真丝倍捻动态监测及质量控制方法研究
2021-07-09盛俏俏蒋晶晶林平田伟张红霞祝成炎
盛俏俏 蒋晶晶 林平 田伟 张红霞 祝成炎
摘要: 针对真丝倍捻生产中捻度不匀率控制及设备管理问题,文章提出了一种基于控制图技术的倍捻动态监测及质量控制方法。根据实际倍捻生产设计了锭速均值与锭速变异系数两个监控指标,并对指标进行了变异源、独立性及正态性分析,确定采用I-MR-R三向控制图对指标进行监控。结果表明:控制图可直观、有效地反映设备锭子转速和锭子间锭速不匀率的情况;可从短期和长期两个时间维度,监控预报机台锭速不匀率的小范围变化,监控捻度不匀变异情况;根据指标波动反映出的漂移量和漂移趋势,可为设备维修保养策略制定提供依据。I-MR-R三向控制图可以监控倍捻生产。
关键词: 倍捻;锭速不匀;捻度不匀;I-MR-R控制图;质量控制;漂移量;漂移趋势
中图分类号: TS142.222.522
文献标志码: A
文章编号: 1001-7003(2021)05-0034-07
引用页码: 051106
DOI: 10.3969/j.issn.1001-7003.2021.05.006(篇序)
Abstract: To address the problem of uneven control of twist and equipment management problems in double twist production of silk, a method for dynamic monitoring of double twist and quality control was proposed based on control chart technology. According to the actual production of double twist, two monitoring indexes of spindle speed mean value and spindle speed variation coefficient were designed. The analysis of the variation source, independence and normality data of the indexes was performed. It was determined to monitor indexes using I-MR-R three-direction control chart. The results showed that the control chart can directly and effectively reflect the rotating speed of spindle and the unevenness of spindle speed between spindles. From two time dimensions, short-term and long-term monitoring of the small-range change of the spindle speed unevenness and twist unevenness variation could be implemented. The drift distance and drift trend reflected by the fluctuation of index data can provide a basis for formulating equipment maintenance strategy. I-MR-R three-way control chart is feasible for monitoring the production of double twist of silk.
