L-阿拉伯糖、增塑剂复合改性鱼皮明胶可食用膜制备工艺研究
2021-07-15张强殷丽君陈复生
张强,殷丽君,2,陈复生*
(1.河南工业大学粮油食品学院,河南 郑州 450001;2.中国农业大学食品科学与营养工程学院,北京 100083)
随着现代社会的迅猛发展,我国每年使用和废弃塑料的规模与日俱增,塑料包装膜凭借其优异的包装性能被广泛应用于食品包装,但在所有使用的塑料包装膜中,仅有9%在使用周期结束时被回收,这些聚合物在环境中的不断积聚成为全球关注的焦点[1]。 可食用膜是以人体可消化的生物大分子物质及其衍生物(蛋白质、多糖和脂类等物质)为原料,辅以可食性改良剂(如交联剂、增塑剂、生物活性物质等),利用分子间氢键及静电相互作用而形成的一种具有屏障和一定选择透过性的多孔网络结构薄膜[2]。 因此,开发环保且可食用的包装膜材料成为各国研究的重点。
以鱼皮明胶为基质生产安全可食用的薄膜材料,不仅可以解决包装本身带来的环境污染等问题,还能提高水产品下脚料的综合利用价值。 但明胶膜存在的一些显而易见的缺点已经严重阻碍了其在实际生产生活中的应用,尤其是力学性能方面,如质脆、易破裂等。 根据杨帅帅等[3]的研究结果,在不添加任何增塑剂的条件下制备的明胶膜往往具有较好的拉伸强度(tensile strength,TS)和较差的断裂伸长率(elongation at break,EAB)。 Cao 等[4]的研究同样发现,依靠改变明胶和大豆分离蛋白两种成膜基质的配比来制备的食用膜TS 有一定改善,但对延展性几乎没有什么影响。 因而,针对明胶膜的韧性进行改性研究变得十分必要。
对明胶膜进行改性是使其获得理想性能最常用的方式,其中包括:增塑剂改性、交联剂改性和共混改性等。 同时,国内外有关明胶膜的研究多集中在明胶与天然高分子复合等领域,而利用小分子糖、甘油和山梨醇对鱼皮明胶复合改性并制备可食用膜的研究还尚未见报道。因此,本文主要研究了L-阿拉伯糖、甘油和山梨醇复合改性鱼皮明胶膜的制备工艺,以期获得断裂伸长率及拉伸强度俱佳的可食用膜材料,为蛋白基可食用膜的进一步研究提供数据参考。
1 材料与方法
1.1 试验材料与仪器
鱼皮明胶(fish gelatin,FG):越南永和股份有限公司;L-阿拉伯糖(L-arabinose,Ara):山东龙力生物科技有限公司;甘油、山梨醇:天津市科密欧化学试剂有限公司;所有试剂均为分析纯。
QUINTIX224 型分析天平:德国Sartorius 公司;DZF-1 型真空干燥箱:北京市永光明医疗仪器有限公司;90-2 型恒温磁力搅拌器:上海精科实业有限公司;GM-280F型测厚仪:华清仪器仪表(深圳)有限公司;TAXT-plus型物性测定仪:英国SMS 公司。
1.2 试验方法
1.2.1 L-阿拉伯糖与鱼皮明胶可食用膜的制备
按质量比称取L-阿拉伯糖和鱼皮明胶,边搅拌边加入去离子水混匀, 缓慢滴加不同比例的增塑剂,继续搅拌30 min,随后在水浴条件下加热搅拌一定时间,得到不同蛋白浓度且完全溶解的鱼皮明胶成膜液。 然后将其置于0.09 MPa 真空干燥箱中脱气,将脱气后的成膜液倒入聚碳酸脂培养皿(90 mm)中,烘箱干燥4 h成膜,注意保持盛膜培养皿的水平。 烘干后冷却揭膜,储存在盛有饱和Mg(NO3)·6H2O 溶液的干燥器中,相对湿度(50±3)%保存48 h 后待测。
