阀门球芯316L不锈钢小空间TIG焊接工艺
2021-05-07马军王学朋戚延泽李虎生汤洪淝
马军,王学朋,戚延泽,李虎生,汤洪淝
(1.吴忠仪表有限责任公司,宁夏回族自治区 吴忠751100;2.哈尔滨工业大学,先进焊接与连接国家重点实验室,哈尔滨 150001)
0 前言
随着人们日益增长的生活条件,工业制品、航空航天、汽车、船舶等多个方面都有着长足的进步。它与人们的生活逐渐相关,例如用于水管和液化石油气炉的减压阀,各种机械设备,例如内燃机、压缩机、气动变速箱、泵、波压变速箱、车辆,船舶和其他机械设备不可缺少的组成部分。通常,用于含有腐蚀性的液体的阀门用塑料、不锈钢、耐蚀合金(如铜镍钼合金、钛合金和铅合金等)或用铸铁等耐蚀材料制造。球阀在管道上主要作用为切断、分配和改变介质流动方向。在正常生产中,由于球阀内部的焊接质量需求,通常采用传统的TIG焊接方法,但是传统的手工焊接方法往往被球阀的内部结构、焊接位置、焊接工艺等各种因素影响了焊后焊缝的质量和性能,并且经常打开和关闭阀门,切换高压和低压,并且交替从高温到低温的时间等,还需使球阀焊接位置具有一定的硬度要求。最重要的是焊接空间比较狭长,寻常的焊接方法难以达到所需施焊的焊接位置,所以效率也相对较低。为了提高球阀焊接效率及焊接质量,哈尔滨工业大学先进焊接与连接国家重点实验室研制一种适用于球阀内小空间焊接的TIG焊枪焊接316不锈钢球阀,且制定了可行的焊接工艺[1]。
1 试验材料及设备
球芯直径240 mm,孔口直径150 mm,孔口高度190 mm,质量30 kg,球心及阀体材质见表1。试验材料不锈钢板材是厚度为4 mm的022Cr17Ni12Mo2,不锈钢焊丝选择316L不锈钢焊丝,焊丝直径为φ0.8~φ1.6 mm,主要力学性能见表2。由于焊接的内部空间特别狭小,需要设计能够进入球芯内部且具备自动送丝功能的TIG焊枪。
