富集污酸中铼的试验研究
2021-05-08房孟钊
房孟钊,李 伟
(大冶有色金属有限责任公司/有色金属冶金与循环利用湖北省重点实验室,湖北黄石435002)
大冶有色金属有限责任公司冶炼厂(简称大冶有色)产污酸600~1 000 m3/d,其中铼质量浓度达5~20 mg/L,不可直接回收,如何富集污酸中铼较为关键[1-5],因为这将直接影响后续铼精炼工序的生产成本及运行指标。
1 试验原料与方法
1.1 试验原料
试验以铜冶炼产生的污酸为原料,污酸主要组分见表1。污酸中杂质多且浓度较高,对此,大冶有色采用化学沉降法富集铼[6-10]。
1.2 试验方法
由于污酸中铼浓度过低,而Cu,As,Si,Bi及Cd浓度较高,不适合用离子交换法、液膜法回收铼,若用溶剂萃取法回收铼也存在较大困难。大冶有色根据高效沉淀剂对铼的选择性沉淀原理,加入沉淀剂与污酸反应,从而选择性回收铼。选择几种高效沉淀剂对污酸进行沉铼试验研究,重点研究了NH4SCN+聚丙酰胺溶液、N11和N12在沉淀剂选择、沉淀剂用量、反应温度和反应时间对沉铼率的影响。
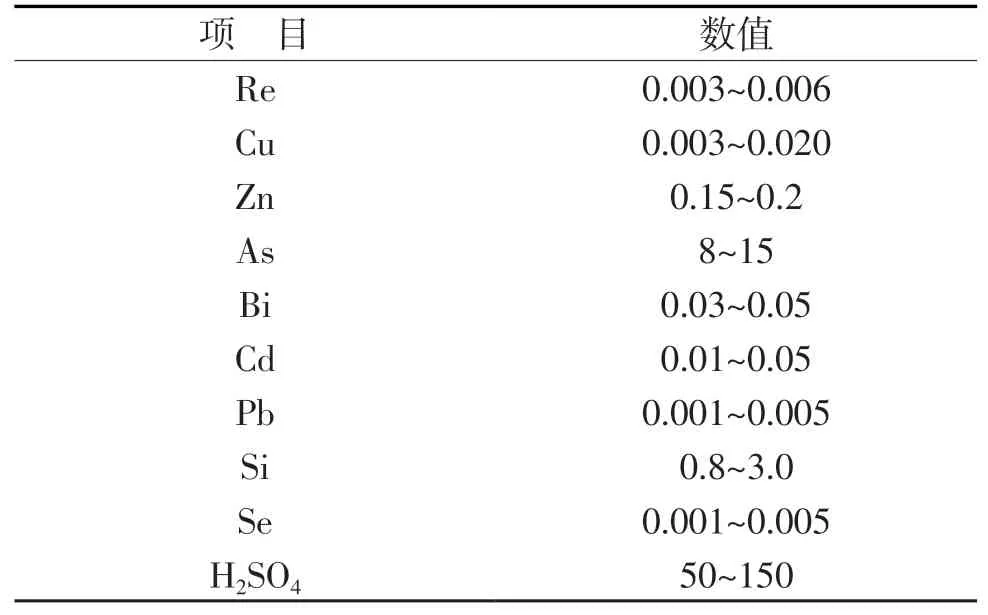
表1 污酸主要组分 ρ: g/L
2 试验过程与分析
2.1 沉淀药剂的选择
试验发现,NH4SCN+聚丙酰胺溶液[ρ(NH4SCN)为700 g/L、聚丙酰胺(w)为0.5%的混合溶液]、N11和N12等3种沉淀剂对铼均有沉淀效果,因而用3种沉淀剂对同一批污酸进行药剂选择试验。试验温度为60 ℃,搅拌速率约60 r/min,反应时间2 h,静置1.5 h后过滤,试验用污酸组分见表2。

