叠加封堵在高落差超高压输油管道改造中的应用
2021-07-02刘辰曹隽
刘 辰 曹 隽
西安西北石油管道有限公司, 陕西 西安 710018
0 前言
输油管道带压开孔封堵技术经过多年的积累及推广,由于其安全可靠、高效快速、节能环保等优势,成为中国管道修复、改线连头、站场改造等施工中的主流技术[1-2]。但在管道开孔封堵动火连头施工中,往往会因为管道静压过高而无法进行开孔作业,目前开孔封堵设备在超高压情况下并不适用[3-4]。针对上述问题,结合输油管道封堵技术,总结出一套完善的高落差超高压输油管道停输叠加封堵施工方法。该施工方法在同一段管道的同一方向先后进行两次或多次封堵,可有效降低低点的静压力,使低点的动火作业能够顺利完成。具体操作方法为首先在高点位置进行第一次封堵,封堵完成后进行泄压排油,将低点的压力降至5 MPa以下,再在低点进行第二次封堵。
1 停输叠加封堵施工方法特点
1.1 安全可靠
利用停输叠加封堵作业方式将超高压封堵转换为高压封堵,可有效降低封堵点处管道压力,在不影响施工进度的基础上大幅提升封堵成功率,保证施工作业安全可靠。
1.2 施工周期短
输油管道高压封堵压力一般为2.5~5 MPa,与超高压封堵作业相比,夹板阀、联箱、开孔机等机械设备的安装、试压流程相对简单,法兰结合面之间的安装误差、螺栓紧固的扭力倍数、密封材料、密封垫片等装配精度要求不高,安装调试时间短,可有效降低施工总时长。
1.3 成本低
当输油管道运行压力大于10 MPa时,无法采用带压开孔封堵作业方法,常采用停输放空置换的传统方式。该方式需消耗大量氮气,造成管路长时间停输,原油管道存在凝管风险。而对于没有油库依托的高落差超高压输油管道,还要清空管内存油,需调集大量移动式油罐车对油品进行拉运、转存,导致施工时间长、成本高以及风险大,而采用停输叠加封堵施工方法可减少施工步骤,缩短停输时长,降低氮气消耗量,从而大幅降低施工成本及管道运行方损失。
2 操作要点
以中国西南地区某原油管道阀室更换阀门项目为例,阐述高落差超高压输油管道停输叠加封堵施工步骤及要点。
2.1 施工准备
2.1.1 作业坑准备
本次动火由于下游1#高点检测阀室高程为2 708.3 m,需要在1#封堵点(k13+507 m)和2#封堵点(k5+300 m)进行两次封堵。1#封堵点高程为2 250.0 m,静压为3.6 MPa;2#封堵点高程为1 650.7 m,静压约为8.5 MPa。某原油管道高程图,见图1。根据水力计算管道静压,选择管道封堵点位置,见图2。人工开挖探坑,在开挖前使用管线探测仪确认管道及光缆的走向和埋深。
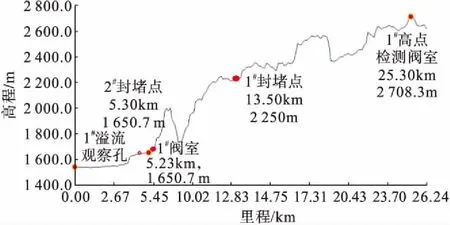
图1 某原油管道高程图
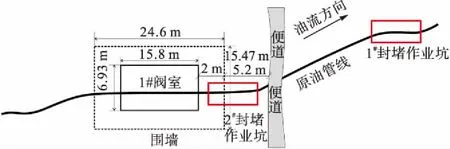
图2 封堵点选择示意图
2.1.2 三通焊接位置确认
开孔位置及封堵位置尽量选择在直管上。剥离防腐层,注意不要损伤运行管道,防腐层清除长度应比三通长度每侧均长100 mm以上[5]。焊接三通处壁厚必须满足允许带压施焊的要求,管道椭圆度小于管径的1%。开孔筒刀切削部位错开管道本体焊缝,无法错开时,对切削部位的管道本体焊缝进行适当打磨[6]。
2.2 三通短节带压施焊
2.2.1 安装三通短节
