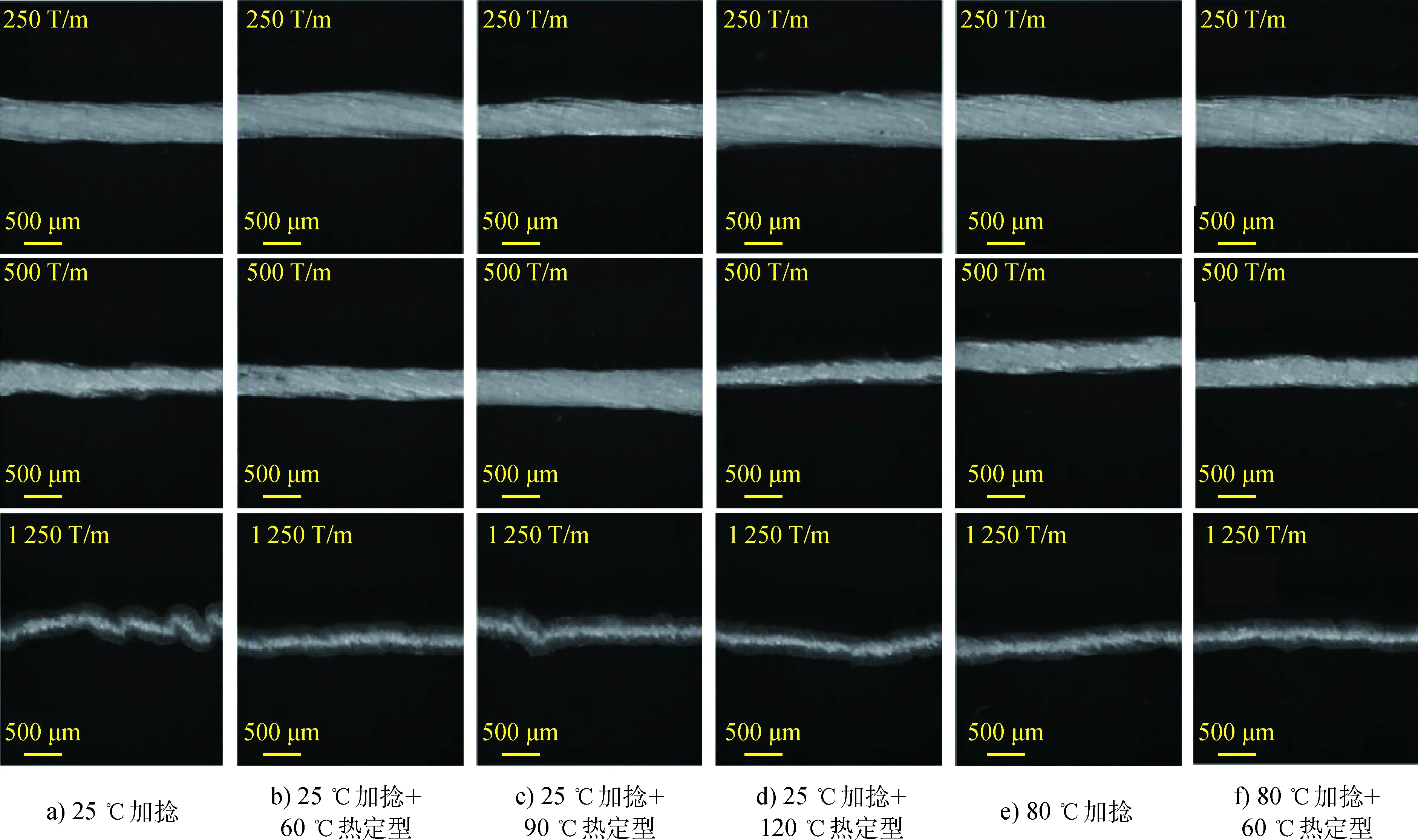
图3 经不同加捻温度和热定型处理的UHMWPE加捻纱的光学显微镜照片
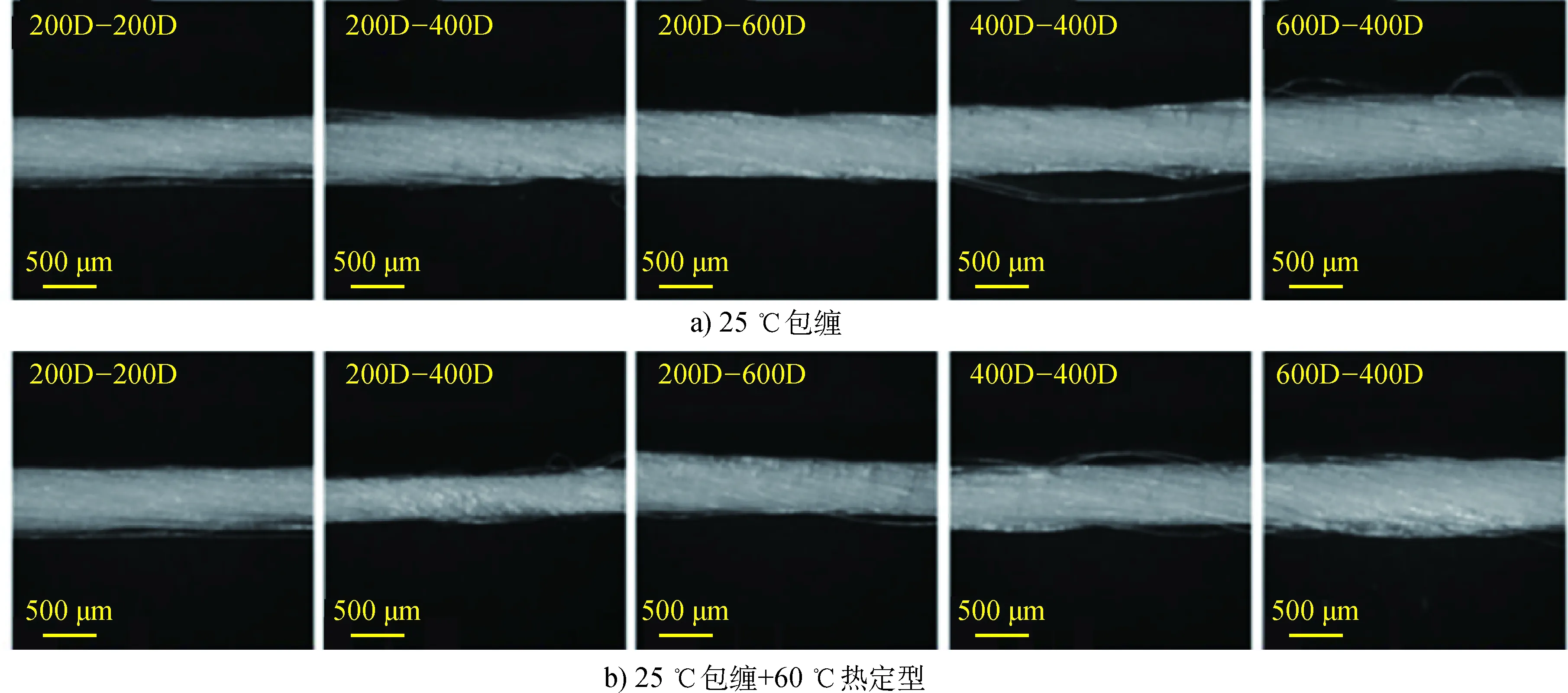
图4 经不同包缠方式及热定型处理的UHMWPE纤维束的光学显微镜照片
2.3 红外光谱分析
由图5 a)的3种UHMWPE无捻纤维束的红外光谱图发现,3种型号的UHMWPE纤维束的特征峰一致,在2912 cm-1和2845 cm-1处存在两个—CH2引起的伸缩振动峰,1466 cm-1处存在因—CH2不对称变角振动导致的峰[7],718 cm-1处为—CH2摇摆振荡峰[8]。由图5 b) UHMWPE加捻纱的红外光谱图可知,与25 ℃下加捻得到的UHMWPE加捻纱相比,热定型处理与80 ℃下加捻得到的UHMWPE加捻纱的特征峰没有明显变化,说明在25~120 ℃温度范围内,加捻和热定型这两种处理方式不会破坏UHMWPE纤维的化学结构。对比图5 c)不同包缠方式和热定型条件得到的UHMWPE包缠纱的红外光谱图可知,各UHMWPE包缠纱试样的特征峰与未处理的UHMWPE无捻纤维束基本相同,说明包缠工艺也基本不会改变UHMWPE纤维的化学结构。
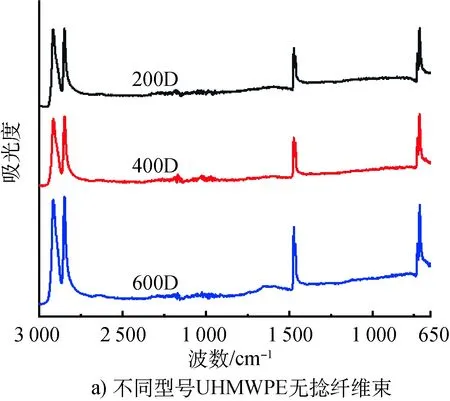
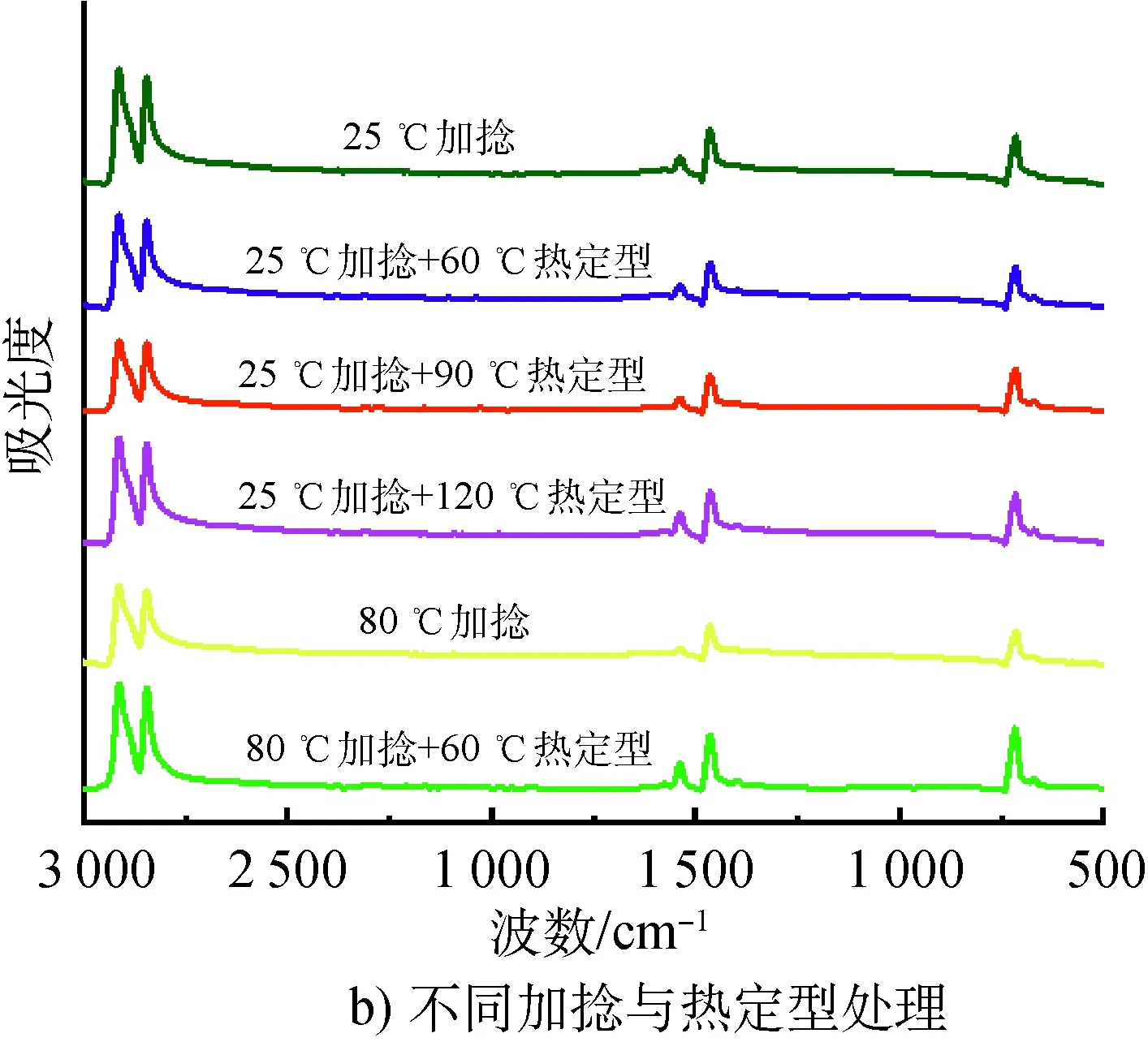
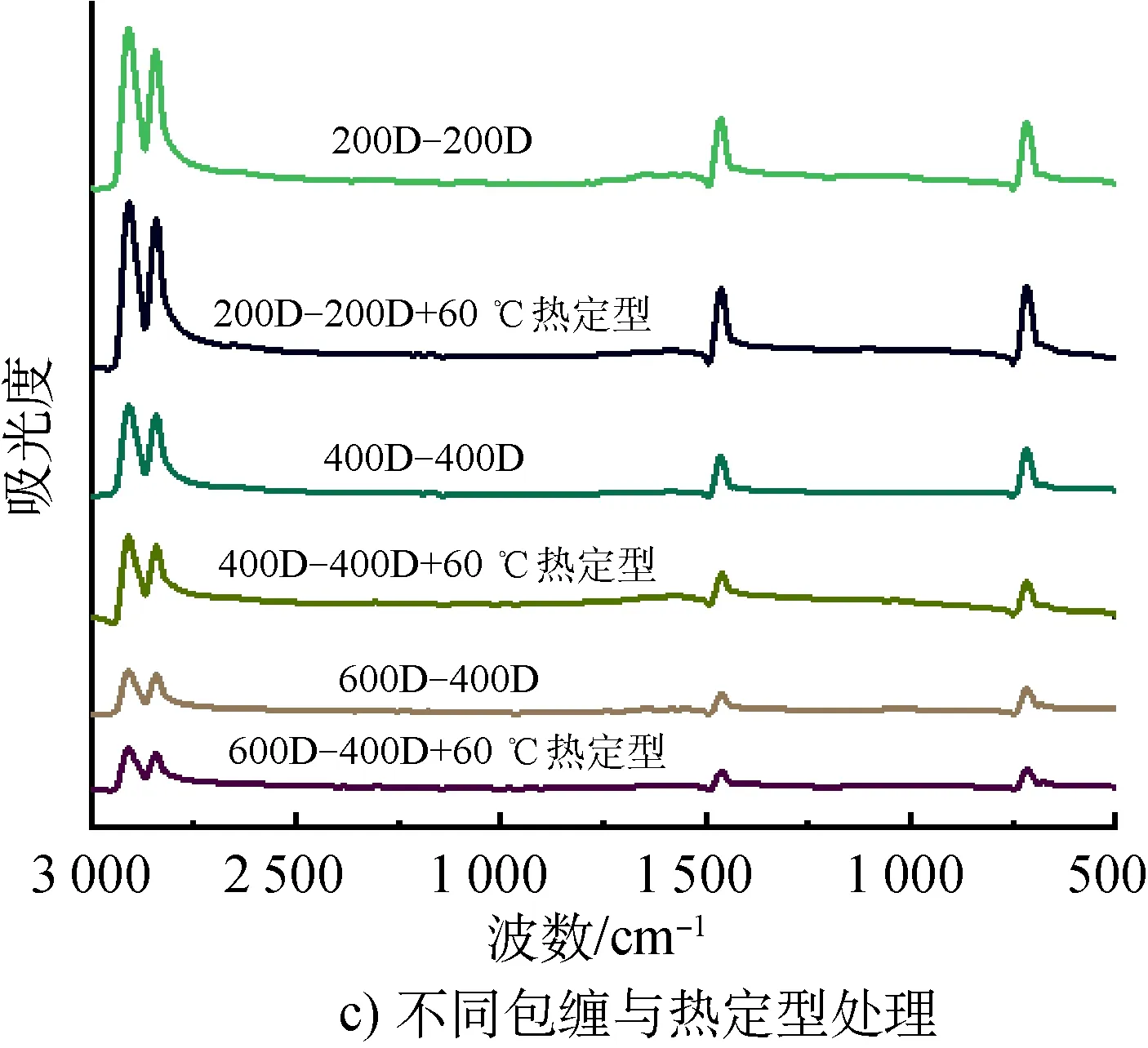
图5 各试样的红外光谱图
2.4 力学性能