1.2.2 单因素试验
通过单因素试验,研究成膜液浓度、L-阿拉伯糖∶鱼皮明胶质量比、甘油∶山梨醇质量比、增塑剂浓度、水浴时间、水浴温度等因素对可食用膜机械性能的影响变化规律,单因素设计见表1。

表1 单因素设计Table 1 Single factor design
1.2.3 可食用膜的性能测定
1.2.3.1 厚度的测定
根据GB/T 6672—2001《塑料薄膜和薄片厚度测定机械测量法》[5],用薄膜测厚仪测定厚度,每张膜对称取9 个点(其中1 点为膜中心点),以平均值作为膜的厚度。
1.2.3.2 机械性能的测定
参照国家标准GB/T 1040.3—2006《塑料拉伸性能的测定第3 部分:薄塑和薄片的试验条件》[6],并在此基础上进行修改:试样大小为60 mm×10 mm,设定初始夹距30 mm,速度1 mm/s 参数下的物性仪测定拉伸强度(TS)和断裂伸长率(EAB),每次做6 个平行样,取平均值。 其计算公式分别如(1)和(2)。

式中:TS 为抗拉强度,MPa;F 为膜在断裂时所承受的最大拉力,N;S 为膜的横断面积,mm2。

式中:EAB 为膜样品断裂伸长率,%;L0为膜样品的长度,mm;L1为膜断裂时的长度,mm。
1.2.4 L-阿拉伯糖与鱼皮明胶可食用膜制备工艺的优化
根据正交设计原理,在单因素试验的基础上,利用L-阿拉伯糖∶鱼皮明胶质量比(A)、 增塑剂浓度(B)、水浴温度(C)、水浴时间(D)4 个单因素,确定3个水平进行L9(34)试验见表2。 采用“综合平衡法”,选取断裂伸长率为主要响应指标、 拉伸强度为次要响应指标, 探讨L-阿拉伯糖与鱼皮明胶可食用膜的最优制备工艺。

表2 L9(34)正交因子水平Table 2 L9(34)orthogonal factor level table
1.2.5 L-阿拉伯糖与鱼皮明胶可食用膜制膜工艺优化的数据处理
剔除失败膜的结果,其中每组试验至少重复3 次。试验结果采用软件SPSS 20 中Duncan′S 多重检验进行差异显著性分析,P<0.05 认为数值差异显著, 标注不同字母表示,采用Origin 2017 绘图报告结果。
2 结果与分析
2.1 单因素试验结果
2.1.1 成膜液浓度的选择
成膜液浓度的大小, 不仅影响着溶液的黏度,还制约着溶液脱气的容易程度。 当成膜液浓度较高时,薄膜厚度随之增加,制膜的成本同样上升;当成膜液浓度较低时,流动性增强,盛膜容器的水平度稍有变化,会造成薄膜厚薄不匀的现象。 因此,需要将成膜液的浓度控制在合适的范围, 成膜液浓度对Ara-FG 可食用膜成膜性的影响见表3。
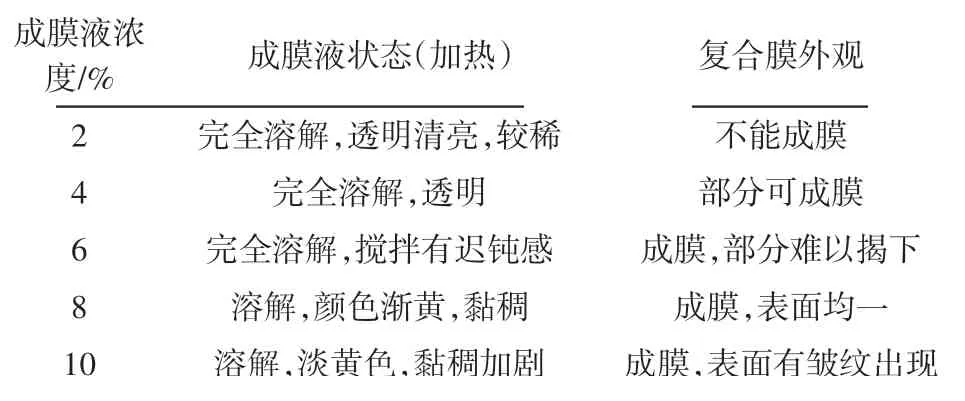
表3 成膜液浓度对Ara-FG 可食用膜成膜性的影响Table 3 Effect of film-forming solution concentration on the filmforming properties of Ara-FG edible film