表2 试验用污酸组分 ρ: g/L
污酸处理量为8 L时,3种沉铼药剂用量见表3。
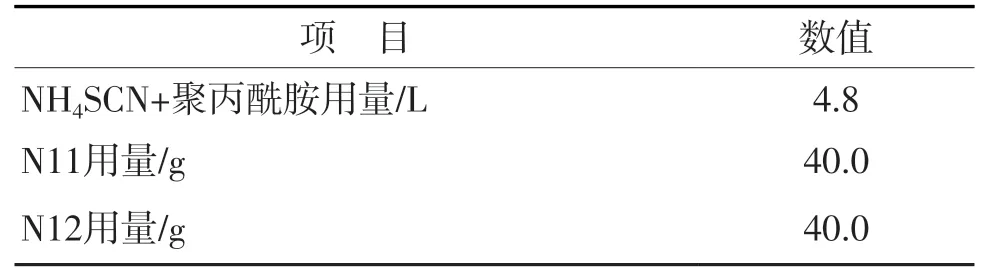
表3 沉铼药剂用量
反应结束后,取沉淀后液分析主要元素含量,3种沉淀剂处理污酸的沉淀后液结果分析见表4,污酸中主要元素的沉降率见表5。
由表4可见:NH4SCN+聚丙酰胺、N11和N12对Re,Cu,As和Bi都具有沉降效果,聚丙酰胺溶液对Si沉降率较大。
由表5可见:采用N11时Cu,As沉降率最大,分别为80.85%和74.90%;采用NH4SCN+聚丙酰胺溶液时,Si沉降率为60.98%;采用N11和N12时,Zn,Cd和Si基本不沉降。3种沉淀剂对Re都有一定的沉降效果,采用N12时Re沉降率最高为95.88%,而Zn,Cd和Si基本不沉降,Cu和Bi沉降率分别为65.96%,50.0%,故选取N12作为化学沉淀法富集铼元素的沉淀剂。
2.2 N12用量对沉铼率的影响
试验发现,适应污酸体系化学沉淀法富集铼元素较优的沉淀剂是N12。在保证沉铼率的基础上,通过单因素条件试验,确定N12的最少用量。在实验室小规模试验中,每次取污酸8 L(组分见表1),水浴控制反应温度60 ℃,中速搅拌反应时间2 h,在1 L污酸中加入N12的用量分别为1.25,1.85,2.50,3.13,3.75 g。不同用量的N12处理1 L污酸的沉淀后液分析结果见表6。

表4 3种沉淀剂处理污酸的沉淀后液分析结果 ρ: g/L

表5 3种沉淀剂处理污酸主要元素的沉降率 w:%

表6 不同用量的N12处理污酸的沉淀后液分析结果
由表6可见:Re和Bi的沉降率受N12用量影响比较大,N12用量在一定范围内对Cu,Zn,Cd和Si沉降率基本无影响,As沉降率随N12用量的增加而升高,沉淀后液中ρ(As)由3.16 g/L降至3.05 g/L。
不同用量的N12处理1 L污酸的Re和Bi沉降率见表7。
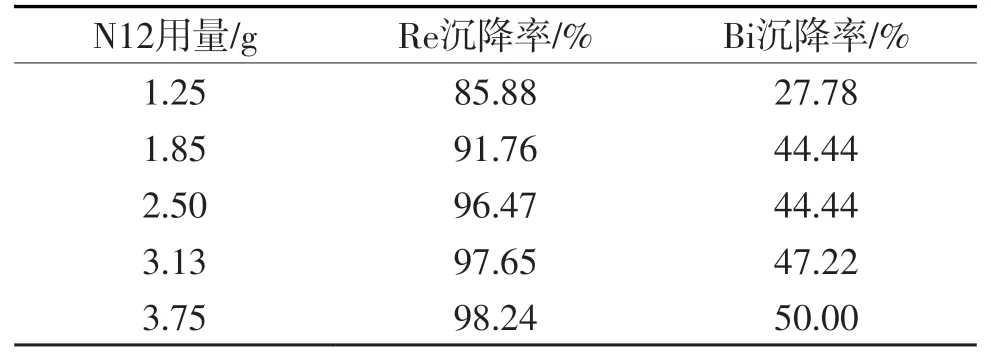
表7 不同用量N12的Re和Bi沉降率
N12用量与Re和Bi沉降率的关系见图1。
由图1可见:Re和Bi沉降率随N12用量的增加而升高,但Bi沉降率最大只有50%;当处理1 L污酸,N12用量超过2.50 g时,Re沉降率达96.7%,再加大N12用量意义则不大,因此在满足沉铼要求的同时,选择处理1 L污酸的N12用量为2.50 g。

图1 N12用量与Re、Bi沉降率的关系
2.3 反应温度对沉铼率的影响
在确定N12合理用量的基础上,大冶有色研究了反应温度对沉铼率的影响。取同一批污酸8 L,水浴控制温度分别为30,50,55,60,65,70 ℃,分别取20 g N12配制成水溶液加入污酸中,中速搅拌反应2 h后过滤,取沉铼后液分析铼含量。不同反应温度对Re沉降率的影响见表8,绘制Re沉降率与反应温度的关系见图2。

