基于DR数字射线成像技术的铝合金焊缝缺陷检测
2021-05-07胡文刚陆云鹏郭世雄曾立鑫白冰
胡文刚,陆云鹏,郭世雄,曾立鑫,白冰
(首都航天机械有限公司,北京 100076)
0 前言
航天运载器是人类开展深空探测和建设空间站等任务的交通工具,其性能和可靠性是完成太空探索的必要保证[1]。铝合金因其具有重量轻、强度大、塑性好、耐腐蚀性好等特点,是宇航工业应用最为广泛的金属结构材料。铝合金焊接结构在航天制造领域起着举足轻重的作用,但铝合金较活泼、表面易氧化、线膨胀系数大[2],熔焊过程易产生气孔、夹钨、裂纹等缺陷,搅拌摩擦焊过程易产生隧道孔、高密夹杂、未焊透等缺陷,这些缺陷如果未被有效识别,可能会造成产品报废,甚至导致航天器飞行失败。射线检测是焊缝内部缺陷检测的主要手段[3-7],主要采用传统胶片透照方式,但该技术存在过程复杂、劳动强度大、效率低、环境污染、底片保存困难等问题[8-10],正逐渐被数字射线技术所替代。数字射线检测因其具有实时成像、数字存储、远程评片等优点,是射线检测技术的发展趋势[11]。但目前国内工程应用的经验不多,尚处于研究阶段,主要受限于国内尚无成熟的数字射线检测标准,尤其对于数字射线检测和传统胶片检测结果的等价性评价尚未被充分认可。