将三通上护板(带法兰部分)用三脚架、吊链吊起放到管道上,当管道本体焊缝余高影响组对间隙要求时,宜适量打磨管道螺旋焊缝和直焊缝,以使三通护板与管道间隙符合以下要求:主管道为DN500及以上规格,间隙为2.5~4 mm;主管线为DN500及以下规格,间隙为1.5~2 mm。三通法兰面与管道轴线应保持平行,误差不应大于1 mm,三通法兰面中轴线与管道轴线距离小于1.5 mm[7-8]。
2.2.2 带压施焊压力计算
管道带压施焊时,压力需满足SY/T 6150.1—2017《钢质管道封堵技术规范 第1部分:塞式、筒式封堵》[9]中的要求,管道允许带压施焊压力计算公式为:
(1)
式中:p为管道允许带压施焊的压力,MPa;σs为管材最小屈服极限,MPa;t为焊接处管道实际壁厚,mm;c为因焊接引起的壁厚修正量,mm;D为管道外径,mm;F为安全系数。
根据式(1)计算得出带压焊接管道允许运行压力。
2.2.3 三通带压焊接
1)焊接前安装好消除静电接地装置,用专用固定橡胶带将铜编带固定在焊口附近管道上,然后将铜编带引出作业坑外接地,接地电阻不应大于10 Ω。按照焊接工艺规程要求对焊条进行加热烘干。
2)两侧纵焊缝应同时焊接,纵焊缝焊接时应加垫板,不应与管道母材直接焊接。焊接前可采用火焰加热方法对焊道进行预热。
3)纵焊缝按要求焊接完成并打磨飞溅后,应预热并立即开始焊接三通环焊缝。环焊缝焊接时应先完成一侧焊接,彻底释放应力之后,再进行另一侧环焊缝焊接。环焊缝应先焊接预堆层,预堆层禁止与护板相连。
4)三通护板厚度不大于1.4倍管壁厚度时,护板端面焊接高度应与护板厚度一致;三通护板厚度大于1.4倍管壁厚度时,护板端面焊接高度应等于1.4倍管壁厚。
5)管径大于DN500的管道开封堵孔时应焊接防涨圈,防止鞍形板变形导致中心钻断裂[11]。
2.3 三通焊缝无损检测
检测焊缝宜采用超声波探伤或磁粉探伤[12]。目前三通焊缝应检测四次,打底根焊完成后检测一次,填充至50%时再检测一次,盖面完成后再检测第三次。焊接结束24 h后进行延迟裂纹复检测(超声+磁粉)。
2.4 管道开孔
2.4.1 安装夹板阀
在三通底部安装千斤顶,以支撑三通上开孔设备的重量;安装夹板阀时,应检查其各部件是否移动灵活,如不灵活,需更换夹板阀;检查各密封面是否老化、变形、损伤等,如有问题,应立即更换密封装置[13]。
2.4.2 安装开孔机
安装开孔机与开孔联箱:在开孔机主轴上安装刀具结合器;检查中心钻U型卡环是否能灵活转动和有无损伤;在刀具结合器上安装筒刀及中心钻;测量筒刀外齿的直径;测量中心钻尖到开孔联箱法兰面的距离;测量筒刀刀齿到开孔联箱法兰面的距离[14];将开孔机安装至夹板阀上;均匀地拧紧螺母;安装开孔结合器上平衡孔阀门和放气孔阀门。
2.4.3 开孔设备整体试压
对开孔机及夹板阀进行试压,试压介质可采用瓶装氮气,试验压力应为开孔作业时管道内运行压力的1.1倍;检查开孔机及夹板阀各密封面是否泄漏,无泄漏为合格。
2.4.4 1#封堵点开孔
1#封堵点开孔时压力为3.6 MPa,根据计算得出满足开孔条件,可在管道运行状态下进行开孔。在进行第一处封堵点开孔作业时先开DN50平衡孔,再开封堵孔,最后开下囊孔[15]。管道开孔示意图见图3。
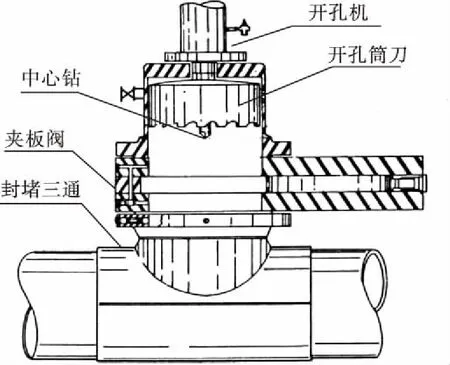
图3 管道开孔示意图
2.5 管道停输后1#封堵点封堵