表8 不同反应温度对Re沉降率的影响
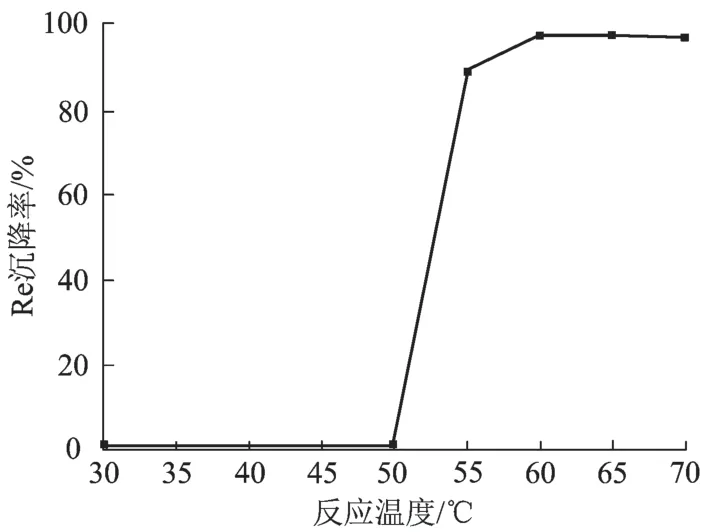
图2 Re沉降率与反应温度的关系
由图2可见:N12沉铼工艺中,温度低于50℃时,不发生沉铼反应;温度由50 ℃升到70 ℃时,Re沉降率逐渐提高;反应温度为65 ℃时,Re沉降率达97.06%;再提高反应温度,Re沉降率无明显提高,且65 ℃以上再提高温度并维持高温度会消耗更多热能;超过70 ℃,Re沉降率反而略有下降,其原因是在较高温度下,铼沉淀物会溶解于污酸。因此,最适宜的工艺作业温度是60~65 ℃。
2.4 反应时间对沉铼率的影响
以表1组分的污酸为原料,处理1 L污酸的N12用量为2.50 g,反应温度为65 ℃,反应时间分别为0.5,1,1.5,2 h,进行单因素试验,中速搅拌静置1.5 h后过滤,取样分析沉铼后液。不同反应时间的Re沉降率见表9,绘制Re沉降率与反应时间的关系曲线见图3。
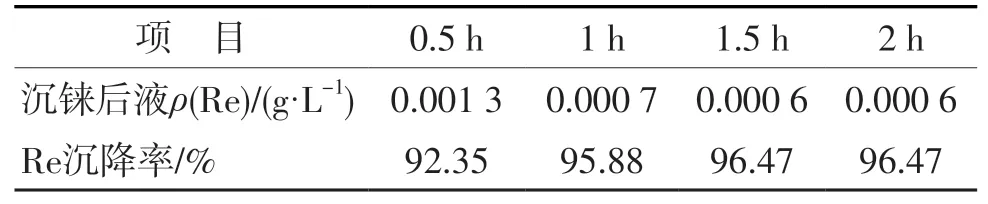
表9 不同反应时间的Re沉降率
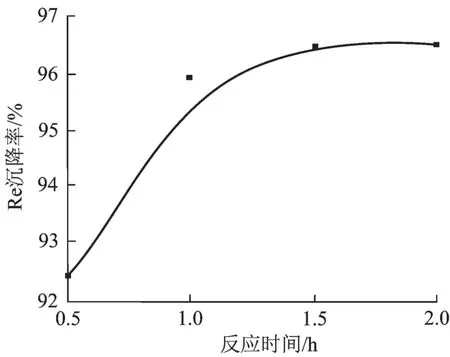
图3 Re沉降率与反应时间的关系
由图3可见:反应温度为65 ℃时,Re沉降率随反应时间的延长而逐渐升高。反应时间为0.5 h时,Re沉降率为最低92.35%;当反应时间延至1 h时,Re沉降率高达95.88%。在工业化生产试验中,反应时间以1.5 h为宜,既保证了铼回收率,又满足了生产效率。
3 N12沉淀法回收铼元素工业化实践
上述试验表明:N12沉淀法富集铼的工艺条件为1 L污酸的N12用量为2.50 g,反应温度为60~65 ℃,反应时间1.5 h,静置1.5 h。随后大冶有色进行了工业化生产调试,工业生产流程见图4,其中静置后的过滤采用板框压滤伴有胀臌过滤,呈精细过滤过程,以防溶液出现跑浑现象。
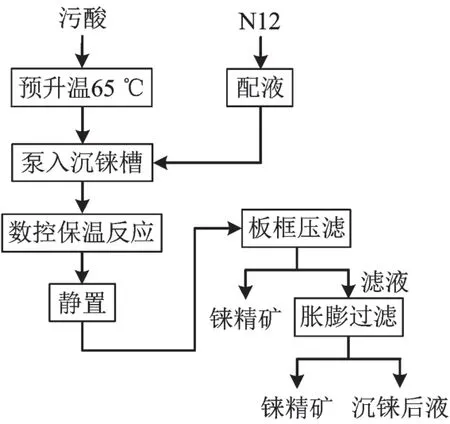
