中间辊锻件缺陷性质及原因分析
2021-04-30赵学谦陈远博王明飞毛宽亮宋亚虎
赵学谦 陈远博 王明飞 毛宽亮 宋亚虎 王 博
(中信重工机械股份有限公司计量检测中心,河南471000)
中间辊锻件采用电渣钢锭锻造,材质为MC5B,采用25 t电渣钢锭锻造2件,其中冒口端的一件毛坯无损检测时发现辊身大圆0~500 mm范围存在大面积环带状缺陷,最大当量∅5 mm,分布中心∅400 mm,如图1所示。其余部位无损检测合格,水口端加工的毛坯无损检测未发现超标缺陷,无损检测结果合格。在缺陷严重的部位锯切∅770 mm×25 mm试片,将试片分割后进行缺陷性质分析。
1 理化分析
1.1 低倍试验
将试片进行热酸蚀,放置一定时间后观察,酸洗后的试片如图2所示。在低倍试片上发现存在轻微的点状偏析,级别为1.5级;在距表面约R/3和R/2处,发现两处裂纹,裂纹位于偏析上,表现为半网状,有一处裂纹锈蚀比较严重,如图3所示。除此之外,在低倍试片上未发现疏松、夹渣等其他类缺陷。
1.2 化学成分分析
在靠近缺陷的部位取样进行化学成分和气体含量的检测,检测结果见表1,从表1中的数据可以看出,试片上合金元素Ni、V的含量与规范值略有偏差,但是满足标准GB/T 222—2006中对化学成分偏差允许值的要求,所以化学成分检验结果合格。

图1 缺陷位置示意图Figure 1 Diagram of defect location

图2 低倍试片形貌Figure 2 Morphology of macroscopic samples
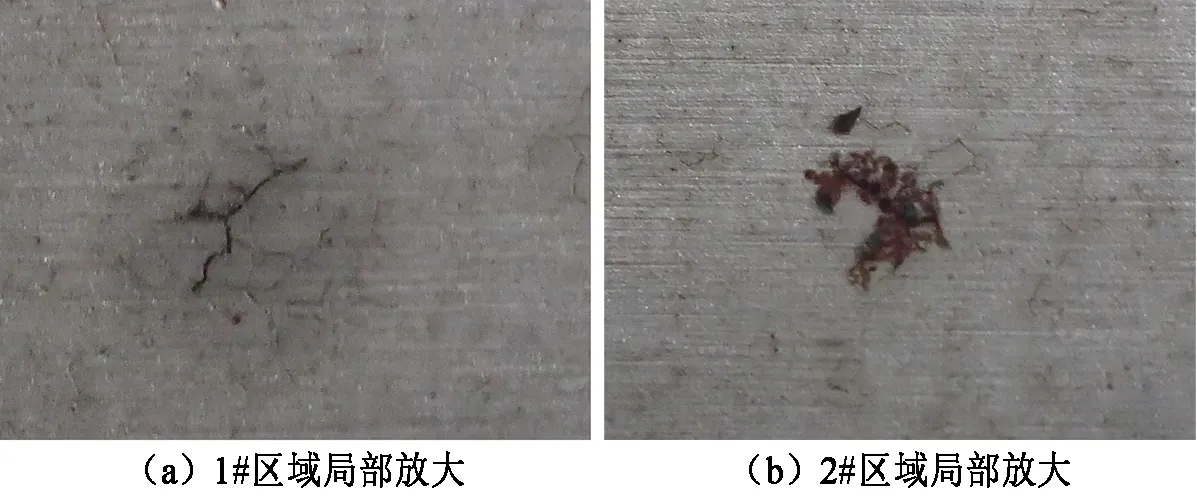
图3 缺陷显微组织Figure 3 Microstructure of defects

表1 化学成分检测结果(质量分数,%)Table 1 Chemical composition test results(mass fraction,%)

图4 1#区域试片断口形貌Figure 4 Fracture morphology of specimen in 1# area图5 缺陷局部放大形貌Figure 5 Partial magnification morphology of defect
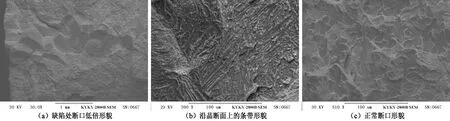
图6 断口形貌Figure 6 Fracture morphology
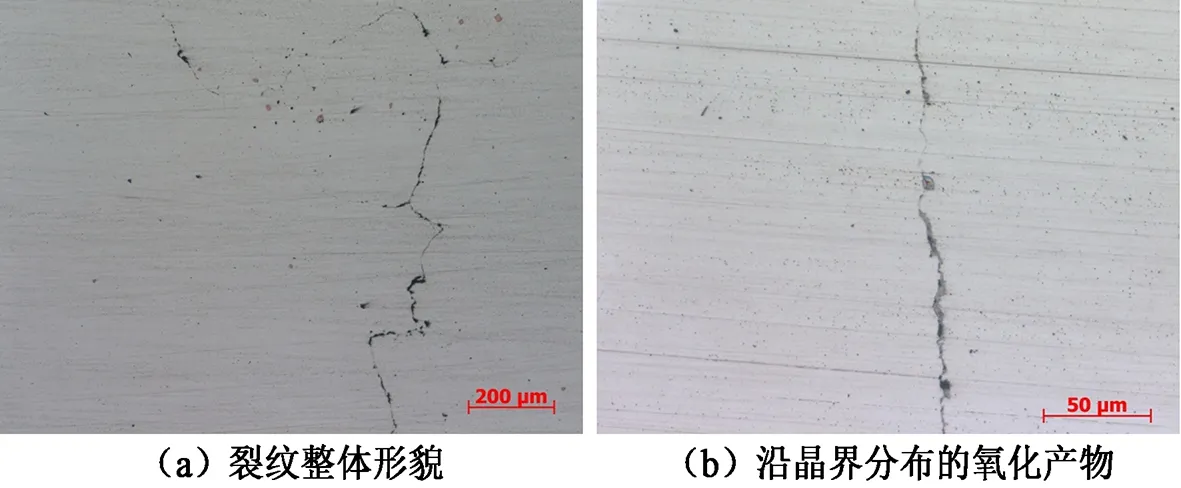

