焊后热处理及长时热暴露对HT700高温合金摩擦焊接接头组织的影响
2021-04-22摩擦焊接接头组织的影响李博帅鲁金涛徐雅欣党莹樱张慧慧
摩擦焊接接头组织的影响李博帅, 朱 明, 鲁金涛, 徐雅欣, 党莹樱, 张慧慧
(1. 西安科技大学 材料科学与工程学院, 西安 710054; 2. 西安热工研究院有限公司 国家能源清洁高效火力发电技术研发中心, 西安 710032; 3. 西北工业大学 材料科学与工程学院, 西安 710072)
惯性摩擦焊接是利用材料接触面之间相对运动所产生的摩擦热使待焊件接触面及其附近区域材料达到软化状态并迅速顶锻,在热力的持续作用下产生连续的塑性变形、原子扩散和动态再结晶,获得致密锻造组织的焊接技术[1]。由于惯性摩擦焊会在狭小的焊接区造成很大的温度梯度,使焊接区组织变化明显,但由于热影响区小,不会产生热应力和变形,在航空航天、电力、核能、机械制造和交通运输等领域应用广泛[2-3]。但是,采用摩擦焊接技术产生的焊接接头在焊缝处容易发生动态再结晶而形成细小的等轴晶粒,从而导致焊缝区强度和显微硬度明显下降,这一现象在需要时效强化的镍铁基高温合金摩擦焊接接头中非常明显[4]。
