骨料密度对高纯氧化锆制品性能的影响
2021-06-18谭清华孙红刚杜一昊闫双志
谭清华 孙红刚 杜一昊 张 涛 王 晗 闫双志
中钢集团洛阳耐火材料研究院有限公司先进耐火材料重点实验室 河南洛阳471039
氧化锆耐火制品因具有优异的耐高温性能而被广泛应用于各种超高温场合[1-4],其骨料通常采用电熔氧化锆致密颗粒和电熔氧化锆空心球。以致密颗粒为骨料的氧化锆制品强度高,抗渗透,抗冲刷,使用温度高;但其热导率偏高,隔热效果偏差。以空心球为骨料的氧化锆制品热导率较低,保温性能好;但其强度偏低,抗渗透性和抗冲刷能力偏差,特别是当使用温度超过2 200℃时容易开裂和剥落。
前期工作系统研究了添加剂和稳定剂对高纯氧化锆制品性能的影响[5-6]。为了进一步提高氧化锆制品的综合性能,在前期工作的基础上,研究了电熔氧化锆致密骨料、电熔氧化锆空心球骨料和电熔氧化锆致密颗粒-电熔氧化锆空心球复合骨料三种不同密度的骨料对高纯氧化锆制品性能的影响。
1 试验
1.1 原料
试验原料有:市售电熔氧化锆致密颗粒,w(ZrO2+HfO2+Y2O3)≥99.0%,w(c-ZrO2)>80%,粒度 2~0.125 mm。市售电熔氧化锆空心球,w(ZrO2+HfO2+Y2O3)≥99.0%,w(c-ZrO2)>80%,粒度分别为2~0.2 mm和1~0.2 mm。市售电熔氧化锆粉,w(ZrO2+HfO2+Y2O3)≥99.0%,w(c-ZrO2)>80%,粒度≤0.074 mm。市售单斜氧化锆微粉,w(ZrO2+HfO2)≥99.0%,d50=1.6μm。市售工业级Y2O3微粉,w(Y2O3)≥99.0%,d50=6μm。结合剂为水溶性树脂。
1.2 试样制备
按表1的配比配料。在碾轮式混砂机中加入骨料和结合剂搅拌均匀,再加入预先球磨混匀的电熔氧化锆粉、单斜氧化锆微粉和Y2O3微粉的混合粉搅拌均匀,困料12 h后,在液压机上成型为尺寸分别为25 mm×25 mm×150 mm、φ50 mm×50 mm和φ180 mm×20 mm的坯体,在110℃保温12 h以上干燥后,在梭式窑中分别于1 650、1 720和1 800℃保温6 h烧成。

表1 试样配比Table 1 Formulations of specimens
1.3 性能检测
按现行国家标准检测烧后试样的显气孔率、体积密度、常温抗折强度和常温耐压强度。按GB/T 5073—2005检测φ50 mm×50 mm的烧后试样在载荷0.2 MPa、1 550℃恒温50 h条件下的蠕变率。按YB/T 4130—2018水流量平板法检测φ180 mm×20 mm的烧后试样在不同温度(分别为200、400、600、800、1 000和1 100℃)下的热导率。按GB/T 7320—2008检测烧后试样的线膨胀率。
采用Empyrean型X射线衍射仪分析烧后试样的物相组成。采用EVO-18型扫描电子显微镜观察烧后试样的显微结构。
2 结果与讨论
烧后试样的显气孔率和体积密度见图1。

图1 烧后试样的显气孔率和体积密度Fig.1 Bulk density and apparent porosity of fired specimens
由图1可以看出:1)烧成温度相同时,试样的显气孔率按Ff、F/B-f、Bf的顺序增大,体积密度则按此顺序减小。这是因为试样Ff、F/B-f、Bf中的低密度电熔氧化锆空心球骨料的添加量分别为0、20%和65%(w)。2)配料组成相同时,不同温度烧成后试样的显气孔率、体积密度差别都很小。试样的w(ZrO2+HfO2+Y2O3)≥99.0%,杂质含量非常低,并且烧成时间长达6 h,相差不大的烧成温度(1 650~1 800℃)对烧成致密度影响很小。
烧后试样的常温抗折强度和常温耐压强度见图2。可以看出:1)烧成温度相同时,烧后试样Ff的常温抗折强度与试样F/B-f的相近,但都高于试样Bf的;试样Ff的常温耐压强度与试样F/B-f的差别也不大,也都高于试样Bf的。这表明,添加适量氧化锆空心球,在提高试样气孔率的同时并未显著降低其常温强度。2)配料组成相同时,各试样的常温抗折强度均随烧成温度的升高而增大;试样F/B-f和Bf的常温耐压强度都呈先升高后降低的变化趋势,1 720℃烧后试样的最高。试样的性能是由其物相组成和显微结构决定的。根据本试验中原料的化学组成和表1的配料组成,相同温度下烧成后试样Ff、F/B-f和Bf的物相组成应该相近;在物相组成相近时,导致试样Bf的常温强度较低的主要原因是其气孔率较大。