由表3 可知, 所有浓度的明胶混合溶液均能够完全溶解,且无沉淀产生。 这是由于温度的升高,明胶大分子和水分子的活动性均有较大提升,此时,明胶分子链间的范德华力逐渐削弱,水分子和明胶大分子链极性基团间的相互作用有所增强,明胶分子逐渐分散到水中,从而实现完全溶解。
当成膜液浓度≤4%时无法形成薄膜, 这可能是由于蛋白浓度较低,经干燥后未能形成支撑薄膜网络的三维结构;当成膜液浓度达到6%时,单位面积明胶的含量增加,能够形成薄膜,但部分难以揭下;当成膜液浓度≥8%时,溶液黏稠程度明显增加,颜色逐渐呈现出明胶所固有的淡黄色,成膜性良好,尤其在浓度8%附近,成膜液均一,膜表面光滑;而随着成膜液浓度进一步增加,成膜液颜色加深,烘干薄膜所需要的时间随之延长,且膜表面产生褶皱,影响外观评价。 经反复试验研究,综合考虑成本以及薄膜状态,本研究选用浓度为8%成膜液开展后续试验。
2.1.2 L-阿拉伯糖与鱼皮明胶质量比对可食用膜机械性能的影响规律研究
拉伸强度和断裂伸长率是衡量包装材料力学性能主要的参考因素,良好的食品包装膜应具有一定的强度和韧性,从而起到在流通过程中对食物的保护作用[7]。 在成膜过程中,明胶线性高分子基团相互缠绕盘结,分子链在范德华力的作用下产生交联,分子流动性下降,形成支撑骨架的三维结构网络。 同时,分子量较小的阿拉伯糖穿插到明胶网络结构内部,在还原糖与蛋白同时存在的情况下,羰氨反应的发生同样增强了复合膜的机械性能。
L-阿拉伯糖与鱼皮明胶质量比对可食用膜机械性能的影响见图1。

图1 L-阿拉伯糖∶鱼皮明胶质量比对Ara-FG 可食用膜机械性能的影响Fig.1 Effect of L-arabinose-fish gelatin mass ratio on mechanical properties of Ara-FG edible film
由图1 可以看出,Ara ∶FG 质量比(0 ∶10)的TS 为(13.11±0.86)MPa,这与CAO 等[4]研究的结果一致。 随着Ara ∶FG 中L-阿拉伯糖占比的增加,TS 呈现出先增加后降低的趋势。这可能是由于L-阿拉伯糖与鱼皮明胶间存在着一定的作用位点,L-阿拉伯糖加入后在氢键、共价键等作用下迅速发生交联反应,使得膜结构更加紧密, 并且在质量比为1 ∶9 时,TS 达到最大值(23.53±2.71)MPa。 但随着L-阿拉伯糖进一步增加,鱼皮明胶膜的TS 反而降低, 推测可能是两者间仅存在有限的作用位点, 当L-阿拉伯糖超过一定限度后,过量的L-阿拉伯糖分子从明胶结构网络中游离出来,从而导致TS 的下降。 添加L-阿拉伯糖后, 可食用膜EAB 在L-阿拉伯糖∶鱼皮明胶质量比在1 ∶9 时达到最小值,这同样归因于致密的网络结构降低了明胶膜的延展性能,而继续升高L-阿拉伯糖比例后,可食用膜的EAB 值并没有维持在较低水平, 反而显著升高(P<0.05),这可能是由于分子量较小的阿拉伯糖,能够竞争性地与明胶分子结合, 削弱明胶的刚性结构,从而增加了可食用膜的柔韧性。
在本试验中,较高比例L-阿拉伯糖制备的可食用膜不仅难以揭下,而且容易发生粘连,不利于性能测试和后期储藏。 综上,本研究的预期是改善Ara-FG 可食用膜作为包装材料的机械性能, 同时兼顾成本,最终选定Ara-FG 质量比为0 ∶10、1 ∶9、2 ∶8 进行正交设计试验。
