钢卷外护板自动包裹技术的分析及设计
2022-10-03赵东洋孙高翔
赵东洋,左 斌,王 磊,孙高翔,肖 暘
(机科发展科技股份有限公司,北京 100044)
0 前言
随着我国高端冷轧钢卷产量的持续增加和钢铁企业对产品质量和品牌意识的不断提高,冷轧卷材包装作为冷轧产品在生产过程中的最后工序,无论是其物流方式还是包装工艺方面都越来越受到钢铁企业的重视。冷轧成品钢卷在运输过程中,为了避免受潮、雨淋,防止起吊和运输时的摩擦和磕碰等,在成品钢卷内外表面要覆盖多种包装材料,如防锈纸、塑料膜、纸护角、钢护角、内外护板和捆带等,其中外周护板的作用主要是防止钢卷外表面的磕碰和剐蹭。钢卷在包装完防锈纸和塑料膜后,通常在钢卷的外周面都要再包裹一层外护板。常用的外护板主要有两种,一种是镀锌板,一种是PE板。外护板的包装方式随着钢厂对包装设备自动化的要求不断提高,由最初的手动包装逐渐的升级为用外护板包裹的专机设备来包装。
1 目前钢卷外护板的包装方式
钢卷包装方式通常可分为简易包装、普通包装和精包装。简易包装一般是钢卷卷取完成后在外圆周上捆扎1~3道钢带进行固定,这种方式适合于热轧卷、冷硬卷以及短途运输且运输条件较好的钢卷。普通包装一般是钢卷包裹一些简单的包装材料,如防锈纸、钢护角等,最后在钢卷的周向和眼向打捆带固定,这种方式适合于冷轧普通卷材以及短途运输的卷材。精包装是指使用多种包装材料,按照不同的包装工艺要求包裹在钢卷的外表面,并在钢卷的周向和眼向打多跟钢带固定,适合于高端冷轧板,尤其是汽车板、硅钢板等。
钢卷的精包装会用到多种包装材料,包装材料通常分为防锈纸、塑料袋、内衬板、内护板、外护板、内纸护角、外纸护角、端护板、内铁护角、外铁护角、捆带垫、捆带等。外护板的包裹是精包装中非常重要的一个包装环节。钢卷外护板的包装方式种类很多,根据自动化程度可分为手动包装、半自动包装和全自动包装。手动包装方式一般在离线的手工钢卷包装区,天车将钢卷吊到铺好外护板的鞍座上,人工将外护板包裹在钢卷外周面后用胶带粘贴。半自动包装方式一般是在半自动钢卷包装产线上,借助提升设备将钢卷提起,人工将裁好的外护板包裹到钢卷外表面上,或者借助辅助包裹机构将外护板包裹在钢卷表面上,人工粘贴外护板的头尾。全自动包装方式无需人工参与,应用在自动化程度比较高的包装产线上,由专用自动包裹设备将外护板包裹在钢卷的外周面。全自动包装方式与手动和半自动包装方式相比,不但可以节省人员成本和原材料成本,而且还大幅提高包装生产效率。
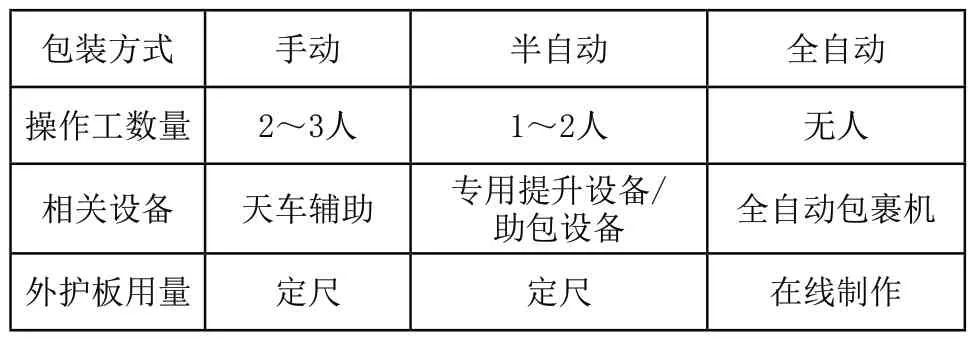
表1 钢卷外护板包装方式的比较