该文研究了数字射线检测工艺方法,并通过DR和胶片射线检测(RT-F)方法比对,验证DR焊缝检测的可靠性。
1 数字射线检测基础
数字射线检测技术泛指可获得数字化图像的全部射线检测技术,主要分为3种:直接数字化射线检测技术、间接数字化射线检测技术、后数字化射线检测技术[12]。DR属于直接数字化射线检测技术,采用分立辐射探测器(DR成像板)代替胶片,完成对射线的探测和光电转换,并检测出被检材料完好部分与缺陷处的射线强度变化,同时完成图像数字化,直接获得数字检测图像,进而判定材料内部是否存在缺陷。DR数字射线检测和常规胶片射线检测获得图像过程对比示意图,如图1所示。

图1 数字射线检测过程示意
由于探测器与胶片物理机理存在差异,因此在图像成像质量的影响因素上也体现出不同的指标,见表1。数字射线图像对比度和胶片透照一样,反映图像识别厚度差的能力。通常采用线型像质计灵敏度评价,对比度越大,细小特征越容易被检测出。不同的是数字射线检测时,还需要采用双线型像质计评价图像空间分辨率,用来表明探测器所能分辨的检测工件数字图像中单位长度上两个相邻细节间最小距离的能力。

表1 数字(胶片)射线检测图像质量控制参数
分辨率越高,系统识别的图像细节越清晰。对比度和分辨率成反比关系,检测时两者要均衡考虑。