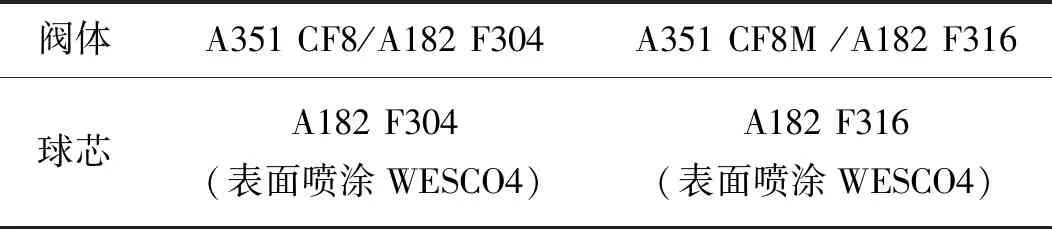
表1 球芯材质

表2 316L不锈钢主要力学性能
试验前需要清理流道口表面的杂质及在不锈钢板材的边源部位开坡口,以加大熔深,在试验过后观察焊缝的形貌,进行焊接工艺优化,在无明显的焊接缺陷情况下将得到的试件进行金相检验及力学性能测试[2-5]。
优化TIG焊流道口的焊接工艺参数。分析不同的焊接工艺参数下(焊接电流,行走台车的行进速度,SB10C/D双驱送丝机的送速度以及焊接过程中焊机Panasonic YC-500wx4N的输出功率)的焊接接头性能,分析各工艺参数对焊接接头的影响,优化工艺。
焊接材料为5 mm厚不锈钢板,在清理完成后,满足V形焊缝的需要打磨焊材边缘部分开1 mm倒角,加强焊接质量。根据球阀内壁直径计算出符合内经空间尺寸的流道口尺寸,使用电火花线切割进行切割边缘部分。提前将板材进行十字焊接点固防止焊接时变形,除了垂直于板材的两端进行了点固外上下两端也进行了填丝点固,以防止多道焊缝热量高输入引起的变形增大刚性。然后再与球形件进行焊接,点固球芯焊接结构模拟如图1a所示,内部流道口十字板如图1b所示。
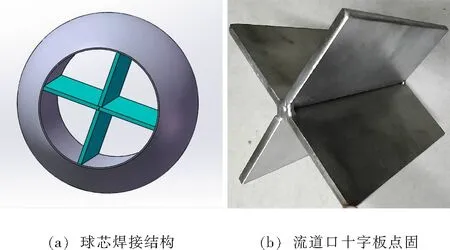
图1 球芯焊接结构和流道口十字板
按照表3的焊接工艺参数焊接后(保护气体为98%Ar+2%CO2),试件的变形量非常小,对变形的抑制作用,角变形量为0.085 mm,所形成的焊缝没有飞溅、咬边、焊穿等焊接缺陷。

表3 焊接工艺参数
2 焊接工艺