焊后热处理是改善摩擦焊接接头组织结构从而改善和优化其各项性能指标的重要手段之一[5]。对于镍基合金而言,焊后固溶处理可以使γ′相及大多数碳化物溶解,以便在随后的时效过程中析出γ′强化相,其次可获得合适的晶粒度,保证其抗高温蠕变性能。中间热处理可以发生碳化物反应,在晶界析出呈链状分布的M23C6碳化物,可以阻止高温晶界滑移,提高了合金的强度和塑性。时效处理可以使析出的γ′相快速长大,时效温度越低,溶质元素在固溶体中的固溶度越低,γ′相析出越多。γ′相和基体保持一个很好的共格界面,即以共格方式镶嵌在γ基体中[6-7]。Xu等[8]研究了镍铁基高温合金摩擦焊接接头的组织演变和力学性能,结果表明在熔合过程中,焊缝区发生了动态再结晶和强化相的溶解,其中γ′相的溶解程度大于M23C6和MC碳化物,焊接接头由于γ′相的溶解而表现出相对较差的机械性能,焊后热处理后的微观结构可以通过晶粒生长和强化相的再沉淀而均匀化,抗拉强度提高。李彦默等[9]研究了700 ℃高温时效对S31042钢线性摩擦焊接接头组织和力学性能的影响,结果表明线性摩擦焊接中形成的再结晶晶粒和纳米级NbCrN相的稳定性较好,细晶强化和析出强化的综合作用使接头保持优异的高温性能,而焊缝区、热机械影响区及热影响区中不同类型的M23C6碳化物在时效过程中均发生粗化再结晶,晶粒没有发生明显长大。可以通过合理的焊后热处理工艺来控制焊接接头的显微组织,从而改善焊接接头的性能。
提高火力发电效率和节能减排的重要途径就是提高火力发电机组的工作温度和压力,因此对锅炉过热器和再热器管等电站机组中服役环境最为恶劣的部件提出更高的要求。这类部件需要满足:(1) 750 ℃下10万h持久强度不低于80~100 MPa;(2) 在烟气侧高温、高速煤灰冲刷腐蚀条件下运行20万h的腐蚀深度小于2 mm[10-11]。CCA 617、GH 2984和Inconel 740等镍基合金是700 ℃超超临界锅炉的备选合金,但是昂贵的价格、复杂的冶炼技术和热加工工艺限制了镍基合金在国内超超临界机组锅炉中的使用[12-13],所以需要设计新的合金以替代镍基高温合金。