S355JR+Cr钢板边部裂纹分析
2021-06-07供稿郭晓静GUOXiaojing
供稿|郭晓静 / GUO Xiao-jing
S355JR+Cr为低合金高强度结构钢。钢厂在研发生产S355JR+Cr钢板的过程中,钢板边部出现大量裂纹。与以前生产的S355JR+Cr相比,该批次的钢板屈服强度要求提高25 MPa,强度不低于380 MPa,为满足上述要求,在化学成分设计上添加少量的合金元素Nb来细化晶粒以保证钢板强度。为判断这类缺陷产生的具体原因,对缺陷试样、铸坯进行了检测及分析。
宏观形貌
S355JR+Cr带钢在轧制完成卷取后,如图1所示板卷边部可以看到大量的边部缺陷。开卷后,在带钢边部及靠近边部表面有大量横、纵向裂纹。S355JR+Cr带钢化学成分如表1。
试样的检测
为了解缺陷产生的原因,在钢板边部缺陷部位截取试样,分别采用ZEISS光学显微镜及扫描电镜对垂直于裂纹方向的试样面进行检测;同时对铸坯边部截取试样,对试样进行低倍形貌的检测,并在铸坯上对应缺陷部位截取试样,进行金相试样的制备及检测。
金相检测
对钢板缺陷试样横向截面进行切割,研磨抛光后在光学显微镜下进行观察,如图2所示为缺陷部位非金属夹杂物及显微组织的分布状态:试样在板厚度方向边部有大量的裂纹类缺陷,裂纹最深部位距表面约1200 μm,裂纹内有大量的氧化铁,且部分裂纹两侧基体有较多的氧化物圆点;裂纹扩展末端未见有大颗粒夹杂物分布;试样腐蚀后,试样基体显微组织为铁素体、珠光体、部分贝氏体组织,试样表面略有脱碳,裂纹部位有脱碳现象,裂纹附近晶粒略有长大现象。

图1 钢板边部裂纹宏观形貌

表1 S355JR+Cr化学成分(质量分数,%)
扫描电镜下能谱分析
针对裂纹尖端及两侧基体上分布着的大量氧化物圆点,能谱成分分析结果如图3。
低倍检验
生产中为了减轻连铸坯角裂纹在轧制过程中的扩展,而对铸坯角部预先进行了火焰清理和角部切除工作,为了解原始铸坯的内部质量,在铸坯板宽方向的边角部进行样片截取,对样片进行了低倍检测。采用体积分数为50%的盐酸水溶液进行加热处理,60 ℃保温20 min后,对试样低倍形貌进行观察。图4为铸坯边角部切片后的检测样片,从酸浸腐蚀图像看,在铸坯三角区部位有较多的三角区裂纹,同时在板坯角部和边部也能观察到细小裂纹,局部可以清楚看见呈网状分布的晶界线,在晶界上有较多的微小裂纹分布。
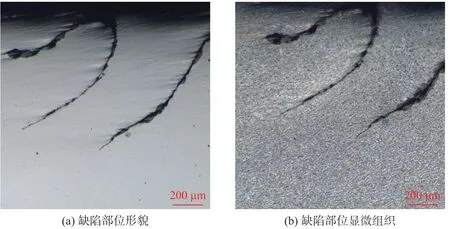
图2 缺陷部位形貌及显微组织分布

图3 氧化物圆点形貌及成分
对铸坯裂纹部位的金相检测
针对铸坯中出现的角部裂纹和晶界间裂纹,在铸坯上有裂纹的部位进行试样截取,制备、研磨、抛光、腐蚀后在光学显微镜下进行观察。图5所示为试样腐蚀后的显微组织形貌,铸坯显微组织为铁素体与珠光体、贝氏体的混合组织,在原始奥氏体边部铁素体呈网状分布,晶粒内为先共析铁素体与珠光体及部分贝氏体的混合组织,沿着网状铁素体,有较多的裂纹产生,部分裂纹长度较小,呈孔状或者短条状分布,部分裂纹则沿网状铁素体产生了扩展,裂纹较长。