目前最常用的自动外护板包裹机大体可分为两种,一种是芬兰Pesmel公司研发的全自动外护板包裹机,由外护板存放小车、夹送辊、外护板导板台、剪板机、喷胶机构和旋转地辊等组成。此设备外护板卷材可存放10种以上规格,存放外护板原料卷的小车沿着卷心方向一字排开,每种规格的原料卷放置在独立的移动小车上,每卷外护板在小车上可以实现自动开卷收卷,当使用某种规格外护板时,将待使用一定长度的外护板全部开到导板台上,导板台具有自动对中功能。此种全自动外护板包裹机的特点是外护板存放的种类多,但是占地面积较大,受限于厂房面积,而且成本较高。另一种是国产的全自动外护板包裹机,由外护板开卷机、导板台、夹送辊、剪板机、喷胶机构和旋转地辊等组成,目前常用的外护板种类有2到4种,不同规格的外护板分别存放在单独的开卷机上,存放不同规格外护板的开卷机并列平行排开,设备间衔接紧凑,节省空间。
以上两种常用的自动外护板包裹机都是地辊辅助待包钢卷旋转,外护板包裹机自动送板,板头喷胶后沿着钢卷与地辊的切线方向粘在钢卷外周面上,跟随钢卷旋转,通过钢卷自重将外护板与钢卷外周面压实,外护板的长度是根据钢卷的外形信息自动计算的,外护板尾部喷胶后,钢卷跟随地辊继续旋转,最终将外护板包裹在钢卷外周面。

图1 地辊式自动外护板包裹机
由于地辊式自动外护板包裹机是地辊带动钢卷旋转,再加上钢卷自重较重,尤其是对于一些厚度较薄的高端冷轧卷材,如取向硅钢卷、镀锡卷等,可能会导致钢卷层与层间产生滑动,对钢卷表面产生二次损伤,从而影响产品质量。因此地辊式全自动外护板包裹机在一些较薄的高端冷轧卷材包装上是不适用的。
2 新研发的外护板自动包裹技术工作原理
针对较薄的高端冷轧卷材包外护板的情况,本文研究了一种旋转涨筒式自动外护板包裹技术。其原理为:待包裹钢卷到位后,由上卷小车鞍座举升到卷心中心与旋转涨筒中心一致,上卷小车移动将待包裹钢卷送到旋转涨缩套筒机构上,旋转涨缩套筒机构将待包裹钢卷内孔涨紧,自动外护板包裹机根据待包钢卷宽度自动选择外护板原料卷规格,外护板原料卷通过开卷机旋转自动开卷,通过夹送辊自动送板,当板头到达喷胶位后,喷胶头沿着外护板板宽方向自动喷胶,喷胶结束后,夹送辊继续将外护板送到伸缩摆动导板上,伸缩摆动导板根据待包裹钢卷的直径信息将前端压辊顶在钢卷外周面上,旋转涨缩套筒带动待包裹钢卷旋转,送板机继续送板,外护板跟随待包裹钢卷旋转,外护板送到指定长度后剪板机裁板,板尾部到达喷胶位置后喷胶头喷胶,尾部喷胶完成后,外护板跟随待包裹钢卷旋转将尾部粘牢,最终完成待包裹钢卷外护板包裹。工作原理如图2所示。
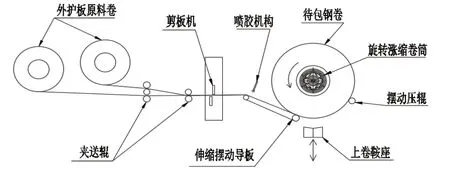
图2 旋转涨筒式自动外护板包裹机原理图
3 自动外护板包裹设备的研发
自动外护板包裹设备由外护板开卷装置、夹送辊、伸缩摆动导板台、剪板机、喷胶系统、旋转涨缩卷筒、上卷小车等组成。外护板开卷装置由涨缩开卷机构和旋转机构组成,涨缩机构为伸缩连杆机构,由液压缸驱动,旋转机构由减速电机驱动,可存放外护板原料卷(镀锌板卷或PE板卷),根据不同待包裹钢卷大小输送不同长度的外护板,大大提高外护板原材料的利用率。一般外护板开卷装置可存放多种宽度规格外护板,设备可根据待包裹钢卷宽度自动匹配切换不同规格外护板。