2.1.3 甘油与山梨醇质量比对可食用膜机械性能的影响规律研究
增塑剂是一类小分子量物质, 将其添加到蛋白、多糖等薄膜基质中,可以迅速到达物质内部,削弱大分子分子内或分子间的作用力,增大了体系的自由体积和分子链的流动性,从而改善薄膜的柔韧性。 支雅雯等[8]研究表明,混合增塑剂的增塑效果要明显优于单一增塑剂。 甘油与山梨醇质量比对Ara-FG 可食用膜机械性能的影响见图2。

图2 甘油与山梨醇质量比对Ara-FG 可食用膜机械性能的影响Fig.2 The effect of plasticizer mass ratio on the mechanical properties of Ara-FG edible film
由图2 可以得出,Ara-FG 可食用膜的TS 随山梨醇比例的升高而逐渐增大,EAB 随着山梨醇浓度的增加而降低。 增塑剂对可食用膜的影响之所以表现出较大的不同,这可能是因为增塑剂中的极性羟基基团与成膜基质之间形成了新的氢键,从而部分取代膜中大分子物质之间的相互作用。 此外,增塑剂分子的大小、结构、羟基的数量及其与成膜基质的相容性同样能影响增塑剂与原料分子之间的相互作用。 相同质量下,甘油拥有比山梨醇更多的羟基,而山梨醇的相对分子质量更大,可以很好地起到填充网络结构的作用[9]。 将甘油与山梨糖醇以一定比例搭配,既可以获得拉伸强度较好的薄膜,又能达到提升其延展性的目的,制备出性能更符合实际需求的膜材料。
通过上述分析,在甘油-山梨醇质量比为2 ∶1 的条件下,Ara-FG 可食用膜的拉伸强度为(17.58±1.44)MPa,断裂伸长率为(101.08±12.74)%,薄膜机械性能较为理想,选定作为后续试验甘油与山梨醇的质量比。
2.1.4 增塑剂浓度对可食用膜机械性能的影响规律研究
未经增塑剂改性的多糖膜或蛋白膜韧性往往较差,易破裂,添加一定量的增塑剂是改善薄膜性能最常用的方法。 一般来说,增加增塑剂的浓度往往会导致TS 的降低和EAB 的升高[10]。 图3 表示增塑剂浓度对Ara-FG 可食用膜机械性能的影响。

图3 增塑剂浓度对Ara-FG 可食用膜机械性能的影响Fig.3 The effect of plasticizer concentration on the mechanical properties of Ara-FG edible film
当增塑剂添加量为10%时, 可食用膜TS 最大值为(14.68±0.51)MPa, 随着增塑剂浓度继续上升至50%时,可食用膜的TS 降至(6.95±0.30)MPa,比仅添加10%时下降了47.34%。 这是由于甘油、山梨醇的加入,改变了原有大分子链的排列和堆积结构,降低了大分子聚合物的力量,增大了膜结构中分子的自由空间,结晶度下降,分子的有序性也受到影响,分子之间的相互作用减弱,从而使得薄膜宏观抗拉强度下降[11]。相反,EAB 随着增塑剂浓度的增加而迅速升高, 并且在增塑剂浓度为50%时, 断裂延伸率达到最大值(146.60±12.80)%,比仅添加10%时提高了约2.3倍。 这是由于当加入的增塑剂的量比较少时,与明胶大分子形成的氢键也比较少,只能改变明胶骨架中的一部分分子刚性, 对Ara-FG 可食用膜整体刚性的改善贡献较小;随着增塑剂浓度的增加,明胶刚性骨架被改善的程度也逐渐变大,因而膜质地也变得越来越软。