调节球阀整体垂直度使电弧高度稳定,焊缝均匀。由于球形阀门焊接时会有较大的焊接热输入,热影响易导致变形及裂纹的产生,因此研究焊接顺序十分重要,为了确保球形阀门焊接变形量最小,采用焊接顺序遵循对称焊接,焊缝焊接顺序如图2所示。
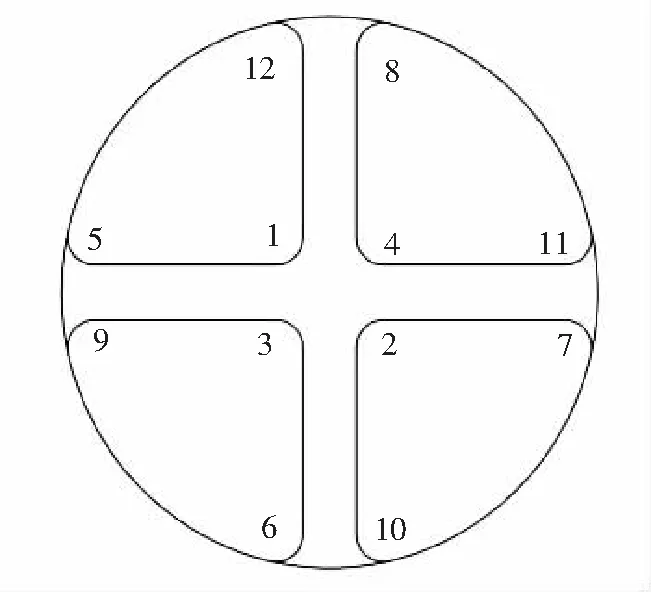
图2 焊缝焊接顺序
2.1 焊接电流对流道口焊缝成形的影响
根据板材的厚度尺寸先预测焊接电流的大小,基值电流为200 A,脉冲电流为320 A,再增加几组试验,每组电流增大幅度20 A,调整后的焊接电流见表4,其他保持不变的参数见表3。改变其中一组变量,在这个过程当中材料内部所产生的变化及应力变形都是由材料本身的热胀冷缩的这一特性所导致。在焊前和焊后,必须对焊缝和热影响区进行清理,目的是清理焊缝周围的水分、油污等杂质,保证焊缝性能。为了保证焊接质量,确保反面熔敷金属不被氧化,加入拖罩需用氩气始终保护[6]。焊前准备完成后,可用丙酮清洗坡口处的油污等杂质,焊中每完成一道焊缝,使用不锈钢丝刷对焊缝处的焊渣和氧化皮进行清理。
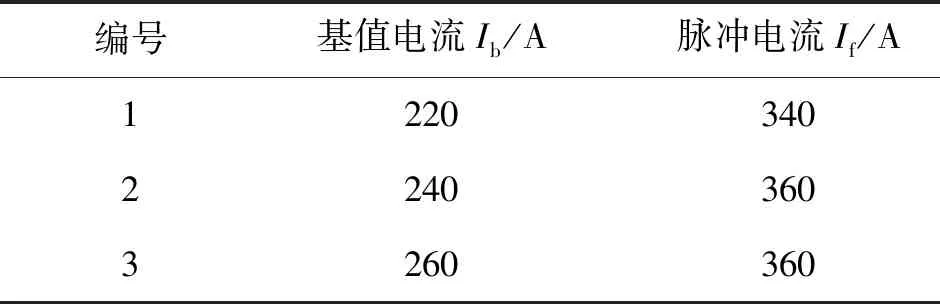
表4 调整后的焊接电流
在焊接过后得到了截然不同的3组试验效果如图3所示。1号焊接电流过小,出现了明显的余高过大等焊接缺陷,如图3a所示;2号焊缝成形达到初期目的,如图3b所示;3号焊接电流过大出现了过烧,咬边等缺陷,如图3c所示。因此可知,功率对变形值的控制有着至关重要的作用[7]。
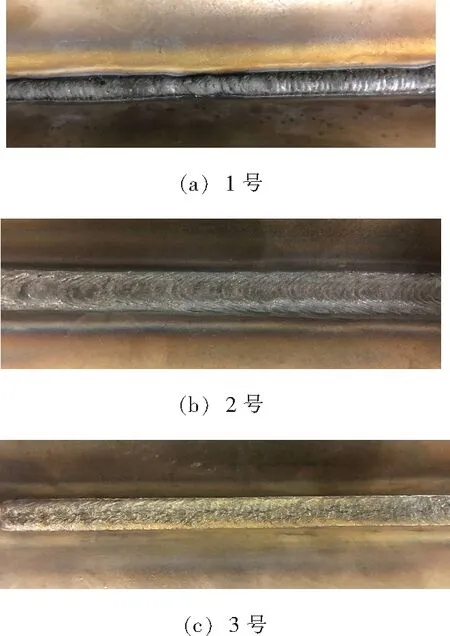
图3 调整焊接电流后的试验效果
2.2 焊接速度对不锈钢薄板焊缝成形的影响