图4 低倍酸浸腐蚀形貌

图5 铸坯缺陷部位显微组织
裂纹缺陷原因分析
钢板组织分析
在钢板的裂纹检测及组织分布上,裂纹部位显微组织为铁素体与珠光体、贝氏体的混合组织,正常部位显微组织为铁素体、珠光体及贝氏体组织;裂纹部位和正常部位显微组织比较,裂纹两边组织有明显的脱碳现象。
裂纹部位有大量的氧化铁,靠近裂纹两边的基体上弥散分布有大量的点状氧化物。因为氧原子在钢板中的扩展需要一定的激活能和扩散时间,因此氧化物圆点的产生通常需要在较高的温度和较长的持续时间。对于工业生产过程来说,如果连铸坯表面存在裂纹,则加热过程充分满足氧化物圆点的形成条件,如果轧制过程中产生裂纹,由于其所处高温时间短,不能满足形成大量氧化物圆点的条件[1]。氧通过裂纹部位及表面氧化铁层向基体内部扩展,亲氧的元素如Si、Mn、Cr与氧在裂纹两边附近形成弥散分布的氧化物圆点颗粒。对这些氧化物颗粒在SEM能谱仪下进行检测,成分主要为Si、Mn、Cr的氧化物颗粒(见图3),从裂纹两边组织脱碳及晶粒长大现象及氧化物圆点产生来看,该裂纹应该产生于轧制之前,为铸坯上存在的缺陷遗留经过轧制扩展导致。
铸坯检测分析
铸坯的检测中,在发现有表面裂纹的同时发现有三角区裂纹。引起三角区裂纹的主要原因是二次冷却不良。铸坯侧面受到强冷,而弧面冷却不够,不合适的冷却制度和配置极易导致铸坯表面温度回升;而铸坯表面温度的回升导致铸坯内部凝固前沿产生拉应力、拉应变;当这种拉应力和应变超过三角区裂纹产生的临界时,刚刚凝固的部分就被拉开,产生三角区裂纹[2]。三角区裂纹的存在,表示该铸坯在二冷过程中存在问题:边部冷却过大,而弧面冷却不够。
通过低倍形貌检查中观察到,临近钢板表面晶粒粗大,裂纹多是在晶界部位产生。显微镜下缺陷部位的组织表明裂纹沿网状铁素体部位产生并扩展。由此可见,网状铁素体是导致铸坯裂纹产生的根本原因。
裂纹成因分析
结合检测结果可以看出,S355JR+Cr钢板边部产生裂纹的根本原因是在连铸过程中产生了网状铁素体,在外力作用下,在网状铁素体部位产生了滑移,形成裂纹,在热轧过程中,进一步的扩展导致大量裂纹的产生,其本质上是铸坯在矫直过程中进入了第III脆化区。
钢液从1500 ℃到600 ℃冷却温度区间内,可能会经过三个脆化区[3]:Ⅰ区(Tm~1200 ℃)的脆化是由于钢液在凝固过程中,发生包晶转变,液相和δ铁素体向γ奥氏体转变,体积收缩,液相来不及补充,产生空隙,或者当液相过多时,晶界面或树枝状晶界面上存在液膜,在凝固收缩产生的应力和相变和外部应力作用下,造成材料塑形降低,容易发生裂纹。Ⅱ区(1200 ℃~900 ℃)的脆化为过饱和的硫、氧在奥氏体晶界析出铁和锰的硫化物(Fe,Mn)S及氧化物(Fe,Mn)O,使延展性下降;Ⅲ区(900 ℃~600 ℃)的脆化产生的可能原因有以下几个方面:部分添加了Al、V和Nb合金的钢种由于碳、氮化合物在晶界析出导致的脆化,或者是沿着奥氏体晶界生成的膜状初生铁素体晶粒产生滑移而造成脆化。
裂纹产生阶段排查
第III脆化区缺陷的产生与铸坯二冷工艺有较大的关系。在二冷阶段,边部由于冷却过大,而使铸坯进入第三脆化区,奥氏体向铁素体发生转变,在晶界边部形成膜状铁素体,在矫直过程中,铁素体部位强度低于奥氏体强度,产生了开裂。对此查找了铸机的生产情况,表明该批次铸坯的生产时间为在铸机状态不良阶段进行的生产,刚完成故障的排查,铸机检修阶段所进行的生产,生产状态不稳定。
微合金元素影响分析
Nb、V、Ti的微合金化钢在奥氏体温度区间缓慢冷却会引起碳化物或氮化物沿奥氏体晶界沉淀,使晶界处结合力减弱,导致连铸坯开裂,含Nb、V、Ti钢连铸坯的表面裂纹发生率显著高于普通钢连铸坯[4]。本次钢板中添加了微量Nb,以细化晶粒达到增加强度的目的,Nb的析出物以NbC、Nb(CN)为主。生产实践表明,在浇铸Nb、Ti钢时,矫直区板坯温度低于950 ℃则边部横裂纹严重[5];在同时间段浇铸的S355JR钢种中,有未采用Nb、V、Ti进行强化的铸坯在轧制后也出现了同样的缺陷。因此,Nb的析出不是当前缺陷产生的主要原因,在裂纹附近也未有检测到Nb的析出相。
裂纹缺陷产生原因
结合以上检测及分析结果,该裂纹的产生是S355JR+Cr在连铸过程中,由于连铸冷却工艺不当导致矫直阶段进入了铸坯的第Ⅲ脆化区,造成沿网状铁素体产生的开裂,热轧后进一步扩展导致。
结束语
(1)通过金相分析,裂纹部位存在明显的脱碳、晶粒长大及氧化物圆点的情况,表明缺陷的产生与铸坯裂纹有密切关系。
(2)连铸过程中,沿奥氏体晶界形成了膜状的网状铁素体,在矫直力作用下,形成显微裂纹,并在后续的热轧工艺后扩展而产生大量裂纹。
(3)S355JR+Cr钢板在轧制过程中出现的裂纹为连铸过程中产生并在轧制过程中扩展,与材料中所添加的合金元素Nb无关。
(4)铸机生产状态不稳定及不当的二冷工艺造成了缺陷的产生。