当增塑剂的浓度超过一定范围后, 由于甘油、山梨醇小分子增塑剂具有强烈的吸湿性,会从空气中吸收部分水蒸气,导致薄膜变黏,不便于保存和使用。 因此,只有适度添加增塑剂,控制对水分子的亲和力才能在成膜过程中起到了很好的增塑效果,并使膜的机械性能维持在一个较为理想的水平。 最终,选定增塑剂添加量为10%、20%、30%进行正交设计试验。
2.1.5 水浴温度对可食用膜机械性能的影响规律研究
水浴温度对Ara-FG 可食用膜机械性能的影响规律如图4 所示。
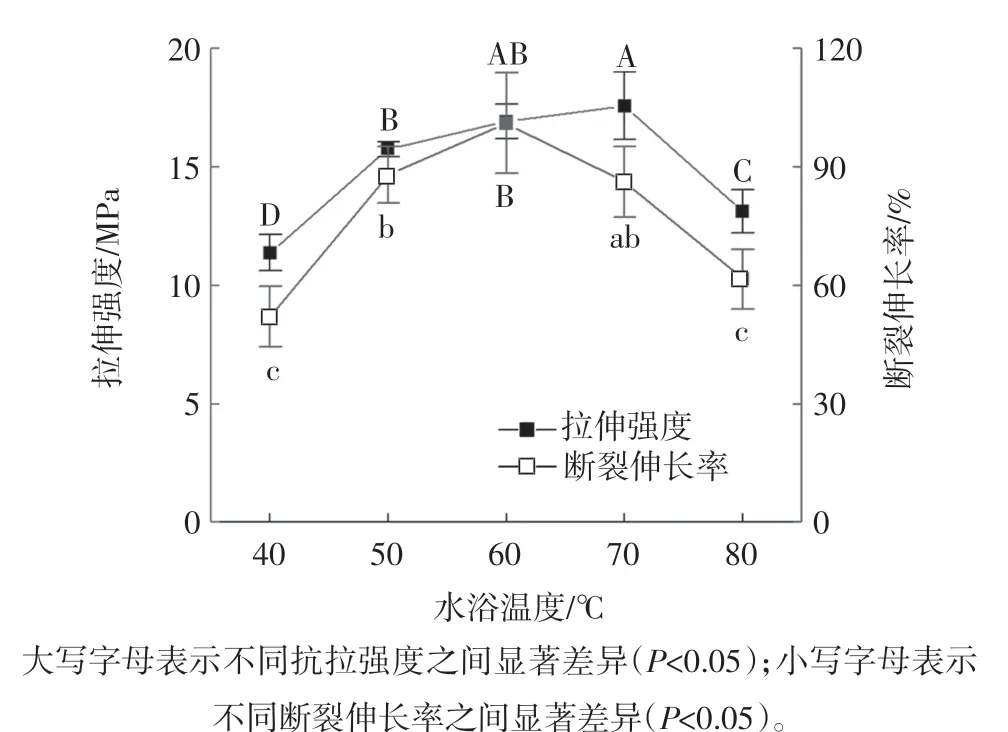
图4 水浴温度对Ara-FG 可食用膜机械性能的影响Fig.4 Effect of water bath temperature on mechanical properties of Ara-FG edible film
由图4 可知,随着水浴温度的升高,可食用膜TS呈现先增大后减小的趋势,当成膜液的热处理温度从40 ℃加热至70 ℃,TS 从(11.38±0.76)MPa 逐渐增加至(17.58±1.44)MPa。 这是由于明胶中含有大量的氨基、羧基等极性基团,它们对水的亲和力大于自身的亲和力[12],在较低的水浴温度下,明胶分子运动不活跃,分子链上仍旧吸附大量水分子, 内部基团未被充分打开;当环境温度逐渐升高后,明胶与阿拉伯糖相互作用加剧,同时蛋白质二、三级结构发生变化,还可能伴随有二硫键的位移,最终导致形成的膜结构更加致密,干燥后薄膜TS 增加;但是,继续升高温度后,TS 下降到(13.13±0.92)MPa,这可能是由于加热温度超过了明胶与阿拉伯糖交联产物的热变形温度所导致的[13]。 可食用膜的EAB 的变化趋势与TS 类似, 在热处理温度为60 ℃时,膜的EAB 可以达到最大值(101.08±12.7)%;随着热处理温度继续增加,EAB 值有所减小, 推测这可能是由于交联作用, 增大了Ara-FG 可食用膜的致密程度,导致EAB 值的下降;当温度上升至80 ℃时,EAB 值下降到(61.53±0.76)%,同样是由于加热温度过高导致交联物质变性。
综上,当水浴温度过高或过低时,制备的薄膜不仅TS 低,而且EAB 差,最终选定成膜液水浴处理温度为50、60、70 ℃进行正交设计试验。
2.1.6 水浴时间对可食用膜成膜性能的影响规律研究
水浴时间对可食用膜机械性能的影响如图5 所示。
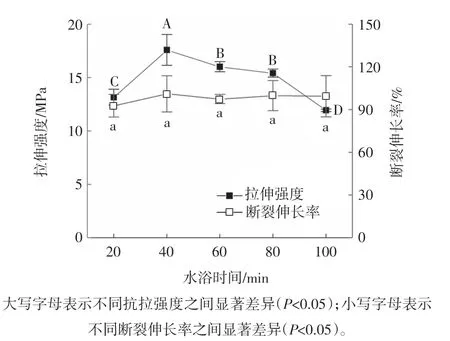
图5 水浴时间对Ara-FG 可食用膜机械性能的影响Fig.5 The effect of water bath time on the mechanical properties of Ara-FG edible film