图7 夹杂物Figure 7 Inclusion图8 缺陷金相组织Figure 8 Metallographic structure of defect
1.3 宏观断口观察
取图2中1#区域所在试片,沿着缺陷背面开槽,压断口,断口形貌见图4,断口特征为结晶状,在断口左侧存在异常现象,经观察确认,该处即为低倍形貌上缺陷所在区域,从图5的局部区域放大形貌可以看出,该处的断口特征为石状断口形貌,该断口形貌的形成一般跟材料存在过热或过烧有关,在该位置取样进行电镜分析。
1.4 扫描电镜分析
将所取的断口试样在扫描电镜下进行观察,缺陷处断口特征为沿晶断裂,并发现沿晶断面上存在很多平行排列的条带特征,其他正常断口区域为准解理特征,如图6所示。
1.5 金相分析
在低倍试片上的2#缺陷区域处取金相试样,将所取试样磨制抛光后,在显微镜下观察,发现缺陷处有大量的夹杂物聚集,多为氮化物、硫化物等夹杂物,并且存在黑色或浅灰色的网状或半网状夹杂物,在高倍数显微镜下观察,该夹杂物沿晶界分布,分析认为此物质应该为该处轻微过烧后晶界氧化的产物,如图7所示。试样经4%硝酸酒精腐蚀后,观察其金相组织,如图8所示,从图中可以看出,裂纹附近碳化物偏析较正常区域严重,并有严重的沿晶分布的网状碳化物。裂纹缺陷位于点偏析的位置,裂纹大都沿碳化物网断续开裂,并且碳化物上有明显的氧化特征。
2 原因分析
通过以上理化分析可知,低倍试片上的缺陷性质为点状偏析区过烧;过烧主要与该区域的严重偏析有关,该钢锭为电渣重熔冶炼,杂质元素较少,比一般电炉冶炼钢锭的过热敏感度要高,过热倾向大;而偏析区域一般都是选分结晶最后的凝固区域,该区域一般都是C、S、P、Cr、Ni、Mo等元素的正偏析,由于S、P在晶界上偏聚,使晶界弱化,同时MnS夹杂的存在起到了预裂纹的作用。部分区域质点偏析严重是由于杂质、合金元素和碳的富集使得液相线降低,进而增加了钢的过热、过烧的敏感性。在锻造前加热及锻造过程中,在偏析区晶界处(特别是三角晶界)产生过烧,使晶界熔化,形成孔洞及裂纹。在随后的锻造过程中熔化处沿晶扩展,形成网络状裂纹。如果在锻造的过程中,加热温度稍有偏高,钢锭中偏析部位发生过热、过烧的概率就会增加,因此,容易在偏析区产生过烧现象。
点偏处过烧是电渣钢所特有的缺陷,这种缺陷尚未有彻底的方法解决,为了避免质点偏析区出现过烧,主要通过两方面来改进,一方面控制锻造加热温度,通过过烧试验,得到点偏处过烧的临界温度,将锻造加热温度控制在临界温度以下;另一方面,降低电渣重熔钢锭的质点偏析的严重程度,一般来说,生产优质的电渣锭应具备三个条件:1)液相的均质性;2)平静的熔池状态可减弱两相区对流热交换,抑制不希望的化学成分变化;3)平的结晶前沿,可减少偏析生成区。从工艺措施上来讲,可从以下几方面入手:1)合理选择电渣重熔熔速,熔化速率均衡稳定,保持熔池浅平;2)减少气体的产生,防止气孔的生成;3)增加渣量,改变电极熔化时的端部形状,增大熔滴与钢渣接触时间,同时可以减少电能冲击的影响;4)采用大充填比,减少电磁力,减弱电磁搅拌。在设备的选择上也需要加以注意,锻造时应选用炉温均匀性较好的炉台对辊坯进行加热,充分保证扩散效果;同时改变钢锭在加热炉中的摆放位置和装炉方式,以避免火焰直接喷射钢锭表面造成质点偏析区过烧。
3 结论
(1)该中间辊锻件缺陷性质为偏析区过烧;
(2)该缺陷的产生与点状偏析有关,在生产过程中可以通过控制电渣重熔工艺和锻造加热温度来避免此缺陷的产生。
