316L不锈钢表面微织构激光加工工艺参数
2021-07-16刘宇航陈义保
刘宇航,李 岩,李 林,陈义保
(烟台大学机电汽车工程学院,山东 烟台 264005)
随着人类年龄的增长及生活、工作压力的增大,大脑内部的某些神经核团会出现功能失调的现象,进而导致一系列的精神活动或运动障碍疾病[1],如帕金森病。因药物(如左旋多巴)治疗具有较强的副作用,脑深部刺激术(Deep brain stimulation, DBS)以损伤小、疗效好、并发症少、参数可调等优点成为该类病症的最佳治疗手段[2-5]。
DBS手术中,套管电极从额中回沿脑实质穿刺至靶点区域,穿刺路径长约50 mm。穿刺过程中,套管电极圆柱侧壁表面与脑组织之间会因相对运动产生穿刺摩擦力[6]。随着穿刺深度的增加,穿刺摩擦力不断增大,不仅会引起脑组织变形、移位,还会持续地剪切、拖拽和牵拉穿刺路径上的脑组织[6],使脑组织产生疤痕、水肿、神经胶质等现象[3],从而减小了DBS的有效刺激范围。因此,为了提高手术的治疗效果,降低手术过程中对脑组织的损伤及并发症的产生,应尽可能降低穿刺摩擦力。
结合大量的研究成果,对光滑的摩擦表面进行适当的微织构化处理,将起到较好的减摩作用[7,8]。表面上的微织构不仅能降低摩擦副之间的直接接触面积,配合润滑剂还能形成微动压润滑轴承,在摩擦副之间形成隔膜,可以进一步减小摩擦副之间的有效接触面积[9];当存在润滑剂时,表面微织构具有储存润滑剂,为摩擦副之间提供“二次润滑”的功能[10]。因此,在套管电极表面进行适当的微织构化处理,或许可以起到较好的减摩效果,以提高手术效果。
套管电极为直径1.5 mm、壁厚约150 μm的316L不锈钢套管。圆柱套管表面的易加工微织构为轴向直线型沟槽。因此,在套管电极圆柱表面加工微织构的关键前提是优化316L不锈钢表面直线型沟槽的加工工艺参数。
脑细胞之间物理连接紧密,并非离散分布,为防止脑细胞进入微织构沟槽,直线型沟槽的宽度应介于脑细胞的尺寸水平(10~20 μm)[11]。因此,套管电极表面直线型沟槽的宽度标准为:尽量减小沟槽宽度,以减轻或防止脑细胞进入沟槽内部。套管电极表面直线型沟槽的深度影响脑脊液的捕捉量,为了不影响套管电极的导向功能,沟槽深度应不超过几十微米。Nd:YAG泵浦固体纳秒激光系统具有操作过程简单、工作能量可调、加工效率高的特点[12-13],可作为316L不锈钢表面直线型沟槽的微织构化工具。
激光加工工艺参数直接影响微织构的宽度、深度及表面的热损伤效应。加工微织构时,选择低激光能量范围,以减小沟槽宽度,降低材料表面的热损伤,但单次扫描后的沟槽深度将减小,从而减少沟槽对脑脊液的捕捉量。为了增大沟槽深度,需增加激光扫描次数,但材料表面的热损伤会随扫描次数的增加而加重。因此,利用正交实验法优化Nd:YAG泵浦固体纳秒激光系统对316L医用不锈钢的加工工艺参数,以达到减小沟槽宽度、增大沟槽深度及材料表面无明显热损伤的目的,指导套管电极表面直线型沟槽的有效加工。
1 实验过程
1.1 加工材料
实验的加工材料为20 mm×20 mm×5 mm的316L医用不锈钢方板,表1为316L不锈钢的材料属性[14]。进行加工前,需将316L不锈钢方板上下表面进行研磨、抛光,使表面粗糙度Ra≤500 nm,并放入无水乙醇中进行2次超声波清洗,每次10 min,清洗完成后将其置于吸纸上,在空气中自然干燥。

表1 316L不锈钢的材料力学属性
1.2 激光加工工艺参数的正交实验优化方案
在316L不锈钢方板上,使用激光束扫描方板表面,完成微织构的加工。表2为激光束的固有参数。激光系统的可调参数为以下4种:激光功率P(0~20 W)、重复频率f(0~80 kHz)、扫描速度v(0~600 mm/s)及扫描次数n(1~n)。