2 试验方法
2.1 检测设备
数字射线检测系统一般由X射线机、数字探测器阵列、计算机系统、检测软件系统、检测工装、安全机构等组成。其中X射线机的焦点尺寸和数字探测器的像素尺寸直接影响检测图像质量。为开展数字射线检测试验,该文采用的射线机焦点尺寸为2 mm,数字探测器像素尺寸为139 μm,检测系统如图2所示。

图2 数字射线检测系统
2.2 试件制备
运载火箭贮箱产品大量采用铝合金熔焊和搅拌摩擦焊2种焊接方法,其中熔焊缝常见缺陷为气孔、夹杂、裂纹,搅拌摩擦焊缝典型缺陷为孔洞、夹杂、未焊透。为此,分别制备2种铝合金焊接试板,并预置气孔、夹杂、裂纹、孔洞、未焊透等主要缺陷,开展缺陷检测试验,如图3所示。
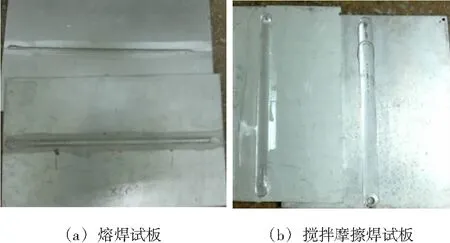
图3 铝合金焊接试板
2.3 试验过程
采用ISO 19232-5/EN-462-5双线型像质计,对试验选用的数字射线检测系统进行空间分辨率测试,如图4所示。测试时将双线型像质计紧贴在数字探测器表面中心区域放置,且保证像质计的金属丝应与探测器的行或列成 2°~5°夹角,射线源至探测器表面的距离为1 m,透照电压90 kV,采集检测数字图像,观察图像中可识别的线对来测定系统最小分辨率。