图4 工业生产流程
在工业生产调试期间,进一步试验N12用量对Re沉降率的影响。每批泵入35 m3污酸,1 m3污酸的N12投入量分别为2.5,2.6,2.7,2.8,2.9 kg。不同用量的N12工业生产调试结果见表10,绘制N12不同用量的工业化Re沉降率见图5。
由表10可见:Re沉降率随N12用量的增加而升高;在一定范围内,每35 m3污酸产干铼精矿的量基本不变,约13.5 kg。
由图5可见:其他参数不变时,Re沉降率随N12投入量的增加而升高,当N12用量超过2.8 kg时,Re沉降率不再随N12用量的增加而继续升高,且此时Re沉降率达94.29%;当N12用量为2.7 kg时,Re沉降率为92.86%。为降低药剂消耗量,处理1 m3污酸的N12用量选用2.7~2.8 kg作为工业作业参数。
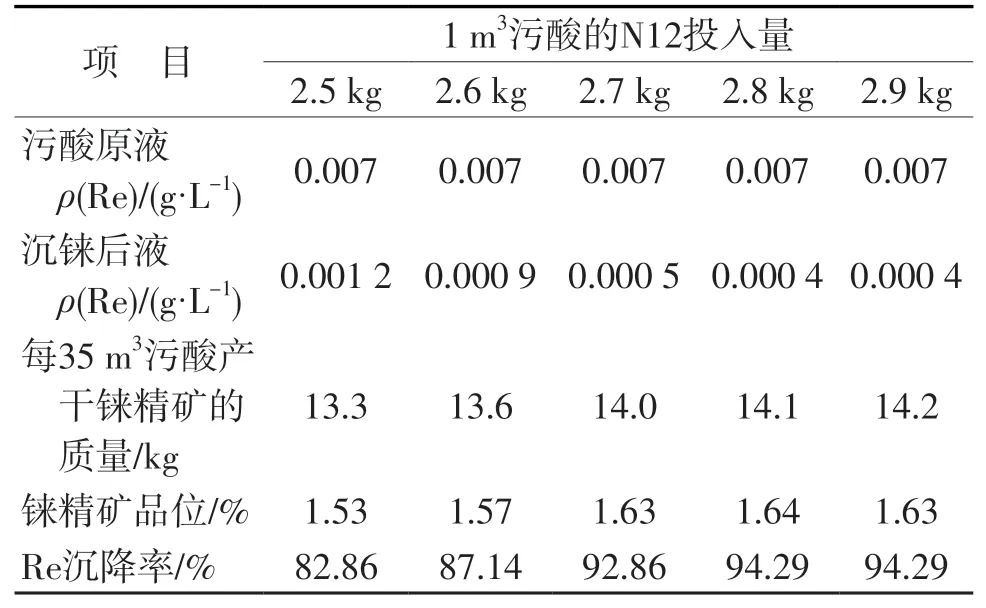
表10 不同用量的N12工业生产调试结果
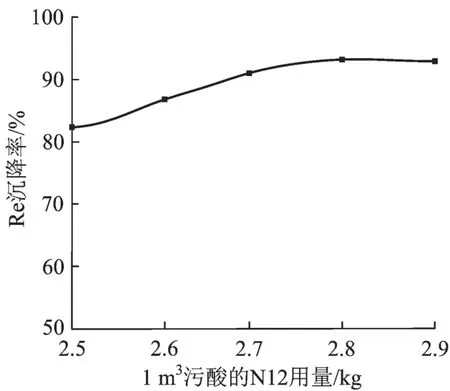
图5 不同用量的N12工业化Re沉降率
N12沉淀法富集铼的较优工艺条件是污酸中ρ(H2SO4)为17~75 g/L,1 m3污酸的N12用量为2.8 kg,反应温度为60~65℃,反应时间为1.5 h,工业化试验结果见表11。

表11 工业化试验结果
4 结语
1)NH4SCN+聚丙酰胺溶液、N11和N12等3种沉铼药剂中,最有效的是N12。N12对Re的沉降率为95.88%,对Zn,Cd,Si基本不发生沉降作用,对Cu,Bi沉降率分别为65.96%和50.00%,故选择N12作为化学沉淀法回收铼元素的沉淀剂。
2)用N12沉淀法回收铼,适应的污酸ρ(H2SO4)为17~75 g/L。当污酸原液ρ(Re)为7~20 mg/L时,最佳工艺条件为:1 L污酸的N12用量为2.7~2.8 kg,反应温度为60~65 ℃,中速搅拌反应时间为1.5 h,静置时间为1.5 h,Re沉降率为94.29%。