表2 激光束的固有参数
正交实验的因素为以上4种可调参数,指标设为微织构的宽度和深度。表3为正交实验的4种因素,4种因素均选用5个水平,以提高正交实验的准确性与可信度。
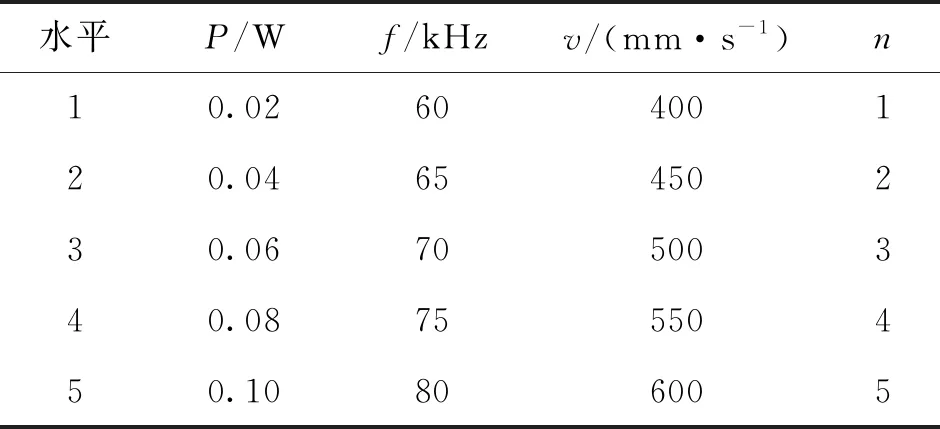
表3 正交实验的因素和水平
1.3 激光束对直线型微织构的正交实验过程
图1为微织构的激光加工平台。首先,在激光系统的工作台上摆放微位移平台,并调整微位移平台的轴线,使其与工作台的边缘对正,保证微位移平台的调整方向与激光束的扫描方向垂直。其次,将316L不锈钢方板的边缘与微位移平台的位移调整方向对正后放置在微位移平台上。在激光加工过程中,直线型沟槽的间距可通过微位移平台进行便捷调整。

图1 微织构的激光加工平台
对工件进行激光对焦,然后按照正交表的方案设计顺序依次在316L不锈钢方板上采用直线扫描的方式加工微织构。加工直线段长度设为20 mm。旋转微位移平台旋钮,使316L不锈钢方板沿垂直于激光束的扫描方向移动0.5 mm,进行下组实验方案的便捷加工。重复上述过程,以完成所有预设实验方案。
正交实验结束后,将加工完成后的316L不锈钢方板置于无水乙醇中进行超声波清洗,每次清洗10 min,共计2次。清洗完成后置于吸纸上,干燥后对直线型沟槽进行宽度、深度及表面灼烧程度的分析。
2 实验结果及分析
2.1 直线型微织构的形貌分析
正交实验中各沟槽的形貌以及表面热损伤情况均使用超景深光学显微镜进行观察测量。图2(a)—(e)依次为正交实验方案9、13、3、21和8,按扫描次数增加的顺序排列的直线型微织构的二维、三维形貌及尺寸测量曲线。
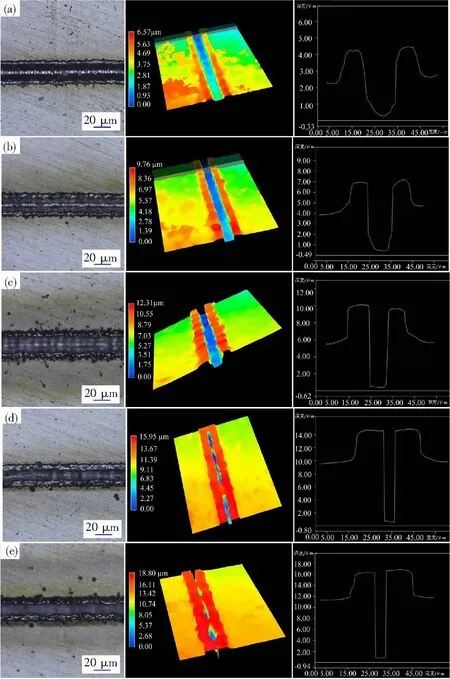
图2 超景深光学显微镜对微织构形貌及尺寸的观测结果
观察微织构全貌发现,沟槽呈火山口堆积状,且两侧边缘出现不规则的凸起,此种形态与蚊子吸血鼻器上的刚毛及具有不光滑外形的寄生虫产卵器相似[11,15]。图2可知,沟槽深度随扫描次数的增加而增大,但加剧了沟槽附近的灼烧效应。当扫描次数为1和2时,微织构表面较整洁,热影响区改性范围小、颜色浅且无明显重熔溅射现象,微织构加工质量较好。当扫描次数为3时,微织构表面凹凸不平,热影响区改性范围广、颜色深且沟槽两侧存在较多圆球状熔渣,微织构加工质量低。当扫描次数为4和5时,激光熔融物对沟槽型腔的堵塞严重,微织构化表面加工质量差。因此,扫描次数对沟槽深度及表面灼烧程度影响很大。
分析认为,激光能量随着激光脉冲数量的累加而增多,当扫描次数增加时,沟槽内累计的激光脉冲增多,激光能量累加增大,势必抛出更多待加工材料,导致沟槽深度增大。由于沟槽深度的加深,使沟槽底部材料抛出困难,且气化或液化的材料急剧冷却后会快速冷凝,从而引起了沟槽型腔堵塞的现象。
综上所述,综合考虑沟槽深度和微织构化表面加工质量,激光的最佳扫描次数为2次。
2.2 直线型微织构的宽度和深度分析
利用超景深光学显微镜测量316L不锈钢方板上沟槽的宽度和深度并记录。将基体表面到沟槽底部的高度差作为测量沟槽深度的标准,以排除沟槽凹凸不同边缘对深度的影响。计算沟槽宽度、深度的平均值和极值,并填入表4中。为更加直观分析正交实验的4种因素对沟槽宽度及深度的影响效应,根据表4中的数据,绘制图3、4中的效应曲线。
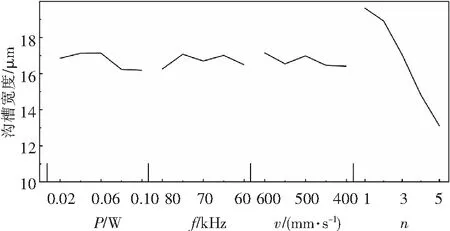
图3 沟槽宽度的效应曲线