镍铁基高温合金容易加工,价格介于镍基合金与不锈钢之间,可以通过调节合金元素的种类和含量使其高温持久强度和抗氧化/腐蚀性能满足700 ℃超超临界机组锅炉的性能要求。
笔者以700 ℃超超临界机组锅炉用典型镍铁基合金HT700为研究对象,采用惯性摩擦焊接技术制备焊接接头。通过改变固溶热处理温度,研究了不同焊后热处理工艺对焊接接头组织及显微硬度的影响规律,以及在750 ℃下暴露8 220 h后焊接接头的组织演化规律。
1 实验材料和方法
1.1 实验材料及摩擦焊接工艺
所采用的HT700镍铁基高温合金制备工艺为真空熔炼+电渣重熔+均匀化处理+开坯+轧制。样品为直径25.5 mm、高120 mm的圆柱体,其化学成分见表1。实验所用摩擦焊机为C25连续驱动摩擦焊机-小型吨位(2.5-15T),焊接工艺参照ISO 15620—2000E 《焊接-金属材料的摩擦焊》进行,具体的摩擦焊接参数如下:旋转速度为1 500 r/min;轴向缩短长度为5 mm;摩擦压力为300 MPa;时间为5 s。

表1 HT700镍铁基合金化学成分
1.2 焊后热处理工艺制度
图1为摩擦焊接接头的热处理制度流程图。焊态样品标记为AW-1;热处理的样品标记为HT-1、HT-2和HT-3。HT-1样品在750 ℃条件下进行8 220 h热暴露,样品记为AS-1。
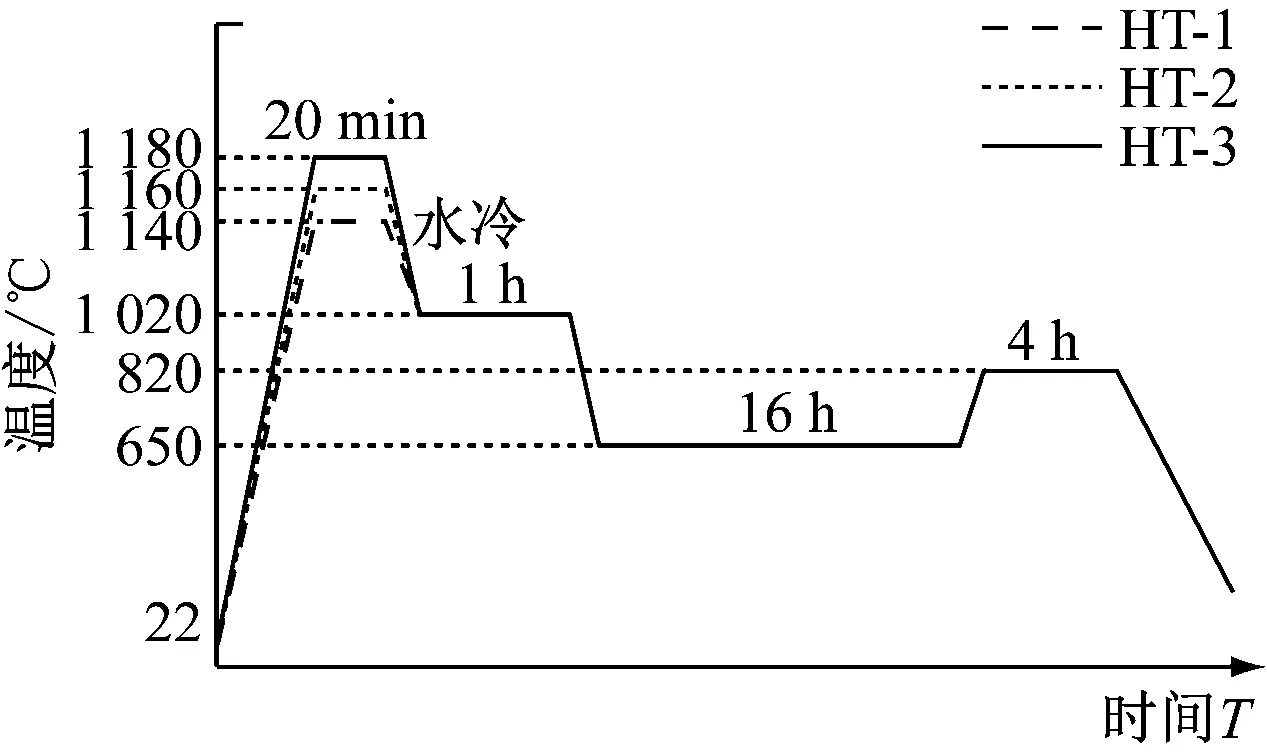
图1 HT700摩擦焊接接头热处理制度
1.3 焊接接头显微组织观察与显微硬度测试
采用金相镶样机将切割好的焊接接头进行镶样,利用800号、1 200号水砂纸对焊接接头切割截面依次进行打磨,使用尼龙抛光布和金刚石抛光膏进行抛光,再利用4 g CuSO4+20 mL HCl+20 mL H2O的混合溶液对抛光好的切割截面样品进行腐蚀,腐蚀时间为15 s,最后利用酒精超声清洗5 min。利用显微维氏硬度计(MICRO-586)检测焊接接头的显微维氏硬度,检测载荷为200 g,加载时间为10 s。样品的显微硬度取3次平行测试结果,其平均值为最终的显微硬度测试结果。采用直线截点法并对照GB/T 6394—2002 《金属平均晶粒度测定方法》计算焊接接头的平均晶粒直径。