图2 烧后试样的常温抗折强度和常温耐压强度Fig.2 CMOR and CCS of fired specimens
1 800℃烧成后试样的热导率-温度曲线见图3。可以看出:在相同温度下,烧后试样的热导率按Ff、F/B-f、Bf的顺序减小。这是因为,在物相组成相近时,试样的热导率随试样气孔率的增大而减小。
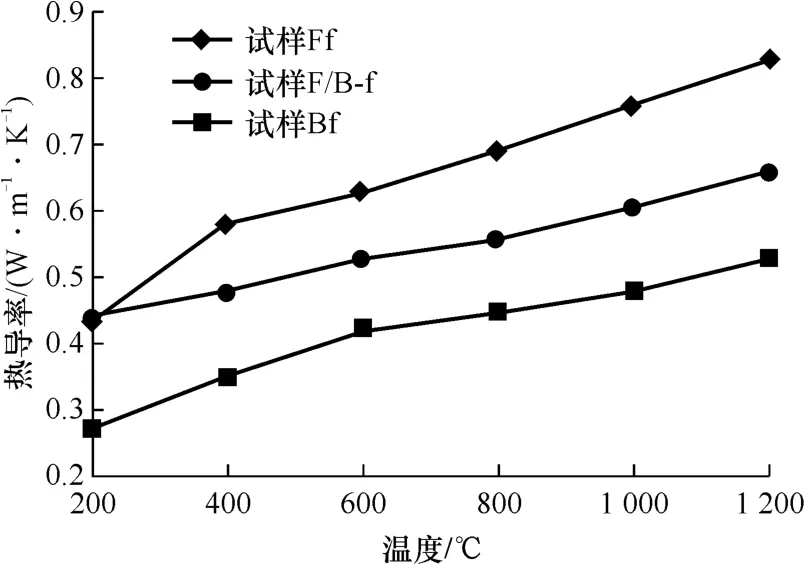
图3 1 800℃烧成后试样的热导率-温度曲线Fig.3 Curves of thermal conductivity-temperature of specimens fired at 1 800℃
1 800℃烧成后试样的热膨胀曲线见图4。可以看出:虽然试样Ff、Bf和F/B-f的热膨胀曲线较为接近;但其线膨胀率按Ff、F/B-f、Bf的顺序略有减小,并且其减小幅度有随温度升高而增大的趋势。试样的气孔能够部分吸收(抵消)其他固态物质的热膨胀。因此,在物相组成相近时,试样的热膨胀率随试样气孔的增多而减小。

图4 1 800℃烧成后试样的热膨胀曲线Fig.4 Thermal expansion rate of specimens fired at 1 800℃
1 800℃烧成后试样在载荷0.2 MPa、1 550℃恒温50 h条件下的压蠕变率见图5。可以看出:各试样均表现为收缩;试样Ff的收缩率与试样F/B-f的相近,但都显著小于试样Bf的,表明试样F/B-f和Ff的抗蠕变性显著优于试样Bf的。气体的可压缩性大,因此,在物相组成相近时,试样的气孔越多,在压蠕变试验过程中的收缩越大,抗蠕变性能越差。

图5 1 800℃烧成后试样的压蠕变率Fig.5 Creep rate of specimens in compression fired at 1 800℃
比较不同温度烧成后试样的上述各项性能后发现,采用复合骨料的试样F/B-f的综合性能最优,最佳烧成条件为1 720℃保温6 h。
1 720℃烧成后试样Ff、Bf和F/B-f的XRD图谱见图6。可以看出:1 720℃烧成后试样Ff、F/B-f和Bf的相组成均为c-ZrO2和m-ZrO2,骨料密度对其物相组成影响不大。

图6 1 720℃烧成后各试样的XRD图谱Fig.6 XRD patterns of specimens fired at 1 720℃
1 720℃烧成后试样Ff、F/B-f和Bf的显微结构照片见图7。可以看出:烧成后各试样的骨料与基质都能很好地结合在一起。基质中的气孔大小及分布状态差异不大,但骨料中的气孔大小及分布状态明显不同:电熔氧化锆致密骨料的结构较致密,内部气孔少;电熔氧化锆空心球的结构相对疏松,内部的气孔大而多。结合本试验中原料的化学组成和表1的配料组成,各试样的骨料密度按Ff、F/B-f、Bf的顺序减小。在物相组成和配料组成相近时,骨料密度是影响各试样性能差异的主要原因。


图7 1 720℃烧成后各试样的显微结构照片Fig.7 Microstructure of specimens fired at 1 720℃
3 结论
(1)以45%(w)的电熔氧化锆致密颗粒加上20%(w)的电熔氧化锆空心球为骨料的试样的综合性能最优,在显气孔率增大、热导率减小的同时,其常温抗折强度、常温耐压强度和抗蠕变性并未显著降低,热膨胀性变化也很小;以65%(w)电熔氧化锆空心球为骨料的试样,虽然显气孔率进一步增大,热导率进一步减小,但其常温抗折强度、常温耐压强度和抗蠕变性均显著降低。
(2)最佳烧成条件为1 720℃保温6 h。