夹送辊分为多层夹送辊和单层夹送辊,随着外护板规格的不同,夹送辊的数量也不同,本设计采用2种规格外护板材料,夹送辊包括2层夹送辊和单层夹送辊,夹送辊一般采用聚氨酯挂胶辊。剪板机为液压剪板机,剪切机构为拉伸连杆式。喷胶机在外护板的头部和尾部分别自动喷胶,喷胶的长短和形式可根据不同外护板材料相应的调整,为提高喷胶效率也可采用两个喷胶头同时喷胶。伸缩摆动导板台由两个液压缸驱动,根据待包钢卷直径的大小可自动调整摆动导板台的长度和角度。旋转涨缩卷筒为自动外护板包裹机的核心设备,涨缩机构由液压驱动,旋转由减速电机驱动,为了让外护板包裹时包的更紧,在旋转涨缩机构侧面增加一套辅助摆动压辊,当待包裹钢卷重量过重时可在涨缩卷筒头部增加一套辅助支撑机构。待包钢卷上卷一般采用上卷小车上卷,由于待包钢卷的直径范围较大,所以上卷小车的举升行程也较长,小车升降鞍座由液压缸驱动。整个自动外护板包裹机相当于一个小型的开卷卷曲机组,各分体设备衔接紧凑,占地面积小,外护板开卷装置可设计多种规格的外护板卷材,不同规格外护板可实现自动切换。图3为旋转涨筒式自动外护板设备示意图。
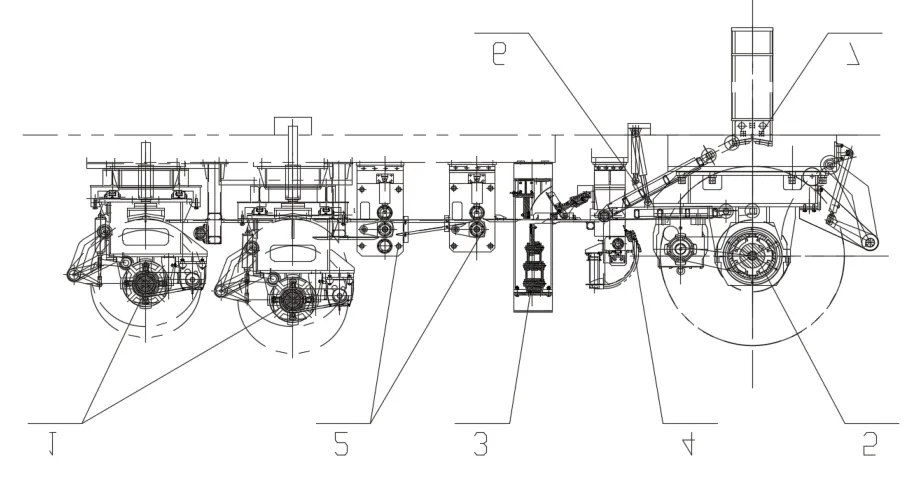
图3 旋转涨筒式自动外护板包裹设备示意图
4 设备研发的关键点
4.1 外护板原料卷开卷装置的设计
为了方便外护板原料卷的更换,并且能自动使外护板原料卷对中,外护板开卷装置采用双开卷机对夹形式,中间下方设置升降鞍座,鞍座表面有滑动辊,能使外护板原料卷可在鞍座上沿卷心方向滑动。具体动作流程:将外护板原料卷吊入到升降鞍座上,根据原料卷直径信息,系统自动计算出升降鞍座举升的高度,举升到位后,两侧移动开卷机同时向中间移动,一侧开卷机涨筒末端挡板先顶到原料卷端面时,开卷机继续移动,直到两侧开卷机涨筒末端挡板都顶到原料卷端面时,开卷机停止移动,此时外护板原料卷已对中,两侧开卷机涨筒涨开,升降鞍座下降到原始位,外护板原料卷上卷完成。此种设计结构原理简单,可实现外护板与带包裹钢卷对中,外护板原料卷的上料安全又方便。

图4 外护板原料卷开卷装置示意图
4.2 自动切换不同规格外护板原理
本文设计研发的自动外护板包裹设备有2种规格的外护板。当外护板原料卷上卷完成后,分别控制两个卷位的开卷机旋转开卷,通过双层导板台先将两个开卷机上原料卷板头送至2层夹送辊,通过2层夹送辊夹送外护板,送到单层夹送辊前待用,此处即为不同规格外护板板头的等待位。
当接到指令需要1#外护板原料卷时,2层夹送辊启动,将1#外护板向前输送,到达单层加送辊后,2层夹送辊松开,单层加送辊夹送1#外护板继续向前,最终完成使用1#外护板包裹钢卷,如果下一个待包钢卷需要的外护板规格与刚包完钢卷的外护板规格一致,2层夹送辊无需动作,只需要单层夹送辊继续送板完成待包钢卷外护板包裹即可;当接到指令需要2#外护板原料卷时,需要切换外护板规格,此时单层夹送辊松开,1#外护板原料卷的开卷机反向旋转将1#外护板收回至单层夹送辊前的等待位,2层夹送辊启动将2#外护板输送至单层夹送辊,单层夹送辊下压,2层夹送辊松开,单层夹送辊将2#外护板继续输送,从而完成不同规格外护板的选择和输送。