Key words: double twist; uneven spindle speed; twist irregularity; I-MR-R control chart; quality control; drift distance; drift trend
倍捻是真丝织物产品生产中的重要工序,捻度不匀率是倍捻工序中需要控制的关键质量指标。在实际生产中,不同锭子加捻会因锭速差异导致丝线间捻度不匀;在同一筒丝的不同区段会因单锭锭速波动导致丝线内捻度不匀[1-2]。捻度会影响丝束间的紧密程度,进而影响丝束吸收染料的速率和能力,捻度差异过大容易引起染色差异,影响真丝织物染色质量,对多股丝线的影响作用更为明显[3]。另外捻度差异大的丝线混织时,会因捻度不同造成定型回复差异而产生织物表面的不匀[4]。传统的捻度及其不匀率控制通常采用事后抽樣检验的质量管理方法,存在质量控制滞后的弊端。近年来,自动化技术及信息技术在倍捻工艺中逐渐得到应用[5],为倍捻工序的在线质量控制创造了条件。当前已有公司利用传感器技术实现了锭子转速的在线动态检测[6],这为动态监控捻度不匀率方法的提出建立了现实支撑。
为更全面、及时、可视化地监控倍捻生产中捻度不匀情况,以及设备运行状况,并提高生产的管理效率和质量,本文提出利用控制图技术对倍捻工序进行监控。本文以达利丝绸(浙江)有限公司(以下简称达利丝绸)真丝倍捻车间为对象,设计相关监控指标,并通过对监控指标具体样本数据的分析,建立适用于倍捻生产的控制图,在后续生产中能利用控制图达到判断倍捻生产状况的目的。
1 倍捻动态监控系统
1.1 倍捻动态监控实现路径
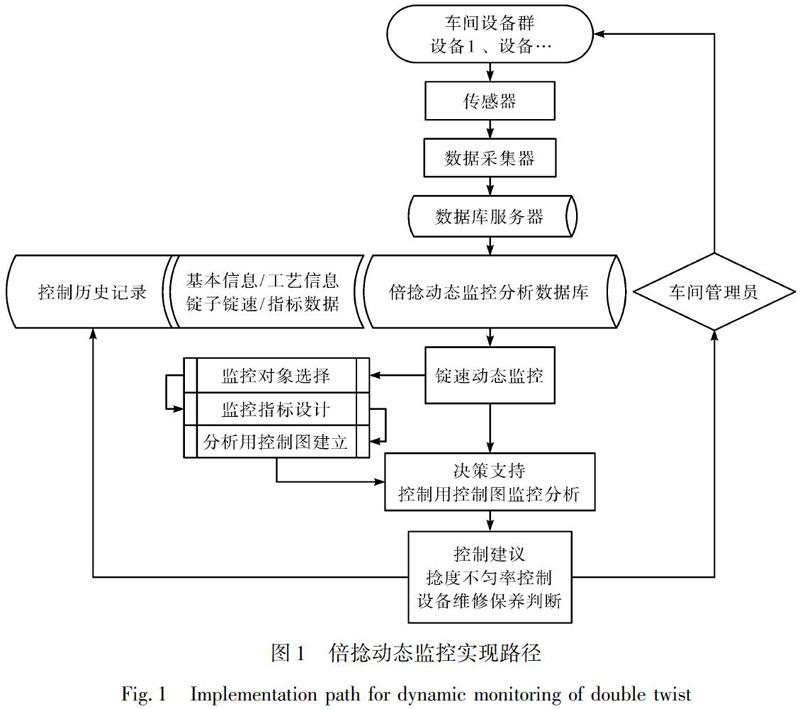
倍捻动态监控实现路径如图1所示。
倍捻动态监控的实现主要分两步:倍捻数据信息采集与倍捻动态监控及分析。
1.2 倍捻生产数据信息采集
倍捻设备数据信息先经传感器检测,再由控制器对传感器值完成读取、处理和储存,然后将处理后的数据通过总线上传到总数据采集器中,最后通过路由器与服务器互联实现数据的传输,最终在服务器端完成信息的储存显示[7]。
数据库服务器中包含诸多的生产信息要素,如机台号、时间、班次等基本信息,设计锭速、设计捻度、旦数等工艺信息,锭号、锭子状态、单锭锭速等运行信息,以及产量效率、功率能耗、环境温湿度等其他重要信息。
1.3 倍捻动态监控分析数据库
1.3.1 监控对象选择与指标设计
为更好地对加捻质量进行动态监控,从数据库服务器中选择锭速及相关重要信息建立倍捻动态监控数据库。其中主要包含两类数据:一类是直接获取的数据,如机台号、锭号、锭子转速等;另一类是计算得到的数据,针对监控对象计算的各类监控指标。实际生产过程中,选择合适的监控对象及控制指标是实现生产质量控制的关键。
1)监控对象。捻度是倍捻加工的质量特性值,但在生产中很难直接对捻度进行监控,此时可对影响质量特性的主要因素进行监控。倍捻捻度的计算公式如下:
式中:T为捻度,T/m;n为锭速,r/min;v为线速度,m/min。
锭速是倍捻加工过程中影响捻度变化的重要因素,因此需将监控丝线加捻质量特性值转化成监控锭子转速。根据生产实际,达利丝绸采用的XB-318型倍捻设备(浙江泰坦股份有限公司)为双面双层,锭数为256锭/台,上下层独立控制。为保证监控对象数量合适,全面反映锭子间的情况,确定以机台一层(机层)128个锭子的锭速tier为单位作为本次过程控制的监控对象。
