步进梁钢卷晃动问题研究
2021-06-03李亚松河钢集团邯钢公司邯宝冷轧厂
李亚松 河钢集团邯钢公司邯宝冷轧厂
钢卷包装是连退、镀锌卷板生产的最后一道工序,它将卷板成品进行美化和防护包装,避免卷板在后续的运输中出现表面质量问题,同时,起到卷板外接触面的防腐功能,是钢卷成品加工的重要环节[1]。邯宝冷轧厂包装线是半自动生产线,自投产以来,一直存在钢卷晃动问题,而且随着设备运行时间的延长,钢卷晃动幅度越来越严重,对包装操作工带来了安全隐患,严重影响了包装的生产速度,从而限制了产线的正常生产节奏。为此,对包装梁的机械结构、液压控制和电气控制系统进行了全面的梳理,全面进行了调整和优化。
一、半自动包装线钢卷运输流程
半自动包装线步进梁由四节动梁和一节定梁组成,钢卷放置在定梁的鞍座上,由动梁上的举升液压缸伸出带动曲柄,将钢卷从定梁鞍座上举起到动梁的鞍座上,由行走液压缸带动四节动梁行走,实现钢卷在定梁上向出口移动的“步进”(走一个鞍座位置),动梁鞍座到达下个固定鞍座放置位时,由举升液压缸收回将钢卷放置在下一个固定鞍座上,实现钢卷在步进梁上的运输;钢卷在步进行走中,在提升机工作位置完成防水纸包装和外面保护包装板的铺垫工序,在紧后的固定鞍座位完成包扎捆带工艺。
二、优化改造内容
(一)定梁鞍座位置调整
针对钢卷在步进梁动梁上放置和举升时的晃动现象,对步进梁的钢卷放置的固定鞍座进行测量和调整,确保固定鞍座间距在3500±3mm之间;对两侧固定鞍座进行找正,确保左右鞍座中心线重合,误差在2mm范围内。从而降低了钢卷举升和放置动作时的晃动。固定鞍座调整间距见图1:
(二)四节动梁连接机构的校定
对步进梁四动梁的连接销轴机构进行拆解,测量销轴和轴套的磨损情况,对磨损超出尺寸要求的销轴和轴套更换,同时,调整同步杆中间的链接间距,实现两个车轮曲柄和连杆间四边形机构的各杆的平行,避免了动梁行走时,因连接销轴和同步杆不平行导致的相互牵引引起的钢卷晃动问题。
(三)液压控制系统优化
包装步进梁动梁由行走液压缸驱动,首先对行走液压缸的缓冲装置进行调整,使液压缸行走至末端时,缓冲装置发生作用,从而实现机械减速,降低液压缸行走到位时钢卷的惯性冲击。再次,对控制液压缸动作的比例阀输出曲线进行优化,在不影响产线运行的情况下,增加行走减速位置的距离,减轻了钢卷油缸快速减速而钢卷未能减速带来的钢卷晃动现象。最后,优化PLC控制比例阀输出的曲线,使比例阀输出曲线更加平滑,从而实现液压缸平稳动作[2][3],保证钢卷的平稳运行。
(四)PLC控制程序优化
步进梁动梁行走过程中也存在晃动现象,这时只有比例阀在控制液压缸动作,比例阀开度一定的情况下,只能说明油缸的流量发生了变换,由孔口出流流量和压差公式[4]:
式中:Q—孔口流量, —孔口流量系数, —孔口过流断面,g—重力加速度,H—孔口前后压差。
可知,流量变化是由阀口前后压差变化引起的。经过PDA研究分析,步进梁在行走时,三号提升机对钢卷中心高度进行对中动作,对中动作油缸使用油液较多,造成系统油压下降,从而影响比例阀的进出口油压,导致比例阀在固定开口的情况下,输出流量降低,待提升机动作到位后,比例阀的入口油压恢复,从而比例阀的流量再次恢复到正常值,出现了步进梁的晃动问题。针对这种情况,对PLC控制程序就行优化,将提升机对中动作时序修改到步进梁行走完成才执行对中动作,从而消除了钢卷步进行走时系统的压力波动,进而除去了动梁行走晃动问题。
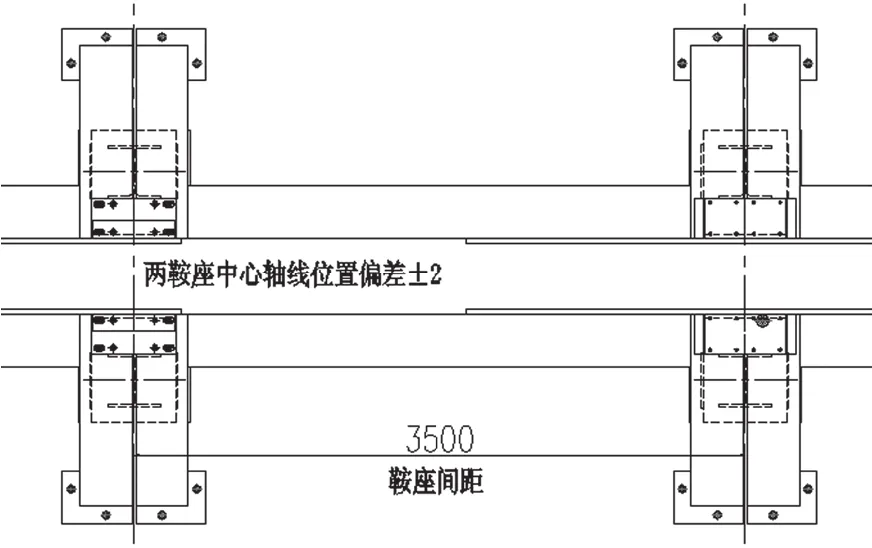
图1
三、优化效果
通过优化后,消除了动梁行走过程中的钢卷晃动问题,降低了在钢卷举升和放置的固定鞍座的晃动现象,满足了包装线操作工正常生产操作的需要;同时,减轻了步进梁连接销轴和轴套的磨损,减少了步进梁同步杆的断裂问题的发生次数。在邯宝冷轧厂的镀锌线和连退线已得到了应用,收到了很好的效益,可用于其他步进梁钢卷晃动问题的控制。