对于较宽的待包钢卷,在设计时通常会考虑增加外护板原料卷规格的数量,一般可增加到3到4种规格外护板。当有3种规格的外护板时,设备需要增加一套开卷机、一套3层夹送辊和3层导板台;同理,当有4种规格的外护板时,在3种规格的基础上,设备需要再增加一套开卷机、一套4层夹送辊和4层导板台。自动切换外护板规格的原理同2种规格的自动切换原理一样。
4.3 伸缩摆动导板台的设计
外护板原料卷开卷后,经夹送辊送至伸缩摆动导板台,距离板头30mm左右的位置先由喷胶机喷热熔胶,然后继续送板,此时板头要想顺利与待包钢卷贴合需要伸缩摆动导板台摆动角度与不同的待包钢卷直径匹配,外护板板头要尽可能沿着待包钢卷外周的切线方向进入,同时送板速度与钢卷外周面旋转的线速度要保持一致。为了使外护板与钢卷外周面粘的更加紧密,在伸缩摆动导板台头部设计了一套压辊,压辊可以将外护板与钢卷外周面压实。当送板送至一定长度后,剪板机将外护板剪断,外护板尾部同样在距离板30mm左右的位置由喷胶机喷热熔胶,随着钢卷旋转,外护板最后将钢卷包裹一周并粘牢。伸缩摆动导板台的摆动机构和伸缩机构均由液压缸驱动,通过比例阀控制。喷胶头的往复移动通过电机驱动,如果需要提高喷胶效率,可采用双喷头布置。

图5 伸缩摆动导板台示意图
4.4 旋转涨缩卷筒的设计
旋转涨缩卷筒可以把待包钢卷从内孔撑起,带动待包钢卷沿着内圈轴心旋转,这是实现钢卷外护板自动包裹的必要条件。在旋转涨缩卷筒的设计中,由于待包钢卷内孔直径的限制,尤其是待包钢卷此时一般情况下已经包裹了防锈纸和塑料布,内孔的孔径有所减小,旋转涨缩卷筒机构要满足支撑20吨以上的钢卷时,为了防止旋转涨缩卷筒搭头,需要在涨筒的头部增加辅助支撑机构,辅助支撑的动力由液压缸提供。另外钢卷转动包外护板过程中,为了防止粘好的外护板崩开,在旋转涨缩卷筒的基座上再增加一套摆动压辊机构,当外护板板头通过伸缩摆动导板台头部的压辊后,外护板与钢卷外周面已经粘住,钢卷继续旋转,外护板板头经过摆动压辊会让外护板包裹钢卷更加紧密。
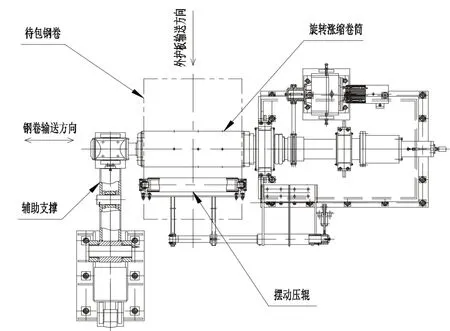
图6 旋转涨缩卷筒机构平面示意图
6 结语
通过对目前钢卷包裹外护板的各种方式进行分析,研制了一种新型的旋转涨筒式全自动外护板包裹机。由于钢卷是在涨筒撑起来的状态下旋转包裹外护板,包裹的过程是通过压辊抚平的方式,因此不会对钢卷产生挤压、划伤等缺陷。外护板的选择、送板、喷胶、剪板、包裹全部自动完成,既可以包装效率,又可以节省人员及材料成本。由于旋转涨筒式自动外护板包裹机不会对高端冷轧薄板卷材表面质量产生二次损伤,因此适用于对各种高端冷轧薄板卷材的外护板包裹,如硅钢卷、镀锡卷等。本文研制的旋转涨筒式全自动外护板包裹机在国内的某高端冷轧厂已经得到实际应用。