2)监控指标。为表现机层总体锭速相对设计锭速的准确性及机台锭子间锭速不匀情况,确定锭速均值Ntier及锭速变异系数CVtier(下文简称锭速Ntier和锭速CVtier)两个监控指标。锭速Ntier(r/min)及锭速CVtier(%)计算公式如下:
式中:ni为单锭锭速;m为机层锭子数;S为标准差。
锭速Ntier表示机层锭子锭速的集中趋势,其波动情况可表现机层总体锭子转速的变化及其趋势;锭速CVtier表示机层128锭锭子锭速的离中趋势,表现锭子间的锭速不匀率,其波动情况可表现锭速不匀率的变异情况。丝线间捻不匀与锭速不匀是包含但不完全关系,锭速CVtier可以表征锭速不匀造成的纱线间捻度不匀情况,但无法判断线速度不匀引起的捻度不匀。
1.3.2 样本数据获取及数据预处理
根据控制图对样本数据的要求[8-9],确定样本数据获取采用系统抽样法,子组样本采用连续抽样:每天6组数据,每组数据时间间隔10 min,收集25批次。样本数据用集合表示如下:M表示收集的总体数据集,M={P1,P2,……,Px},根据控制图样本量要求,x为25及以上数值;Pi表示每天收集的数据总和,Pi={Q1,Q2,……,Qy},此次研究y值为6;Qi表示机层某时刻锭子转速的集合,Qi={n1,n2,……,n128}。其中集合M、P、Q的关系为QPM。对Qi总集计算锭速Ntier及锭速CVtier得到监控数据集,分别记为样本集合N和C。
以达利丝绸倍捻车间1号机台下层加捻2股21旦厂丝,捻度要求2 600 T/m,工艺参数设定锭速8 200 r/min;线速度6.3 m/min生产数据为例,采集样本数据集合M。分析具体锭速数据集发现:集合Qi包含两个部分,Qi={QOBSi,QMISi}[10],其中QOBSi是锭子锭速非零集,QMISi是由断纱引起的锭速缺失集。无视缺失集QMISi直接计算监控指标,会影响统计值的可靠性,影响最终结果的判断。现基于倍捻生产中锭子运行速度在多数情况下波动较小的特性,对缺失值采用填补法,用临近时刻的锭速填补。为避免组中缺失值数量对结
果产生太大的影响,将每组数据缺失比重控制在8%以下,也即机层128锭锭子断头少于10锭,当机层断头数占比超过8%时,该组数据不参与统计分析计算。数据预处理后,用式(2)~(4)计算得到分析样本集合N和C。
2 样本数据分析及分析用控制图建立
2.1 数据假设检验
根据参数统计属性,控制图主要可分为计量型控制图和计数型控制图两类。根据样本集合N和C中的数据属性,确定控制图类型为计量型控制图。为选择更合理、控制效果更好的控制图,需要进一步确定样本数据特征及分布情况,分析集合N和C中样本数据的变异来源、数据独立性,以及正态分布情况。
2.1.1 变异源分析
变异源分析是指通过对过程收集到的数据进行分析,得出变异来源的结论[11]。变异的来源主要可以分为两个方面:随机误差和组间差,其中组间差主要考虑原料、环境及时间因素形成的变异。多变异图可以判断數据中的波动是否全部来自随机波动,对样本数据作监控指标对于批次的多变异图,如图2、图3所示。
各批次内6组间的差异为组内差,批次间的差异为组间差。从图2可以看出,锭速Ntier指标组内差小,组间差大。从图3可以看出,锭速CVtier指标组内差与组间差相差不大。组内抽样时间间隔短,因此组内差异主要由随机误差造成。组间抽样时间间隔长,因此组间波动经常考虑环境、设备、人员操作及原料等之间的差异,可以归为批次不同引起的差异。
为进一步确定随机误差产生的变异在总变异中的占比,本文对两监控指标的变异源进行定量分析,确定随机误差与批次的方差分量,结果见表1。