管道停输后,通过站内观察及控制泄压,将第一处封堵点停输静压稳定在3.6 MPa左右,将组装好的封堵器安装至夹板阀上,进行管道封堵作业,管道封堵示意图见图4。封堵完成后需验证封堵效果[16]:对封堵点下游管段进行降压,使封堵头上下游形成压力差,持续 10 min 观察,如果下游段压力无变化,密封部位无泄漏声,或有微量泄漏且可控,说明封堵成功;否则说明封堵有泄漏,需要提起封堵头检查再重新下封堵;若再次封堵泄漏,则需更换封堵皮碗。
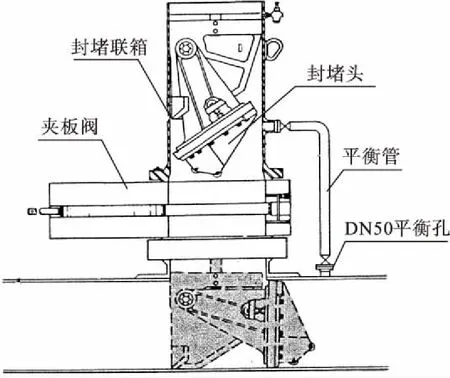
图4 管道封堵示意图
2.6 排油泄压
由于2#封堵点位于k5+300 m处,静压为8.6 MPa,无法满足封堵条件。1#封堵点成功封堵后,由首站进行工艺操作,将1#封堵点至首站之间管道油品直接卸入站内储油罐(根据图1计算约排150 m3油品),将2#封堵点压力降至5 MPa。
2.7 2#封堵点开孔
2#封堵点进行开孔作业,先开DN50平衡孔,再开封堵孔,最后开下囊孔,同1#封堵点开孔操作步骤一致。
2.8 2#封堵点封堵
2#封堵点封堵操作步骤同1#封堵点操作步骤。
2.9 动火点排油
确认2#封堵点封堵成功后;再次由首站进行工艺操作进行泄油,利用2#封堵点至首站高差(约50 m)进行油品自流进罐,排空50 m管道(约15 m3油),即排空动火点处油品。
2.10 动火点氮气置换
注氮作业示意图见图5。利用平衡孔和PG0101压力表短节进行注氮作业。平衡孔为注氮口,在PG0101压力表短节处检测氧含量,通过主阀及旁通阀的切换对主管道和旁通管道进行氮气置换。注氮完成后,在囊孔内安装隔离囊,隔离囊充压介质为氮气,囊内压力应保持在0.02 MPa。
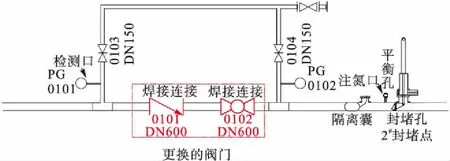
图5 注氮作业示意图
2.11 断管焊接作业
2.11.1 冷切割断管
检测动火管道内可燃气体浓度,当可燃气体浓度小于爆炸下限10%为合格,断管位置两侧管道要做接地,断管位置需确保后续焊接时相邻焊缝距离大于1.5倍管外径。
2.11.2 动火焊接连头
在焊接工作开始前,消除作业坑内的易燃物品,用铜带固定在焊接管道上,另一端连接至作业坑外接地网。用接地电阻测试仪测试接地电阻,接地电阻不大于4 Ω;用可燃气体检测仪监测作业坑可燃气体浓度,在安全范围内时方可焊接;用管道消磁机对焊接处进行消磁,彻底消磁后方可焊接[17];严格按照管道焊接工艺规程要求进行焊接。
2.11.3 焊缝无损检测
焊缝外观检查合格后应对其进行无损探伤[18]。无损探测应按SY/T 4109—2013《石油天然气钢质管道无损检测》的规定执行[12],在焊接完成24 h后,对焊缝进行延迟裂纹检测。焊缝检测宜采用超声波检测和射线检测的方式共同确认检测结果[19]。检测结果合格后对焊缝进行防腐作业。
2.12 地貌恢复
作业坑回填时,生熟土要分开回填,管道悬空部位要采用细土回填并夯实管道基础软土层部位,每回填200~300 mm厚时夯实一次,回填时用编织袋装土保护好光缆,回填至地面300 mm时用熟土回填,回填土要高出地面100 mm[20]。
3 结论
1)采用管道停输叠加封堵施工方法可显著降低封堵压力,保证封堵作业过程安全可靠。
2)管道停输叠加封堵施工方法施工周期短,一方面可有助于降低施工成本,另一方面,对于原油管道而言,可避免由于长时间停输而造成的凝管事故,保障管道安全正常运行。
3)管道停输叠加封堵施工方法的成功应用将促进高落差超高压管道维修技术的提升,具有显著的社会和经济效益。