在相同功率下,无法判定在速度上升的过程中,是否存在先降低再升高的情况,所以利用单一变量法来进行补充试验,并且测量焊接完成之后的变形量结果,加入脉冲后电弧收缩及电弧力也相应增大,同时电弧作用面积减小,电弧能量密度更集中,从而提升焊接生产效率。调整后的焊接速度见表5,其他保持不变的参数见表3,进行3组焊接试验。
表5 调整后的焊接速度
4号焊接速度过快,出现了烧穿、未熔合等缺陷;5号焊接速度过慢,出现咬边、下塌等缺陷;6号焊缝表面成形良好,焊接结果如图4所示。

图4 宏观焊缝表面成形良好
3 结果与讨论
为了对比焊接工艺及质量的成果,为此增加了普通手工焊接的对比试验(焊接工艺参数不变)便于观察及研究焊接接头的微观组织,将在焊接完成后的不锈钢板上采取使用数控电火花线切割机切割金相检验所需的试件,金相试件的线切割方向,焊缝处取样制备金相试件,进行金相组织观察、硬度分析等,然后分析其及宏观组织结构特性。
3.1 腐蚀分析
该次试验所使用的是316L奥氏体不锈钢,试样磨光依次采用180号、320号、600号、1 000号、1 200号、1 500号、2 000号水磨砂纸磨光→试样抛光采用1.5 μm粒度的金刚石喷雾抛光剂抛光)→抛至试样表面光亮无划痕后吹干。金相试样制备的关键在于316L奥氏体不锈钢材质较软,抛光时需控制好湿度和力度,磨抛时采用多道水磨砂纸打磨后用较轻力度短时间抛光[8]。金相试件首先需要进行化学试剂的腐蚀之后将已抛光过后的试件进行腐蚀试验,实验时选择的腐蚀溶液是:5 g FeCl3+ 50 mL HCl + 100 mL H2O。
试件分别采取具体腐蚀条件对抛光之后的试件进行腐蚀处理,腐蚀效果将采取光学显微镜进行拍照分析及手工焊、自动焊方式的金相高倍照片对比如图5所示。
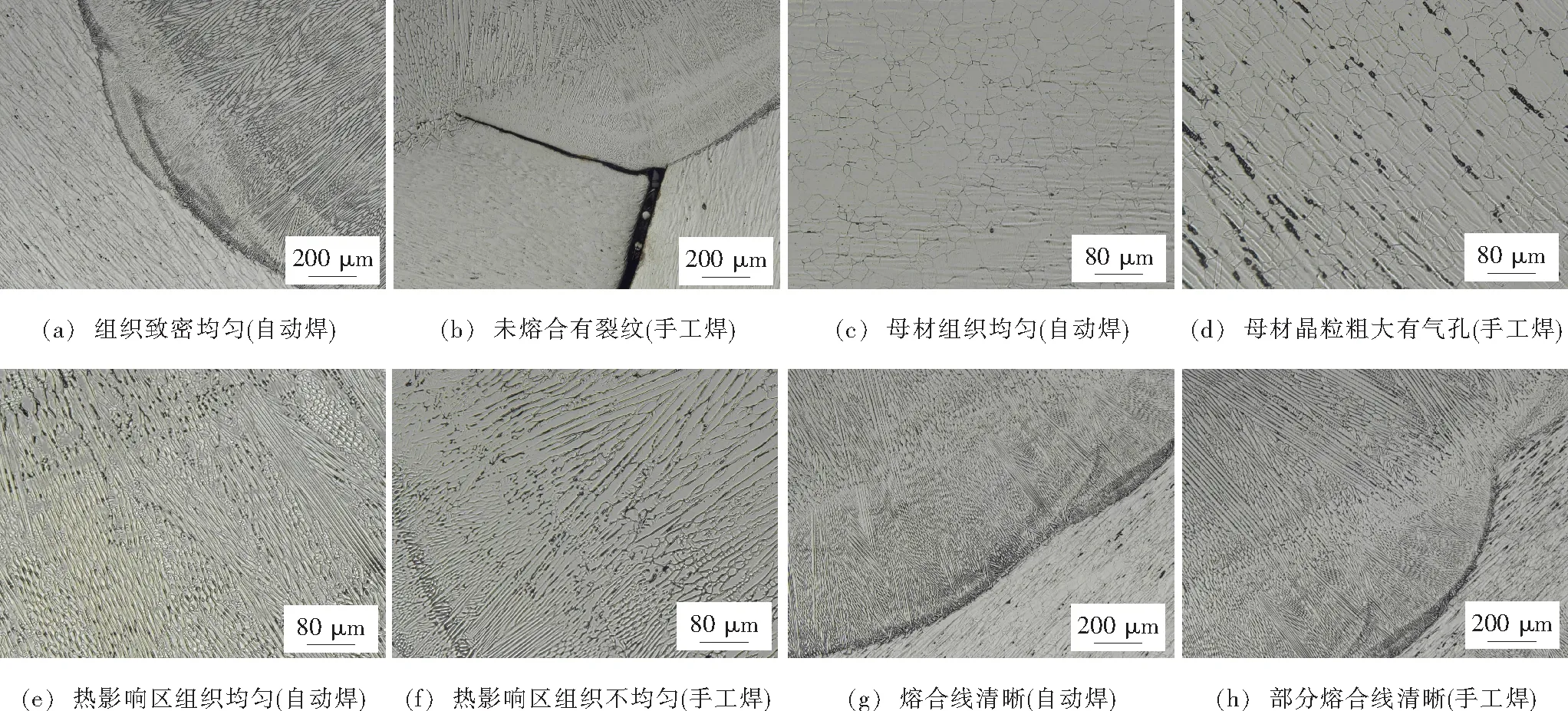