图4 双线型像质计
开展数字射线检测灵敏度试验。针对影响数字射线检测灵敏度的管电压、管电流、曝光时间、放大倍数、透照厚度等关键工艺参数,设计正交试验,选取不同的参数对试板进行检测试验,分析工艺参数对检测图像灵敏度的影响,得出适合铝合金焊缝DR数字射线的检测工艺参数,并验证图像灵敏度与GJB 1187A像质要求规定的符合性。
开展典型缺陷的数字射线检测和常规胶片透照比对试验。通过对典型缺陷图像中缺陷性质、缺陷尺寸进行分析比对研究,分析数字射线检测的缺陷检出能力,验证数字射线检测结果的可靠性。
3 试验结果
3.1 系统空间分辨率
双线型像质计检测图像如图5所示,通过图像可以看出,至少能识别8D丝,8D丝对的丝径为0.16 mm。计算得此时分辨率为3.6 p/mm,即1 mm宽度内能分辨清楚的线对数为3.6个,满足焊缝检测要求。
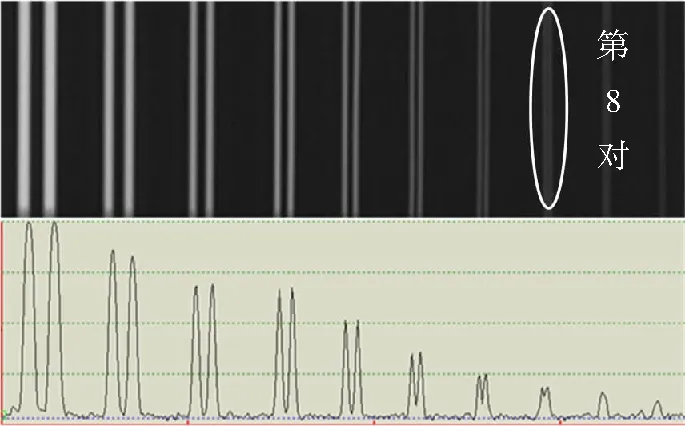
图5 系统空间分辨率检测结果
3.2 图像灵敏度
管电压:指在射线透照时所使用的kV值,其代表射线穿透物体的能力。数字射线具有较大的宽容度,试验表明,管电压在65~90 kV时,透照厚度8 mm的铝合金焊缝不但检测灵敏度满足要求,而且图像对比度、清晰度、宽容度均能达到要求,如图6所示。实际检测时,在保证穿透厚度前提下,应尽量选择较低电压,当检测不等厚度工件时可适当提高电压。