一般只有当随机误差的方差分量占比达到90%以上时,才认为随机误差为唯一变异源[12]。从表1可以看出,锭速Ntier和锭速CVtier的随机误差占比分别为5.2%和80.3%。因此,锭速Ntier及锭速CVtier两个监控指标都无法认为随机误差是唯一的变异源。此外还可以得到结论:锭速Ntier指标
波动主要受非随机误差因素影响,而锭速CVtier指标波动受随机误差影响大,但也存在其他影响因素。
2.1.2 独立性及正态性分析
正确判断样本数据的独立性及分布情况是选择合适控制图的前提。本文对两个监控指标的子组均值进行独立性及正态性检验,独立性检验采用游程检验方法[13],结果见图4和图5;正态性检验采用Anderson-Darling(AD)检验方法[14],结果见图6和图7。
数据独立性判断看P值,当P<0.05时,认定拒绝数据相互独立的假设。图4和图5中P≥0.05,因此认为锭速Ntier及锭速CVtier样本数据是相互独立的。
数据正态性判断看P值,判断条件与独立性判断条件一致。图6和图7中P>0.05,因此认为样本子组均值服从正态分布。
2.2 控制图确定
传统休哈特控制图理论是以μ±3σ为控制限将随机因素和其他因素区分开。而倍捻样本数据分析结果显示除随机因素以外,还存在其他因素一起对监控指标波动产生影响,且在锭速Ntier指标中其他因素的影响作用比随机因素大,然而在实际中这种数据的波动又是可被生产容许的。控制图控制
生产的实质是监控生产过程是否稳定,虽然对于倍捻两个监控指标而言随机误差不是唯一变异源,组间差比组内差大,各组均值之间有较大波动的情况,但这种波动状态若能保持稳定,也可认为生产处于稳定正常状态,可用控制图对其进行控制,只是在控制线的估计方法上要根据样本数据特征进行确定。
倍捻两个监控指标因变异源不唯一且组间差比组内差大得多,无法使用传统Xbar-R控制图中用组内极差估计总体标准差获得的控制线[15]。不然会导致计算的控制线偏小,大部分点会落在控制线外,以致结果显示生产过程不受控。采用组间差对总体标准差进行估计相对比较合理,I-MR控制图总体的标准差是采用组间的移动极差进行估计的。又为满足组内和组间同时监控的目的,本文在I-MR控制图基础上增加子组内样本极差R或标准差S的控制图用于监控组内变异情况。本文子组样本数为6(少于8),组内监控采用R控制图,因此最终确定采用I-MR-R(组间/组内)三向控制图监控倍捻的两个监控指标。
2.3 I-MR-R三向控制图的建立与分析
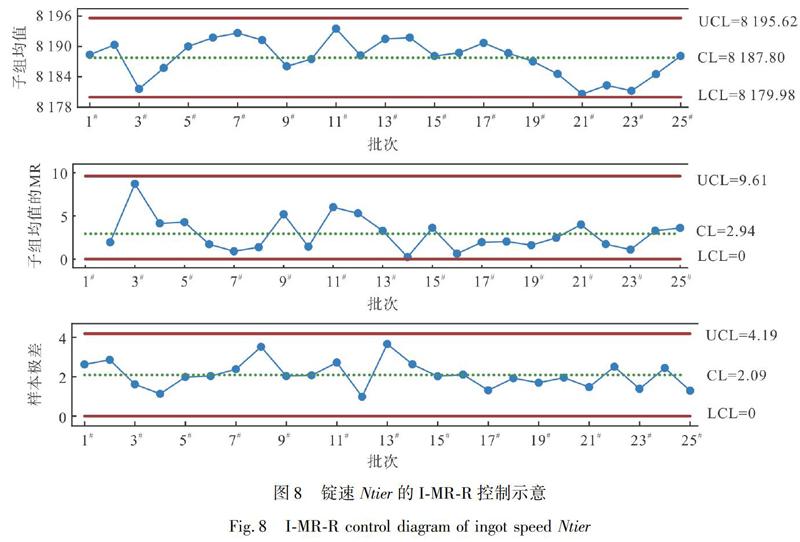
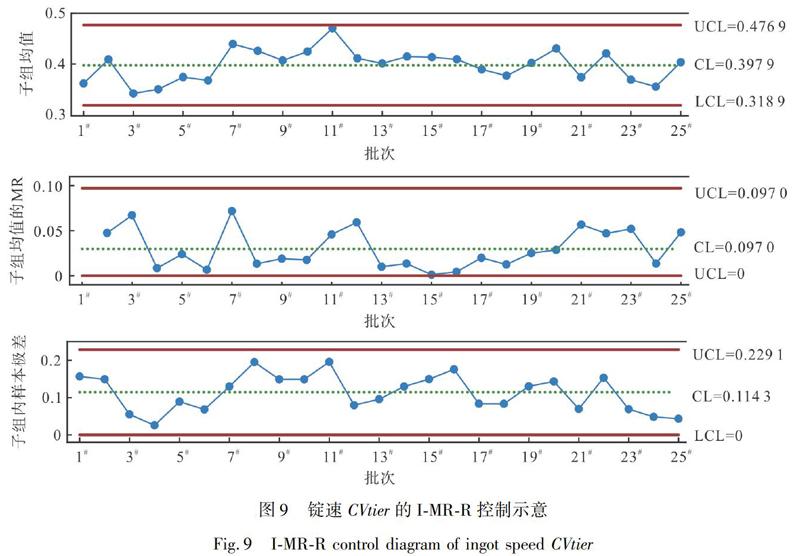
I-MR-R(组间/组内)控制图中主要包含三张控制图:子组均值单值控制图、子组均值移动极差控制图、子组样本极差控制图。其中前两张控制图用于监控组间变异情况,最后一张控制图用于监控组内的变异情况。图8、图9分别为锭速Ntier和锭速CVtier两个监控指标的I-MR-R控制图。
图8和图9中,UCL和LCL分别表示控制上下线;子组均值控制图中的数据点表示一批次中6组数据的均值;子组均值MR控制图中的一个数据点表示相邻两批子组均值差的绝对值;样本极差控制图中的数据点表示一批次内6组数据间的极差。子组均值及子组均值移动极差控制图表现组间情况,也即表现长时间(不同批次)的变化情况;样本极差控制图表现组内情况,也即表现短时间的变化情况。
观察图8和图9可知:
1)图8中的样本极差控制图显示25批次的数据点均落在控制线4.19之内,表明机层在短时间内锭子运行速度稳定,波动差在4 r/min以内。图8中的子组均值及子组均值移动极差控制图显示子组均值数据点均落在[8 179.98,8 195.62]内,且前后批差异量小于9.61,表明批次之间锭速Ntier存在差异,差异量大于短时间内的波动差,但都处于8 180~8 196 r/min,前后批次的机层锭速漂移量10 r/min。锭速Ntier小于设定值8 200 r/min,说明机层多数锭子转速小于设定值。
2)图9中样本极差控制图显示25批次的数据点均落在控制限0.229 1%以内,表明同一批次内机层锭子间转速不匀率差异小。图9中的子组均值及移动极差控制图显示锭速不匀率小于0.476 9%,批次间存在的差异值小于0.097%,表明锭子间锭速差异造成的丝线间捻不匀率在0.48%以内,且差异变化稳定。
从图8和图9控制图中数据点均落在控制限内可判断该倍捻设备当前处于统计受控状态,因此可将分析用控制图转化成控制用控制图,在随后的生产中可随时对检测到的机层锭子转速进行计算,添加到控制图中进行分析,确认倍捻生产是否维持统计受控状态。当数据点落在控制限内时,表明倍捻生产稳定;当数据点落入控制限外时,表明倍捻生产脱离稳定状态,可能发生异常,及时报警提醒管理人员关注调整,达到倍捻生产的控制和设备管理的目的。
锭速Ntier控制图和锭速CVtier控制图可分别观察机层锭子转速及其漂移量,机层锭子间的锭速不匀率及其变化量,并能利用控制线判断是否发生异常,从机层锭子转速及锭子间不匀率两方面实现对倍捻生产稳定的判断。另外,依据锭速的漂移量和漂移趋势,还可分析判断机台运行状态,如当机层润滑效果变差时,锭子锭速会因阻力增大而呈下降趋势;反过来当控制图锭速Ntier呈下降趋势且临近边界时,可及早提出预警对设备进行润滑方面的维修保养。
3 结 论
本文提出利用控制图技术对倍捻生产进行监控,确定了机层锭速均值和机层锭速变异系数两个监控指标,并围绕达利丝绸倍捻设备收集的样本进行了数据分析,最后基于数据分析结果对控制图进行了优选,得到以下结论:
1)通过对锭速均值与锭速变异系数两个监控指标样本数据的独立性检验、正态性检验及变异源分析,得到样本数据相互独立且符合正态分布,但随机误差不是唯一变异源,且锭速均值指标波动受非随机误差因素影响大。
2)采用I-MR-R三向控制图对两个监控指标进行监控,能同时实现短期和长期的稳定性判断,监控全面且相对合理,具备可行性。
3)控制图可反映倍捻设备锭子转速情况及机台内的锭速不匀率,依据数据的波动可得到锭速的漂移量和漂移趋势,科学地为设备制定维修保养策略。
该方法能通过锭速不勻率分析预报捻度不匀率的小范围变化,监控捻度不匀变异情况,当生产处于不受控时及时报警,提示生产管理人员采取措施,这对丝线倍捻质量控制及设备管理都具有重要的现实意义。另一方面,提高了纺织数字化过程中数据资源的利用率,对纺织智能化进程具有一定的推动作用。
参考文献:
[1]李国锋, 李惠军, 李国利, 等. 降低HY751型倍捻机捻度不匀率的技术措施[J]. 棉纺织技术, 2011, 39(6): 45-47.
LI Guofeng, LI Huijun, LI Guoli, et al. Technology measures of reducing HY751 double twister twist unevenness[J]. Cotton Textile Technology, 2011, 39(6): 45-47.
[2]计万平, 梅剑香, 蔡文华, 等. 浅谈细纱锭子运行状态对纱线捻度不匀的影响[J]. 纺织器材, 2018, 45(1): 51-56.