图6是400D UHMWPE无捻纱及其加捻纱和包缠纱的SEM照片,可以看出,UHMWPE纤维束中,单丝表面光滑且平行排列,当捻度超过500 T/m时,cosθ减小。观察图7经不同加捻温度和热定型处理的UHMWPE纤维束的拉伸力学性能对比可知,随捻度的增加,UHMWPE纤维束的拉伸断裂强力总体呈现先上升后下降的趋势,这与Ozgen等[9-10]的研究结果一致。由不同加捻纱的SEM图(图3)可以看出,当捻度在250~500 T/m时,松散的纤维在加捻作用下相互抱合,增加了单丝间的摩擦和纠缠,提高了UHMWPE纤维束的力学性能。但捻度过大会减小UHMWPE纤维束中单丝的预张力,最终降低UHMWPE纤维束强度。此外,捻度为250 T/m,25 ℃下加捻得到的UHMWPE加捻纱的拉伸断裂强力最大,其较型号为400D 的UHMWPE纤维束提高了约17.2%。随捻度的增加,UHMWPE加捻纱的断裂应变总体上呈现上升趋势,这与Gao等[11]的研究结果相吻合。对UHMWPE纤维束进行加捻,单丝局部获得“弹簧结构”,这为受力时局部螺旋纱的打开提供了较大的应变空间。25 ℃加捻条件下得到的捻度为1250 T/m UHMWPE纤维束的断裂应变较型号为400D 的UHMWPE无捻纤维束提高了9倍多。与经热加捻处理或热定型处理的UHMWPE加捻纱的力学性能相比,在250~1000 T/m捻度范围内,经25 ℃加捻和60 ℃热定型共同处理的UHMWPE加捻纱的总体强力较优。
图8为包缠方式过对UHMWPE包缠纱拉伸力学性能影响的对比图。经60 ℃热定型处理的200D-200D UHMWPE包缠纱的断裂强力为(84.2±7.8)N,较未热定型的200D-200 D UHMWPE纤维束增加了约33.1%,较线密度相近的经25 ℃加捻处理、捻度为250 T/m的UHMWPE加捻纱提高了约62.7%。