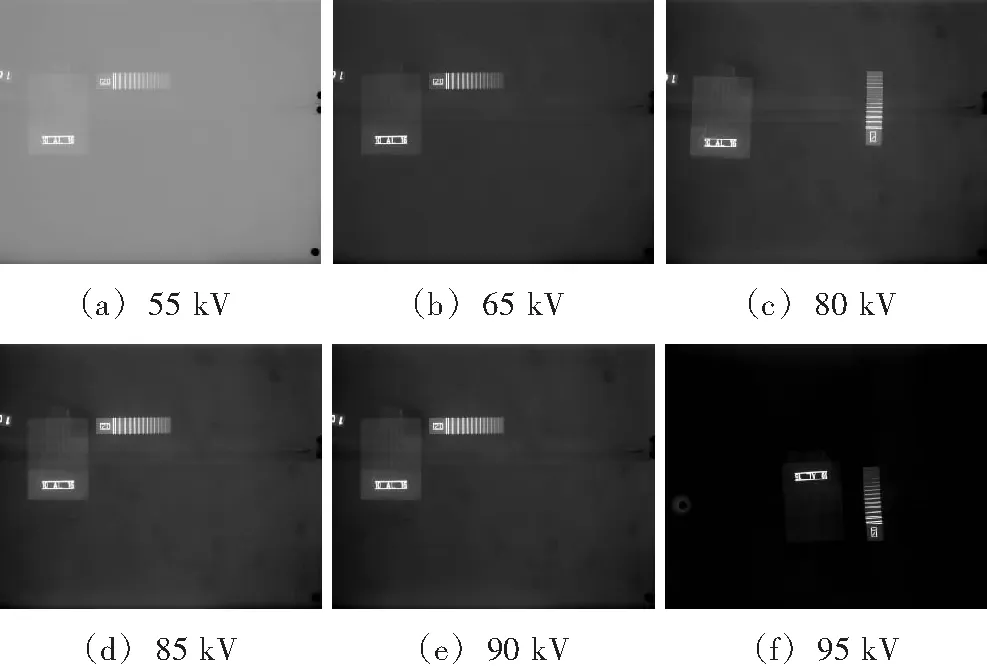
图6 管电压对图像质量的影响
管电流:指在射线透照时所使用的mA值,管电流和曝光时间的乘积为曝光量,其代表射线穿透物体的能量大小。当管电流过低时,会出现曝光不足,图像噪声严重,检测工件的细节和缺陷淹没在噪声中。增大管电流可以提高图像的信噪比,但管电流过大又会导致曝光过度,通常根据透照厚度不同选取3~5 mA电流即可,如图7所示。通常在满足图像质量、检测速度要求的前提下,应尽量选择较低的电流。

图7 管电流对图像质量的影响
曝光时间:既反映了数字图像的采集时间,直接决定着检测效率,又反映了数字图像的采集帧数,多帧图像的叠加有利于数字图像降噪,决定着图像质量。实际检测时,随着曝光时间增加,采集帧数增加,图像质量不断优化,换来的是检测周期变长,因此,确定曝光时间应综合考虑图像质量与生产周期的影响,在保证图像质量的前提下兼顾检测速度。如图8所示,经综合考虑确定20 s为最佳曝光时间。
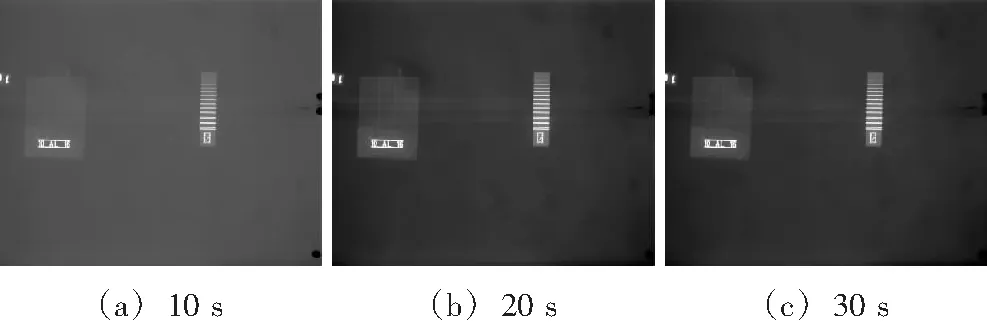