由图5 可以看出,Ara-FG 可食用膜的TS 随着成膜液水浴时间的增加先显著增加后逐渐减小,并在水浴时间为40 min 时达到最大值,这可能是由于阿拉伯糖与明胶在适宜的温度下短时间搅拌可以暴露出更多的作用位点,分子间的交联使得TS 增加;当时间高于40 min 后,膜的TS 变化不大,说明明胶已经与阿拉伯糖充分结合;更长时间搅拌打断了部分已形成的交联结构是导致TS 降低的原因。 而EAB 整体保持在一个较高水平,随搅拌时间的延长总体趋势变化不大。
最终,当成膜液水浴处理时间为40、60、80 min 时进行正交试验设计, 可以使可食用膜的TS 和EAB 能够得到同时兼顾。
2.2 正交试验结果
正交试验结果见表4。
由表4 可知,以TS 为响应指标,得到最优组合为A2B1C1D1,因素影响的主次为:B>D>A>C;以EAB 为响应指标, 得到最优组合为A3B3C1D1, 因素影响的主次为:A>B>C>D。 为了进一步验证直观分析结果的可信度, 对Ara-FG 可食用膜的TS 和EAB 正交结果进行方差分析见表5。

表4 L9(34)正交试验结果Table 4 L9(34)orthogonal test results

表5 方差分析表Table 5 ANOVA table
F 值结果分析,得到影响因素的主次顺序与直观分析基本一致,影响因素A、B、C、D 均达到极显著水平。
考虑到薄膜的综合性能,以断裂伸长率为主要指标,同时兼顾拉伸强度,采用“综合平衡法”,计算公式如下。
式中:设第i 组样品抗拉强度为Xi,断裂伸长率为Yi,m 组试验中抗拉强度最大值为Xm, 断裂伸长率最大值为Ym,则第i 组试验综合评分结果Ci。 根据公式得出本试验的最优工艺条件和最优配方为A3B2C2D1,即L-阿拉伯糖与鱼皮明胶质量比为2 ∶8,增塑剂浓度为20%,水浴温度60 ℃,水浴时间40 min。
由于最佳工艺参数的选取没有在正交试验中出现过,因此设计了验证性试验来确定最佳工艺参数的选取,以TS 为响应指标,最优组合为A2B1C1D1的EAB仅为(4.15±0.95)%,以EAB 为响应指标,最优组合为A3B3C1D1的TS 仅为(12.46±1.84)MPa。 验证性试验结果表明,在选取的最佳工艺条件下,拉伸强度和断裂伸长率的平均值分别为(17.46±2.59)MPa,(116.95±13.05)%。 明显优于单一评价指标的结果,因而具有一定研究价值。
3 结论
L-阿拉伯糖与鱼皮明胶质量比、 增塑剂浓度、水浴温度、水浴时间对可食用膜拉伸强度和断裂伸长率均有显著性影响。 对可食用膜拉伸强度影响程度依次为增塑剂浓度>水浴时间>L-阿拉伯糖与鱼皮明胶质量比>水浴时间。 对可食用膜断裂伸长率的影响程度依次为L-阿拉伯糖与鱼皮明胶质量比>增塑剂浓度>水浴温度>水浴时间。
该可食用膜的最佳制备工艺为:成膜液浓度8%,L-阿拉伯糖与鱼皮明胶质量比2 ∶8,增塑剂(甘油∶山梨醇)质量比2 ∶1,增塑剂浓度20%,水浴处理温度60 ℃,水浴处理时间40 min,在此条件下通过验证性试验, 得到Ara-FG 可食用膜的拉伸强度和断裂伸长率分别可达到(17.46±2.59)MPa,(116.95±13.05)%。 该条件下制备的可食用膜的机械性能能够满足食品内包装的强度要求。