利用场发射扫描电子显微镜(Hitachi-S4800 FESEM)和金相显微镜(LeicaDVM2500)对腐蚀后的焊接接头组织进行观察。
2 实验结果与讨论
2.1 焊态与热处理态焊接接头金相组织分析
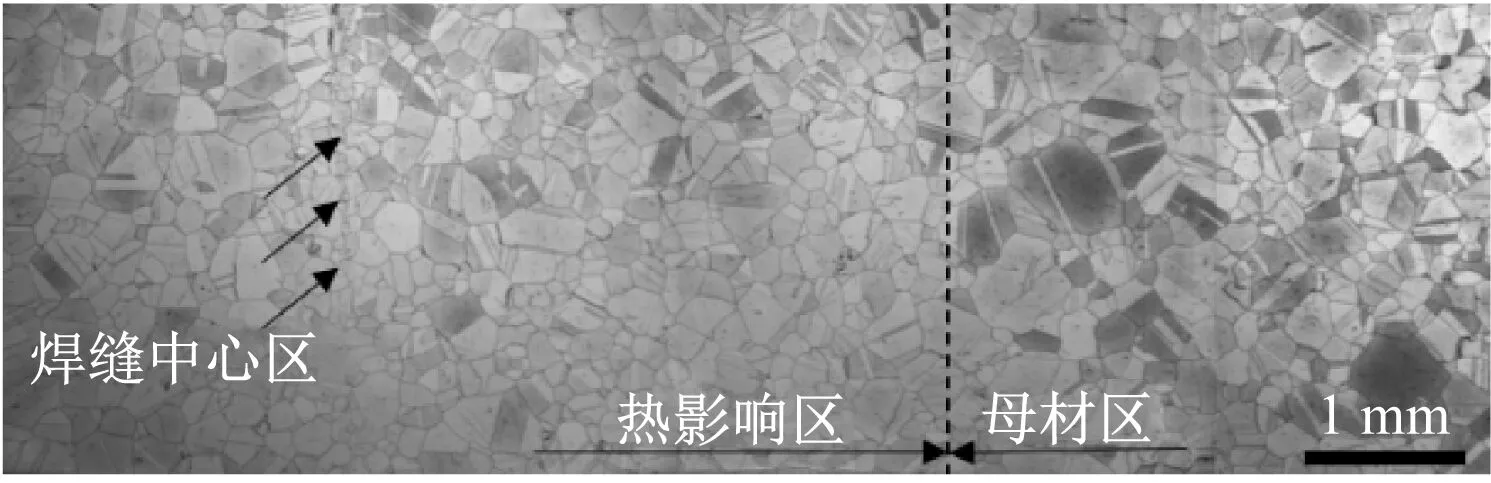
图2为HT700合金焊接接头焊态和经过不同热处理工艺后的金相组织。由图2可知,焊态样品AW-1(图2(a))焊缝组织可分为焊缝区和母材区,焊缝区可细分为焊缝中心区(很窄,图中仅表现为熔合线)、热机械影响区和热影响区。焊缝中心区和热机械影响区晶粒细小,呈现明显的应力作用下动态再结晶特征;热影响区和母材区呈现轧制态特征,原始晶粒粗大,沿着轧制方向被拉长,组织变形不充分。焊后热处理后(图2(b)、图2(c)和图2(d)),焊接接头组织可分为焊缝区和母材区,焊缝区可分为焊缝中心区和热影响区,热机械影响区与热影响区无法区分。