图8 曝光时间对图像质量的影响
放大倍数:对于数字射线检测技术,当射线源焦点尺寸小于探测器固有不清晰度时,可以采用放大透照方式以获得最高的空间分辨率,放大倍数定义为:
(1)
式中:M为几何放大倍数;F为射线源至探测器的距离;f为射线源至物体距离。因此理论上,对于给定的探测器,应存在最佳放大倍数,可使检测图像获得最高的空间分辨率,最佳放大倍数定义为:
(2)
式中:M0为最佳放大倍数;UD为探测器固有不清晰度;φ为焦点尺寸。可见,对于给定的探测器,只有采用焦点尺寸较小的射线源,才能选用较大的放大倍数透照,若射线源焦点尺寸较大,只能采用放大倍数近似为1.0的透照布置。因此,数字射线检测可结合微焦点射线源获得较高的空间分辨率。表2列出了139 μm探测器和2 mm焦点射线源检测时的放大倍数与图像分辨率关系的测定结果。
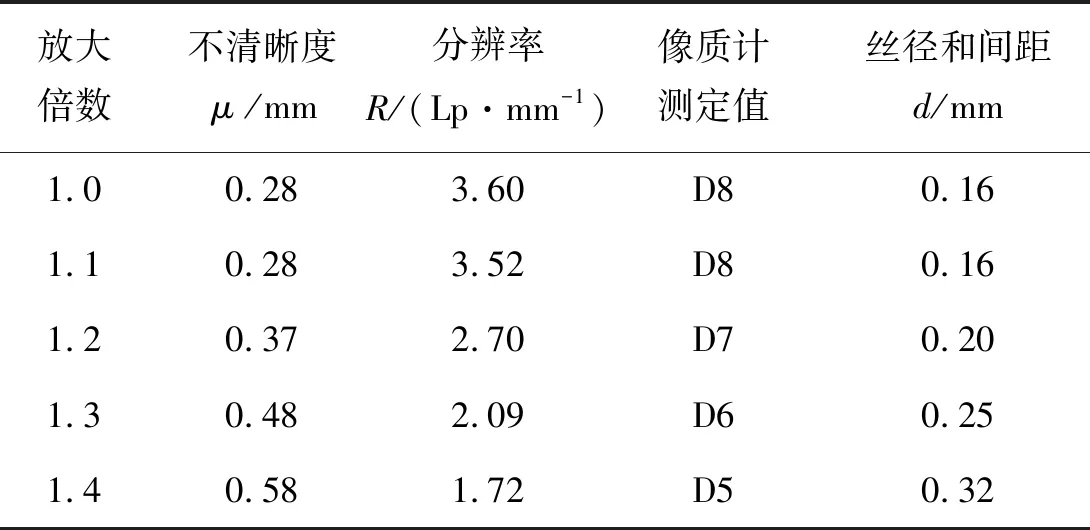
表2 放大倍数与图像空间分辨率
从表2中可以看出,该文试验选用的检测设备应采用放大倍数近似1.0的透照方式,可获得最高的空间分辨率,如图9所示。

图9 曝光时间对图像质量的影响
综上分析,通过观察检测图像中的像质指数及图像黑度等综合评断,采用表3所示参数时,能够得到较优的灵敏度。