图5 试件腐蚀后所得到的金相照片
由金相照片可以看到,奥氏体不锈钢焊缝金相试样经过不同工艺处理后得到金相显微组织。可以看出奥氏体不锈钢焊缝的焊态试样主要由奥氏体和铁素体两相构成,其中灰白色枝晶为奥氏体基体,黑灰色的游离铁素体以非连续网状分布在奥氏体枝晶间,金相显微组织表现为典型的316奥氏体不锈钢的焊缝组织特征,当腐蚀时间没有超过1 min的时候,能够清楚的看到金相组织的显微照片,能看到清晰的晶粒与晶界。也可以很好的看到自动焊相对于手工焊的的优势。
3.2 力学性能分析
使用数字型显微硬度计分别在焊缝、熔合线、热影响区、母材处确定一条测试线,进行逐点测试,测试前进方向为:焊缝—熔合线—热影响区—母材,如图6所示。载荷为200 N,保持10 s维氏硬度,得到维氏硬度分布图如图7所示,热影响区和焊缝区域的硬度均大于母材硬度。
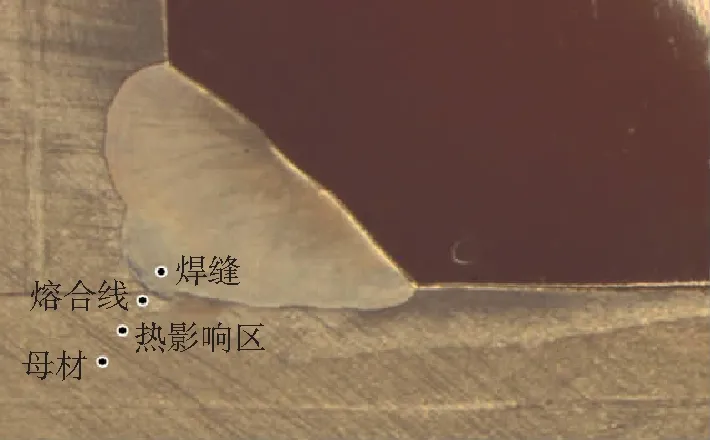
图6 硬度计打点位置图
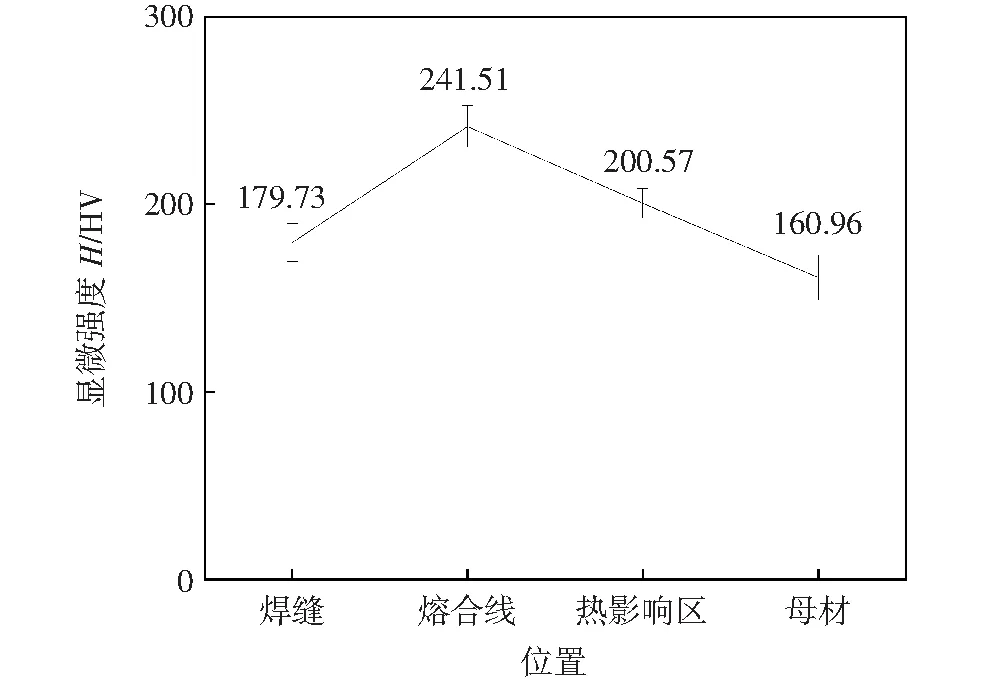
图7 维氏硬度分布图
4 结论
(1)316L不锈钢阀门球芯焊接过程中,焊接工艺参数对焊缝变形的影响最大,其次是保护气体,最后是对变形量的控制;经过相应的试验与分析,对于该次试验所形成的焊缝所使用的最佳焊接工艺参数为:基值电流为240 A、脉冲电流为360 A、脉冲频率为1 Hz/s、焊接速度为2.6 mm/s、送丝速度为60 mm/s、保护气体流量为5 L/min。
(2)母材的硬度值最低,焊缝的区域明显加强,其它区域达到预想的硬度要求。
(3)焊缝周围的组织分布较好且均匀,说明在焊接过程中保护效果较好。不锈钢焊接工艺参数的确定,为以后的大批量焊接提供了技术保证,安全性得到了有效的提升。