图3给出了焊态和热处理态样品的平均晶粒粒径,HT-1、HT-2和HT-3的焊缝中心区平均晶粒粒径依次为40 μm、75 μm、和89.8 μm,热影响区平均晶粒粒径依次为65 μm、168 μm和179.6 μm,母材区的平均晶粒粒径依次为98.3 μm、179.6 μm和25 μm。由图3可以看出,随着固溶热处理温度的上升,晶粒粒径逐渐增大,热影响区逐渐变窄、同一焊接区域的晶粒度等级由小变大,即低温固溶处理晶粒度细且均匀,高温固溶处理晶粒度粗大且不均匀[14-15]。样品的不同区域晶粒直径由小到大依次为:焊缝中心区、热影响区、母材区。
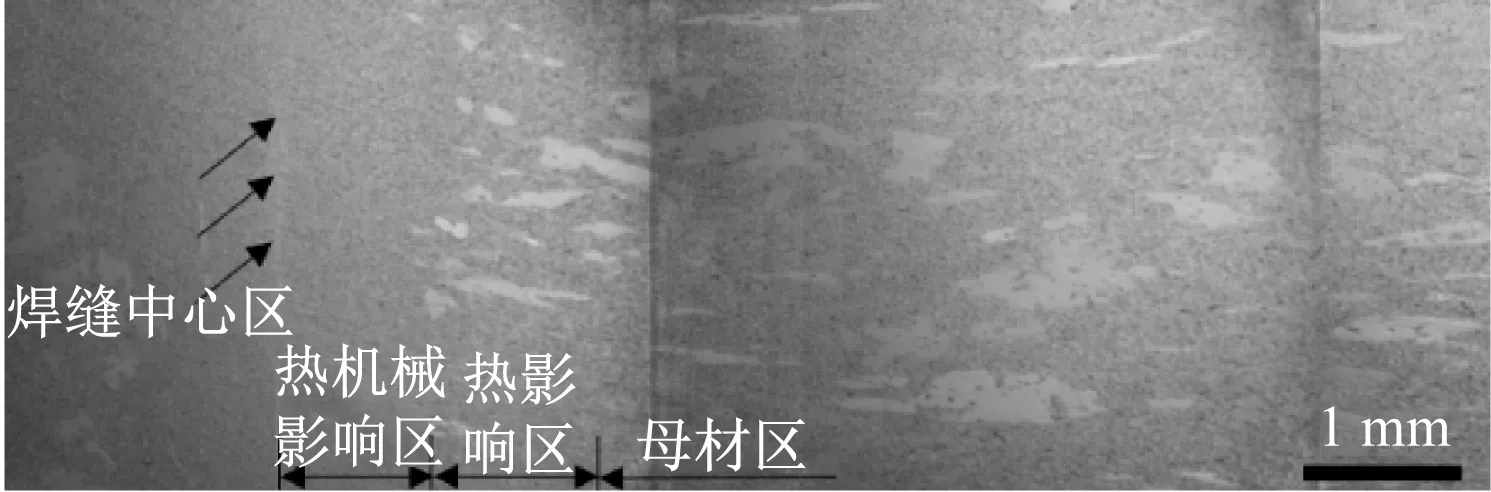
(a) AW-1
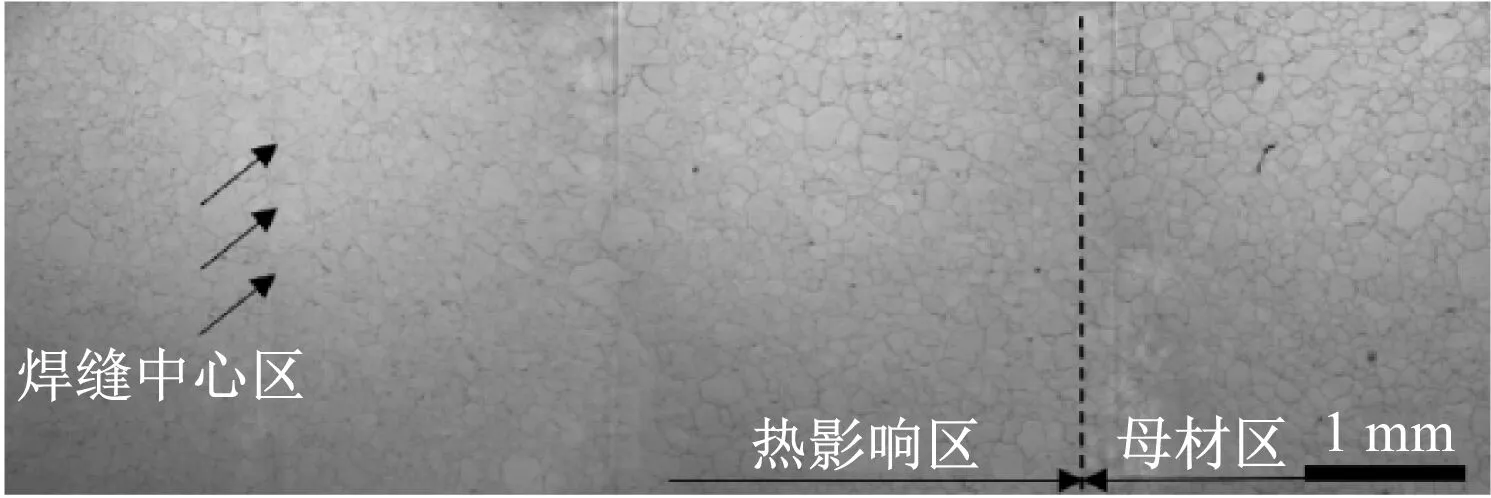
(b) HT-1
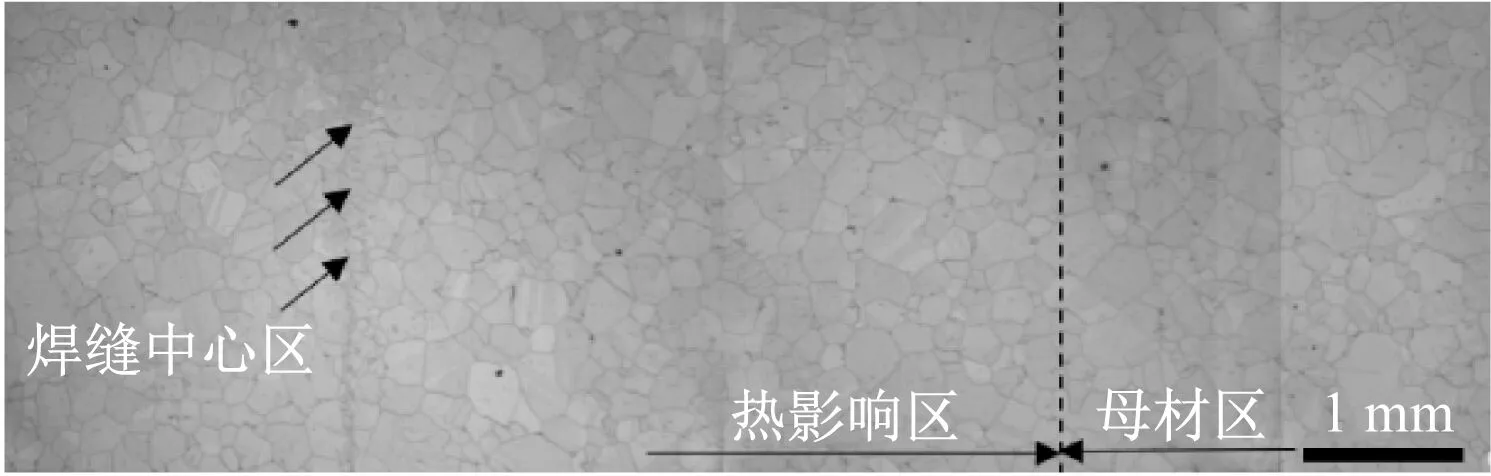
(c) HT-2
(d) HT-3
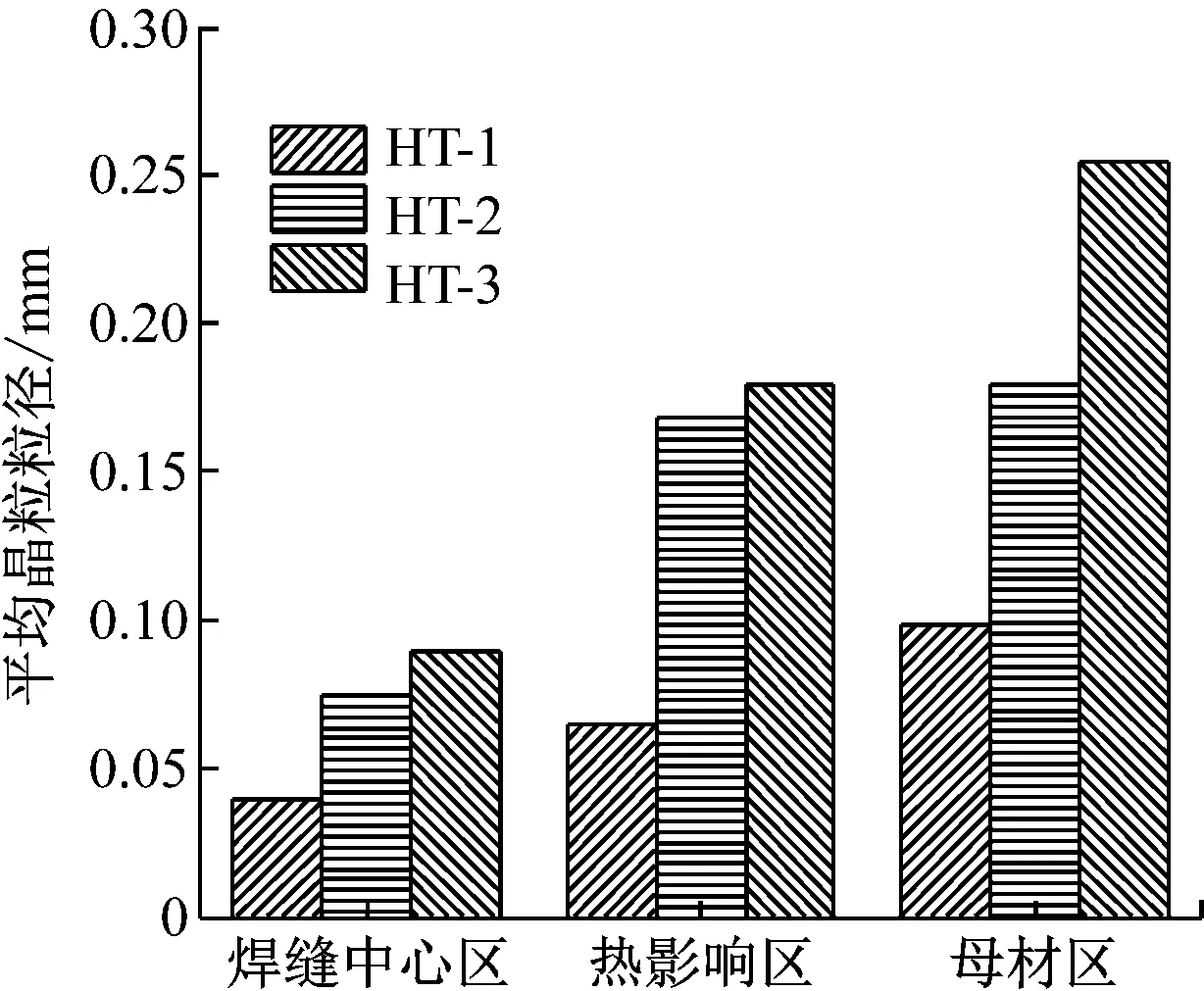
图3 热处理态HT700合金焊接接头平均晶粒粒径
2.2 焊态和热处理态焊接接头析出相特征分析