表3 数字射线检测参数
综上所述,选用推荐参数(2号)透照8 mm试板,获得的检测图像如图10所示,检测图像灵敏度像质指数15(0.125 mm线径),图像空间分辨率双丝像质计可达到8D。按照GJB 1187A—2001《射线检验》标准,A级检测技术要求像质指数13(0.20 mm线径),可见检测灵敏度优于标准要求。
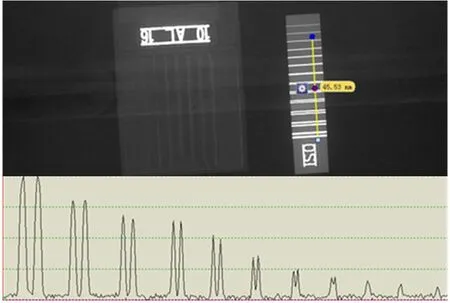
图10 数字射线检测图像
3.3 缺陷检测试验
按表2、表3推荐的透照方式和检测参数,分别对铝合金熔焊试板和搅拌摩擦焊试板进行数字射线检测(DR)和常规胶片透照(RT-F)试验,获得典型缺陷检测图像,如图11和图12所示。通过典型缺陷检测图像对比可见,DR数字射线检测法与常规胶片透照检测法在显示缺陷的尺寸、分布、基本形貌和缺陷性质方面是完全一致的。缺陷尺寸对比统计见表4和表5,38处缺陷数字射线图像中缺陷测量值与胶片透照底片测量值平均误差为1.65%,最大误差在5%以下。综上所述,DR数字射线具有较好的厚度宽容度,当图像分辨率达不到要求时,可通过增加曝光量来提高图像灵敏度,以补偿由于不清晰度达不到要求而引起的对比度灵敏度降低,只要控制好DR数字射线的对比度和分辨率,即可获得和胶片透照一致的检测结果,满足工程化应用要求。
