煤矿机械工件机器人焊接设备研究
2021-06-03祝燕李聪山东矿机华能装备制造有限公司
祝燕 李聪 山东矿机华能装备制造有限公司
由于手工焊接设备简单、操作灵活、适用面广,在工业领域里占用非常重要的位置。进入21世纪,我国制造业的高速发展,工业逐步向智能化方向发展,这时手工焊接呈现出来的生产效率低、工作环境差、劳动强度高,而且不适宜焊接铝、钛等活泼金属、难溶金属及低熔点金属等缺点。手工焊接的职业危害性很强,例如电焊弧光会对眼睛和皮肤造成了伤害,长期从事手工焊接作业可发生职业性白内障,视网膜损伤,甚至眼晶状体混浊等。电焊过程中还会产生很多有害物质,容易产生焊工尘肺、金属热和锰中毒等。手工焊接是一种有害的作业工种,电焊工尘肺也已纳入我国法定职业病目录中。焊接自动化装备将手工操作升级为自动化机械操作,操作工人可在焊接过程中尽量多的避开操作现场,移动烟尘净化器也能够最大程度避免上述职业病的发生,同时工人劳动强度也得到了极大降低。
自动化焊接设备根据工件产品结构、产品特点、焊接工艺等情况进行市场调研及相关资料汇集,综合分析制定机器人焊接工艺,并结合已有的机器人自动化焊接设备进行顶梁机器人焊接实验,现可以根据所焊工件的实际需求细化为顶梁机器人焊接设备、底座机器人焊接焊接、连杆机器人焊接、推杆机器人焊接、中部槽机器人焊接设备等。
技术中心由焊接变位机、三轴坐标桁架、六轴焊接机器人、控制系统、焊接系统、移动烟尘净化系统六部分组成自动化工作站。将待焊接煤矿用液压支架结构件在焊接变位机、三轴坐标桁架、六轴焊接机器人的共同作用下,通过在焊接变位机平台上人工定位装夹煤矿用液压支架结构件,完成煤矿用液压支架结构件横焊缝、竖焊缝、圆弧焊缝、坡口焊缝的多层多道焊缝的自动化焊接工作。
焊接变位机由两个旋转支撑座、一个焊接平台组成,伺服电机与减速机驱动小齿轮带动支撑座上旋转支撑轴承转动,使焊接平台绕支撑座做旋转运动,焊接平台上布置工件定位块及人工装夹工具。焊接变位机焊接平台能够适用不同的产品进行定位、装夹。
三轴坐标桁架由X轴、Y轴、Z轴组成,三轴坐标桁架为齿轮齿条传动,三轴坐标桁架导轨为直线导轨,驱动方式为伺服电机与精密行星减速机,六轴焊接机器人倒挂在三轴坐标桁架Z轴上。六轴焊接机器人具有电弧跟踪、焊缝寻位、多层多道功能。
控制系统为机器人控制系统,三轴桁架、焊接变位机与六轴焊接机器人集成控制,整套系统十轴联动,整体可通过机器人示教器示教编程。焊接前可将三维模型导入离线编程软件,软件自动分析所有焊缝,设定机器人运动过程的姿势及焊接参数,系统自动生成机器人所需整个焊接程序,经人工优化后导入焊接系统。其控制系统应用计算机软件离线编程,成熟的煤矿机械多层多道焊接数据包和坡口焊缝数据以及角焊缝数据等数据库的建立,调用方便快捷,编程时间短,特别适合品种型号多、批量少的产品。程序经首件验证后可复制拷贝到多台机器人焊接设备使用。配置了重载变位机系统,有效提高工件机器人焊接率30%。
焊接设备采用直流短弧焊,可与机器人配合使用,提高焊接速度,减小焊接飞溅。采用手工焊接工艺的制造过程中,人工控制焊接过程是要有良好的可焊性、焊件加热的温度和合适的焊接时间都要有很好的掌控,稍有不当就可能会导致焊缝成型不好,容易在焊接部位造成焊件缺陷。这就对焊接工人在焊接工件时提出了较高的要求,焊接工人需要相当长的时间来积累经验才能保证焊接工件成品有较好的准确性和稳定性。但是采用自动化焊接工艺的过程中,焊缝成型好、填充熔覆率高可以保证工艺参数的准确性和稳定性。
由于焊接面技术要求是立焊、填充量大,例如之前连杆主筋铁板在没有联动变位机的情况下都需要七次或八次横焊,而现在连杆焊接系统基于变位机二轴旋转和焊接机器人联动的功能只需要三道即可;连杆盖板正反面直线和圆弧需变换位置的连接处比以往至少少四十个焊接接口,焊接效率提高了1倍以上。拼点工序可对工件一次拼装,无须多次在焊接和拼点工序反复周转工件,后续盖板焊接工序可轻松放置和焊接,并且无须人工翻转就可实现对工件(七轴焊接范围0-90度,八轴焊接范围360度)的全方位焊接,焊接量可达95%以上。焊缝以12、14、16、18多层多道角焊缝坡口焊缝为主;完成了圆弧焊缝、横焊缝、纵焊缝的机器人焊接,无须中途调转工件;机器人焊接一次成型,焊缝美观,无须人工打磨。
移动烟尘净化系统跟随机器人焊枪运动,焊接产生的烟雾能有效得到净化。
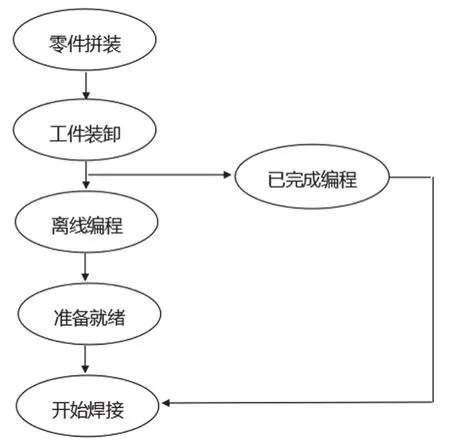
工艺流程图
自动化焊接设备是对传统生产方式的重新赋能。可以通过焊接自动化装备与自动传输系统、自动化检测等其他系统的配套组成自动化生产线,实现产品的自动化连续生产焊接,能够极大改善生产车间内的整体环境状况。该系统应用新科技实现了计算机离线编程,机器人焊接数字化控制,具有低飞溅大熔深、工件焊接变形小、焊接效率高、质量稳定等优点;配备柔性装夹,可实现多种型号工件的装夹。系统运行后可大大降低工人的劳动强度,提高煤矿机械制造业工件结构件自动化水平。