而经60 ℃热定型处理的其他UHMWPE包缠纱的拉伸断裂强力略低,这可能是由于内外纱线倾斜角的不一致所致。200D-200D的UHMWPE包缠纱经60 ℃热定型处理后的拉伸断裂应变为(4.5±0.6)%,较未热定型的200D-200D的UHMWPE纤包缠纱增加了约10.9%。经60 ℃热定型处理的其他UHMWPE包缠纱的拉伸断裂强力和断裂应变均较低。
3 结论
采用加捻工艺和包缠工艺成功制备了不同规格的UHMWPE加捻纱和包缠纱并对其进行了不同温度的热定型处理。经测试分析可知,随着捻度的增加,UHMWPE加捻纱的线密度呈上升趋势,热处理对高捻度纱线的过捻现象有一定的改善作用。红外光谱结果表明,热定型处理温度(25~120 ℃)不会影响UHMWPE加捻纱的化学结构。力学测试结果表明,25 ℃条件下加捻得到的捻度为250 T/m的UHMWPE加捻纱的拉伸断裂强力最佳,较400D UHMWPE无捻纤维束提高了17.2%,80 ℃加捻或热处理有利于提高高捻度纱线的力学性能。此外,60 ℃热定型处理的200D-200D UHMWPE包缠纱较未热定型的200D-200D UHMWPE包缠纱的拉伸断裂强力提高了33.1%。
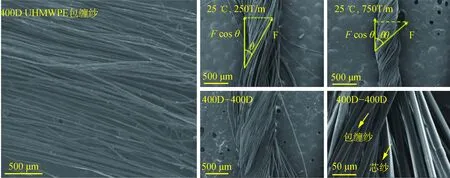
图6 SEM照片
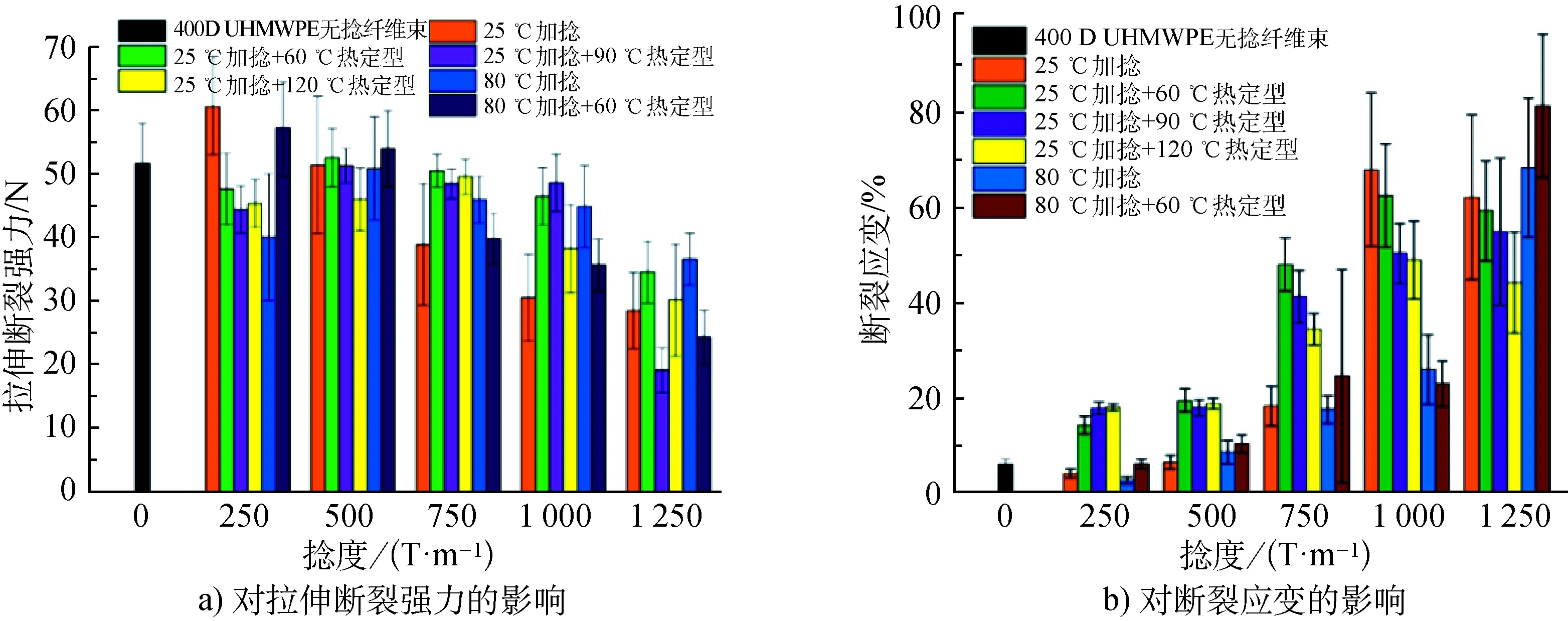
图7 加捻对UHMWPE加捻纱拉伸断裂强力和断裂应变的影响
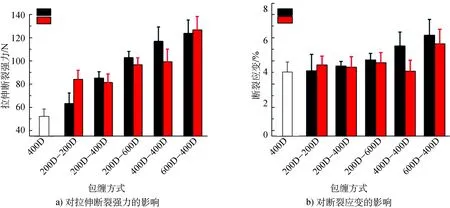
图8 不同UHMWPE纤维束的拉伸断裂强力和应变