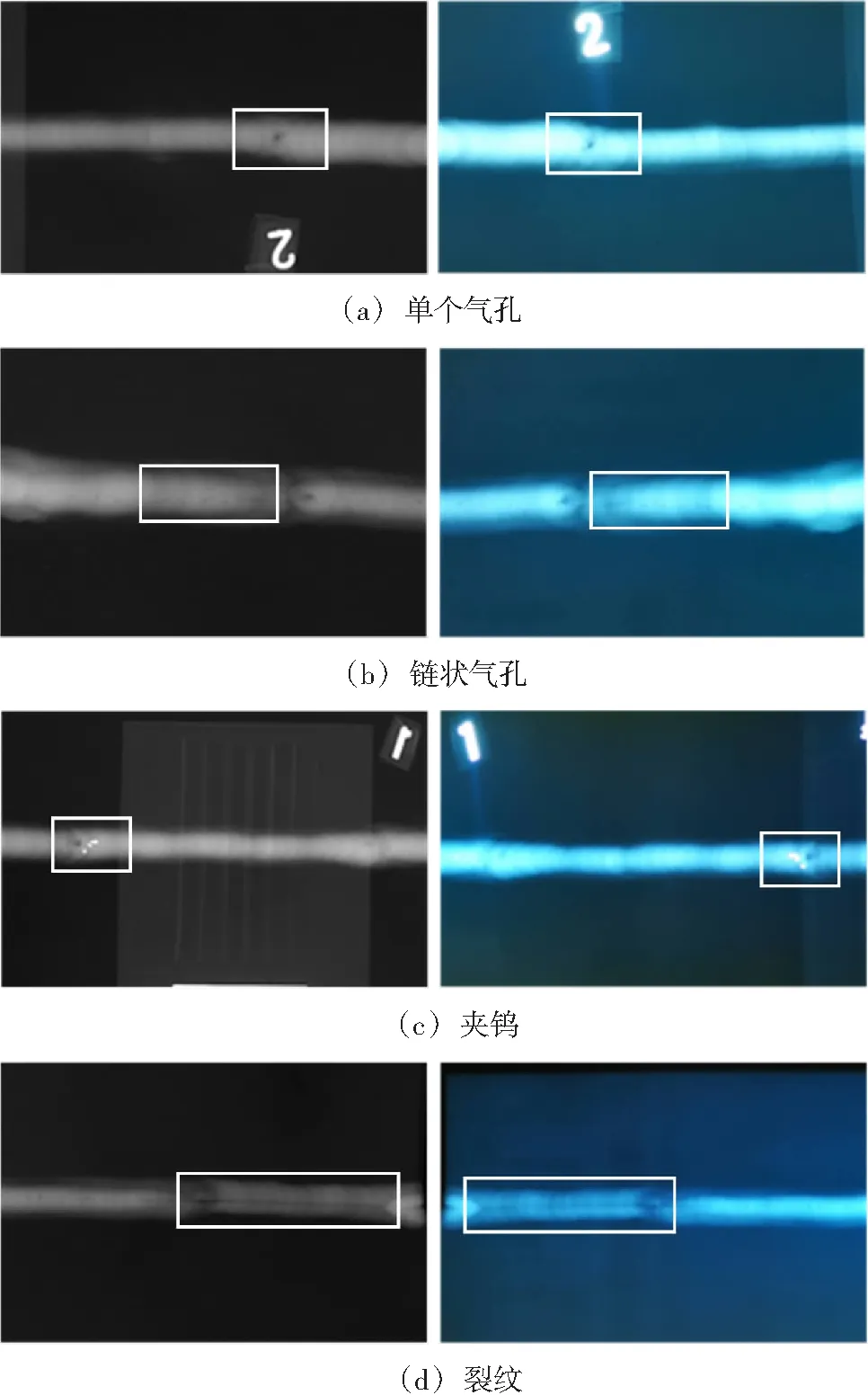
图11 熔焊DR(左)与RT-F(右)缺陷图像对比
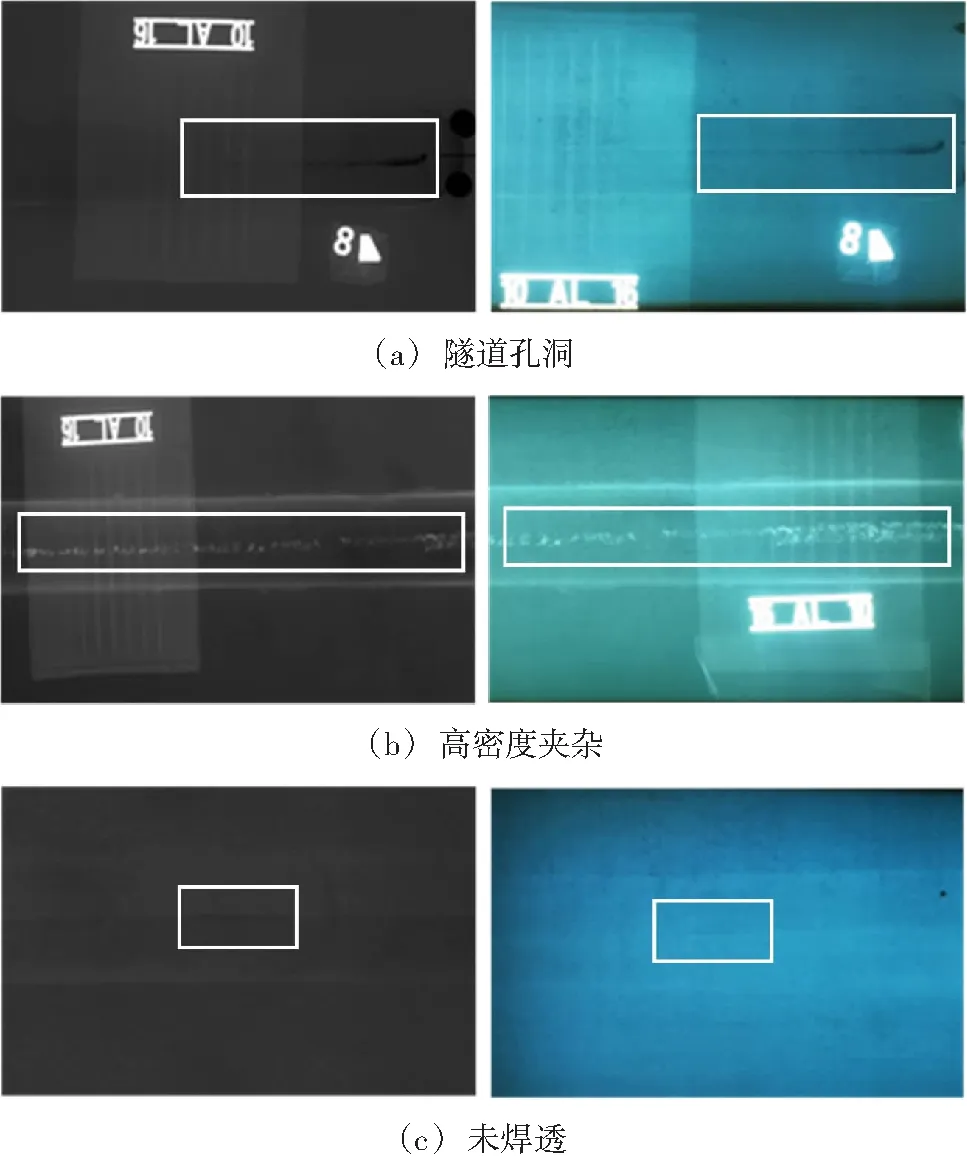
图12 搅拌摩擦焊DR(左)与RT-F(右)缺陷图像对比
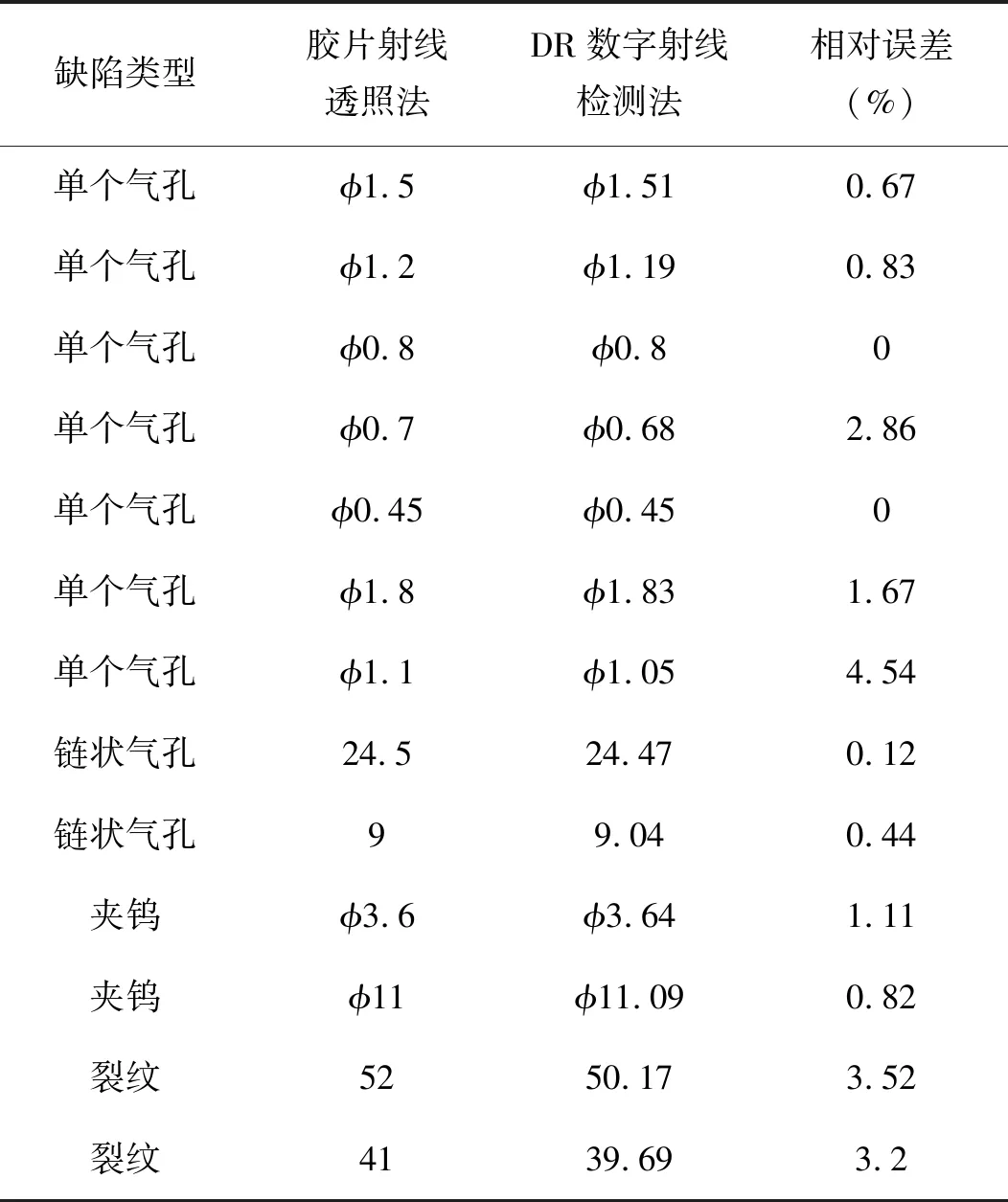
表4 熔焊焊缝缺陷尺寸(直径和长度)对比 mm
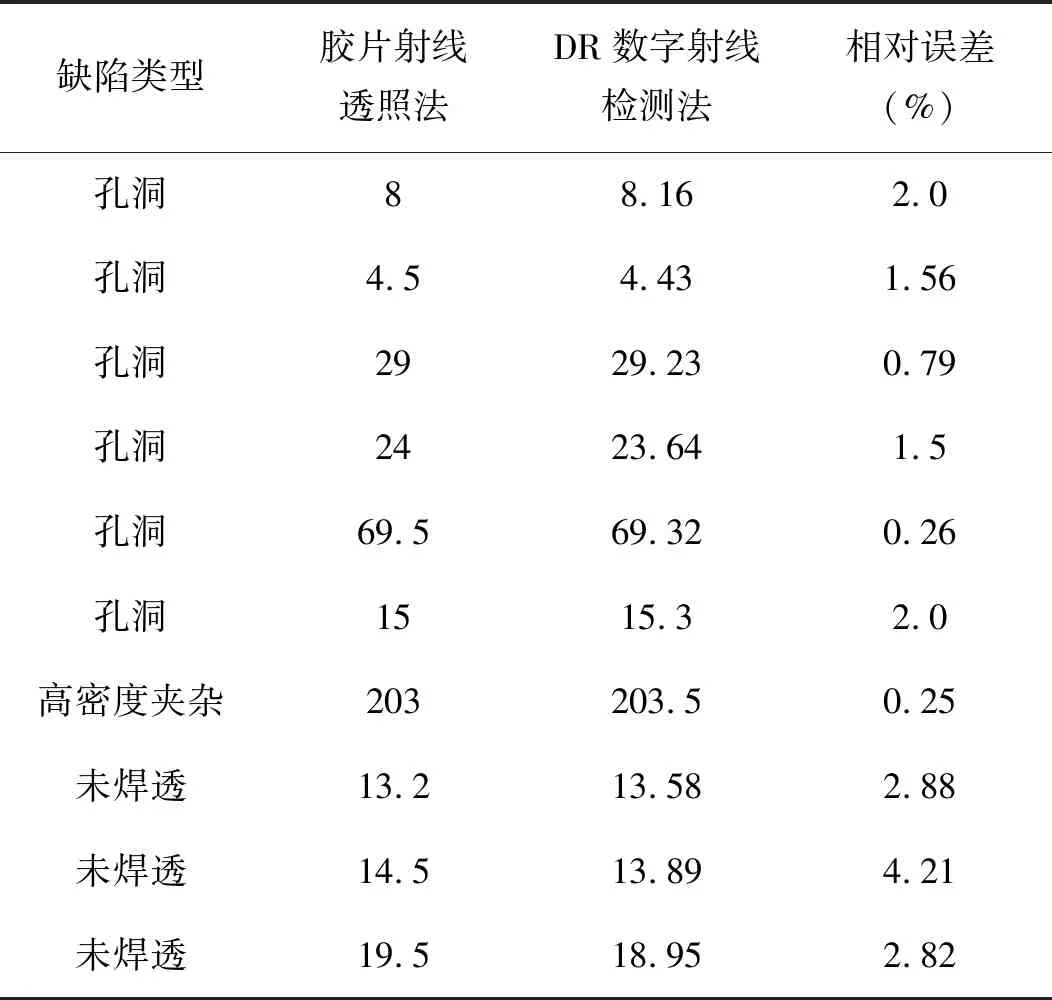
表5 搅拌摩擦焊焊缝缺陷尺寸(长度)对比表 mm
4 结论
(1)分析了管电压、管电流、曝光时间、放大倍数等影响数字射线检测灵敏度的关键工艺参数,并通过DR数字射线检测工艺试验,获得铝合金焊缝DR数字射线检测推荐工艺参数,其检测灵敏度满足GJB 1187A标准A级要求。
(2)对比了铝合金熔焊和搅拌摩擦焊典型缺陷的数字射线图像和射线底片图像,缺陷的位置分布、形貌特征、种类性质是完全一致的,缺陷尺寸测量值最大误差小于5%。可见,DR数字射线的缺陷检出能力与胶片透照是一致的,结果可靠。