JI Wanping, MEI Jianxiang, CAI Wenhua, et al. The influence of spindle running state on irregularity of yarn twist[J]. Textile Accessories, 2018, 45(1): 51-56.
[3]王曦, 陈守辉, 郑天勇. 色纺纱生产工艺中色差问题研究[J]. 针织工业, 2020(8): 24-27.
WANG Xi, CHEN Shouhui, ZHENG Tianyong. Color difference of colored spun yarn caused by processing technologies[J]. Knitting Industries, 2020(8): 24-27.
[4]刘娜, 徐伯俊, 刘新金. 几种常见针织物横档的成因分析[J]. 上海纺织科技, 2014, 42(3): 20-22.
LIU Na, XU Bojun, LIU Xinjin. The causes of several common knitted fabric barres[J]. Shanghai Textile Science & Technology, 2014, 42(3): 20-22.
[5]周鑫, 蔡志端, 馬陈燕, 等. 倍捻设备群生产过程信息化管理[J]. 现代信息科技, 2019, 3(12): 145-147.
ZHOU Xin, CAI Zhiduan, MA Chenyan, et al. Information management of double twisting equipment group production process[J]. 2019, 3(12): 145-147.
[6]陈炜. 真丝智能车间建设[J]. 纺织机械, 2018(6): 63.
CHEN Wei. Silk intelligent workshop construction[J]. Textile Machinery, 2018(6): 63.
[7]梅顺齐, 胡贵攀, 王建伟, 等. 纺织智能制造及其装备若干关键技术的探讨[J]. 纺织学报, 2017, 38(10): 166-171.
MEI Shunqi, HU Guipan, WANG Jianwei, et al. Analysis of some key technology basis for intelligent textile manufacturing and its equipment[J]. Journal of Textile Research, 2017, 38(10): 166-171.
[8]李静, 肖欣欣, 郭先进. 基于控制图法的饮用水中镉含量测量不确定度评定[J]. 食品与机械, 2020, 36(9): 87-90.
LI Jing, XIAO Xinxin, GUO Xianjin. Evaluation of uncertainty in chemical analysis laboratory using control chart[J]. Food & Machinery, 2020, 36(9): 87-90.
[9]暴海霞, 韦恩泽, 厉龙. 质量控制图在甲醛检测校准曲线建立中的应用[J]. 化学世界, 2020, 61(8): 574-579.
BAO Haixia, WEI Enze, LI Long. The application of quality control chart in the establishment process of calibration curve of formaldehyde detection[J]. Chemical World, 2020, 61(8): 574-579.
[10]刘莎, 杨有龙. 基于灰色关联分析的类中心缺失值填补方法[J]. 四川大学学报(自然科学版), 2020, 57(5): 871-878.
LIU Sha, YANG Youlong. Imputing missing value by class center based on grey relational analysis[J]. Journal of Sichuan University(Natural Science Edition), 2020, 57(5): 871-878.
[11]张鼎周, 包雷. 基于EWMA控制图的多变异源统计过程控制方法[J]. 电子质量, 2017(8): 1-4.
ZHANG Dingzhou, BAO Lei. Multiple sources of variation statistical process control method based on the exponentially weighted moving average control charts[J]. Electronics Quality, 2017(8): 1-4.
[12]马逢时, 周暐, 刘传冰. 六西格玛管理统计指南[M]. 北京: 中国人民大学出版社, 2018: 469.
MA Fengshi, ZHOU Wei, LIU Chuanbing. Six Sigma Management Statistical Guide[M]. Beijing: China Renmin University Press, 2018: 469.
[13]于立. 小样本情况下的游程检验[J]. 统计教育, 2008(2): 9-10.
YU Li. Run test in small sample case[J]. Statistical Education, 2008(2): 9-10.
[14]杨斌. 正态性检验的几种方法比较[J]. 统计与决策, 2015(14): 72-74.
YANG Bin. Comparison of several methods of normality test[J]. Statistics & Decision, 2015(14): 72-74.
[15]汤妍雯, 刘晓旭, 曹帅英, 等. 利用控制图监控聚丁二烯橡胶的力学性能[J]. 合成材料老化与应用, 2016, 45(2): 39-42.
TANG Yanwen, LIU Xiaoxu, CAO Shuaiying, et al. Monitoring of mechanical properties of butadiene rubber using control chart[J]. Synthetic Materials Aging and Application, 2016, 45(2): 39-42.