表4 激光加工工艺参数的直观分析

表4(续)
本次实验的目的是在减小沟槽宽度的情况下,增加沟槽深度。分析表4中的各项数据,对比不同因素、不同水平下沟槽宽度的均值可以得出各因素的最优水平:P5、f1、v5、n5。因此P(0.10 W)、f(80 kHz)、v(400 mm/s)、n(5)为减小沟槽宽度的最优参数组合。分析各因素下沟槽宽度的极差,总结影响沟槽宽度的激光加工因素顺序:n>P>f>v。
套管电极的壁厚为150 μm,由表4可知,沟槽深度的最大值为7.528 μm,在沟槽深度远小于套管电极壁厚的前提下,应增大沟槽深度。对比不同因素、不同水平下沟槽深度的均值可得各因素的最优水平:P2、f2、v5、n5。因此P(0.04 W)、f(75 kHz)、v(400 mm/s)、n(5)是增大沟槽深度的最优参数组合。分析各因素下沟槽深度的极差,总结影响沟槽深度的激光加工因素顺序:n>v>f>P。
通过分析图3中各曲线可知:当激光功率增大时,沟槽宽度曲线基本呈现下降趋势;当重复频率和扫描速度增大时,沟槽宽度曲线上下波动;当扫描次数增加时,沟槽宽度呈现显著下降趋势。因此,影响沟槽宽度大小的最主要因素为激光扫描次数。
分析图4中各曲线可知:当激光功率0.04 W、重复频率75 kHz、扫描速度400 mm/s时,沟槽深度分别体现为最大值;且沟槽深度随扫描次数的增加,呈现显著增大趋势。因此,影响沟槽深度的最主要因素同样为激光扫描次数。

图4 沟槽深度的效应曲线
综上所述,激光的扫描次数为影响沟槽宽度、深度的最主要因素。忽略扫描次数时,减小沟槽宽度与增大沟槽深度的最优工艺参数组合并不相同,由于本实验的目的需优先考虑沟槽深度,故选用增大沟槽深度的最优工艺参数组合;当扫描次数过多时,会加重微织构表面的热损伤,考虑材料表面的热损伤情况,应降低激光扫描次数。表5为激光加工316L不锈钢材料的最佳工艺参数组合。

表5 激光对316L不锈钢材料的最优加工工艺参数
3 小 结
结合微织构减摩机理,本论文提出了在套管电极表面加工微织构,以降低摩擦力的思路;针对制备套管电极的材料,本文采用激光加工技术及正交实验法优化了纳秒激光对316L医用不锈钢材料的加工工艺参数。得出了如下结论:
(1) 整体上看,直线型微织构的形貌呈火山口堆积状。扫描次数对沟槽的宽度和深度影响不同,当扫描次数增加时,沟槽宽度急剧增加,而沟槽深度急剧降低,且沟槽表面热损伤加重。因此,扫描次数是影响沟槽深度、宽度及表面灼烧程度的最主要因素。
(2) 正交实验的4种因素对沟槽深度与宽度的影响具有很大的差异性。忽略扫描次数,其他3种因素对沟槽宽度及深度的影响顺序不同,为实现正交实验的目的,优先考虑增大沟槽深度的激光加工工艺参数组合。
(3) 综合考虑沟槽宽度、深度及表面损伤情况,求出了激光加工316L不锈钢材料的最佳工艺参数组合,以指导套管电极表面直线型沟槽的有效加工。