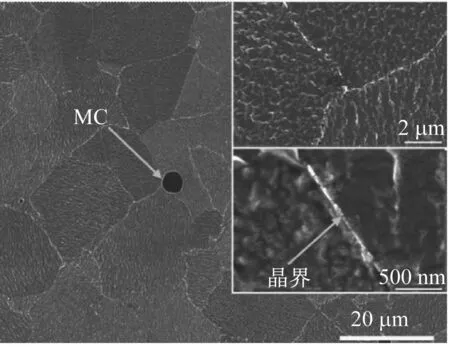
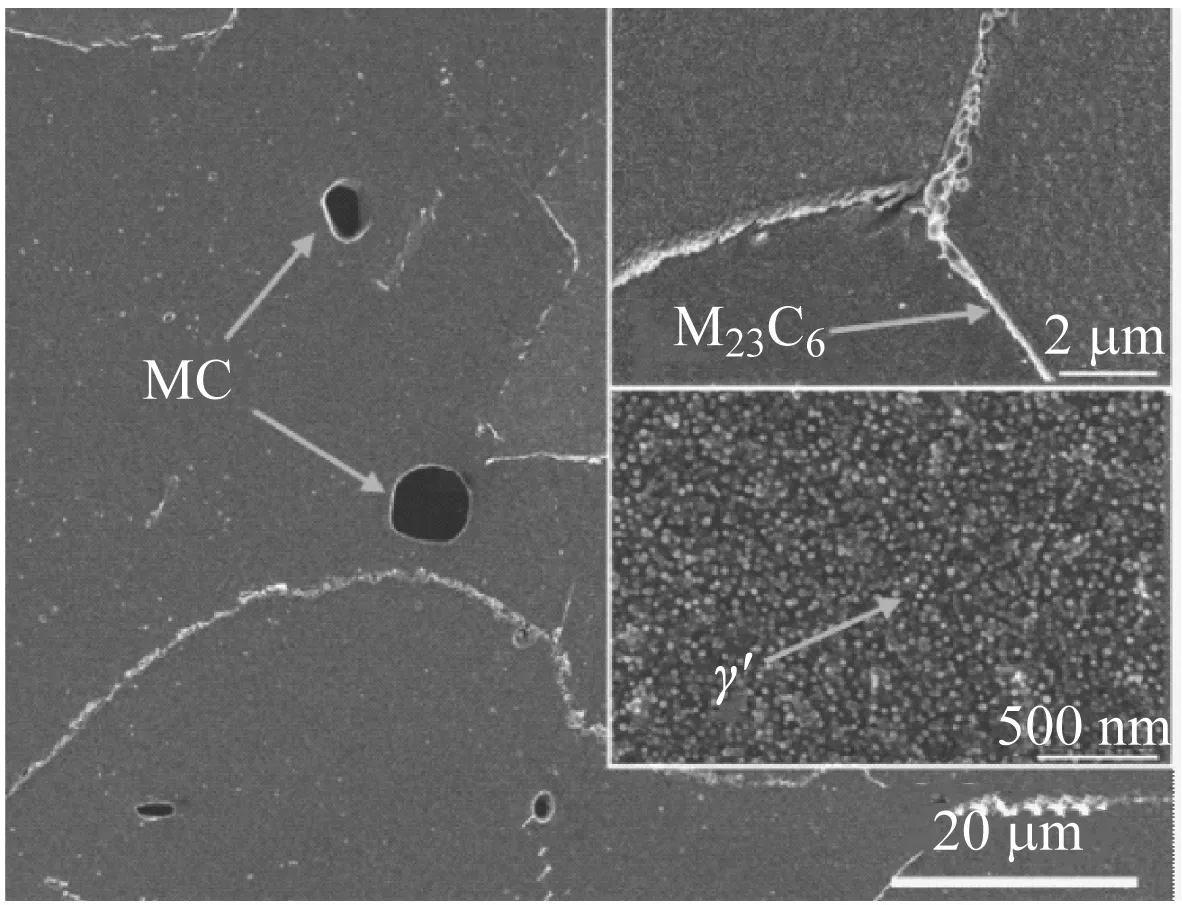
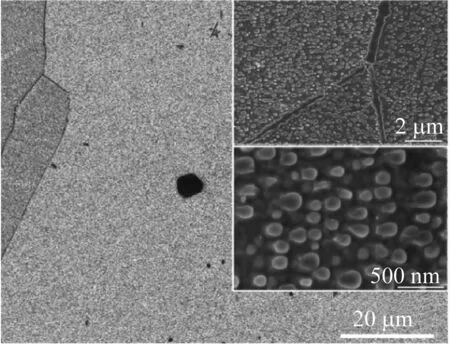
图4为焊接接头焊缝中心区的微观组织,AW-1焊缝中心区存在MC碳化物(图4(a)),但是焊态样品晶界处没有发现M23C6碳化物,晶粒内部没有观察到γ′相。由图4(b)~图 4(d)可以明显观察到HT-1、HT-2和HT-3的组织均由奥氏体基体+沿晶界析出的碳化物+晶内析出的γ′相以及少量MC碳化物等组成。随着固溶热处理温度的上升,晶界处M23C6碳化物的连续性逐渐降低,晶内MC碳化物逐渐减少,球状的γ′相均匀分布在基体晶粒内部。
(a) AW-1
(b) HT-1
(c) HT-2
(d) HT-3
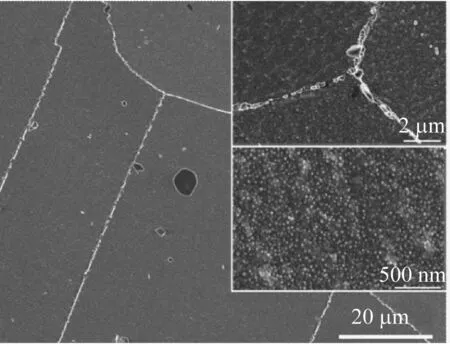
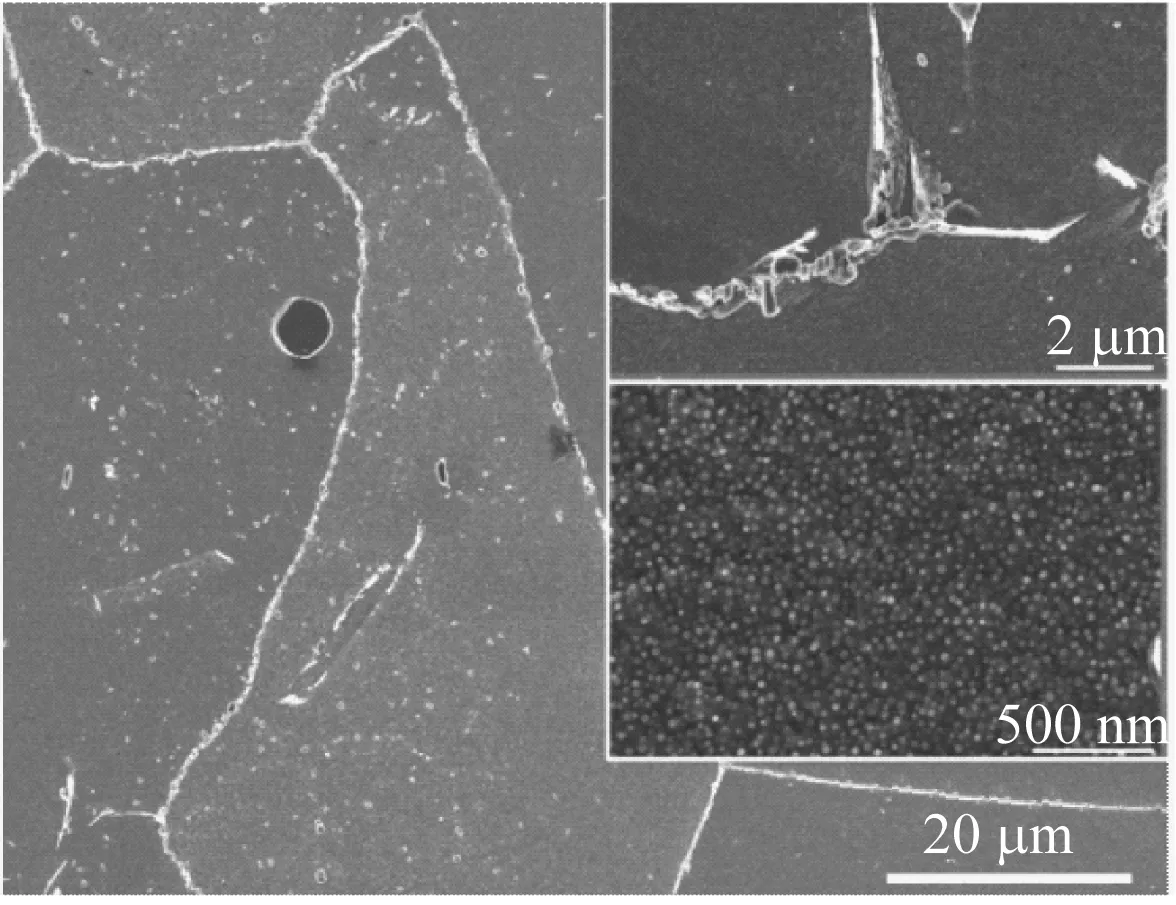
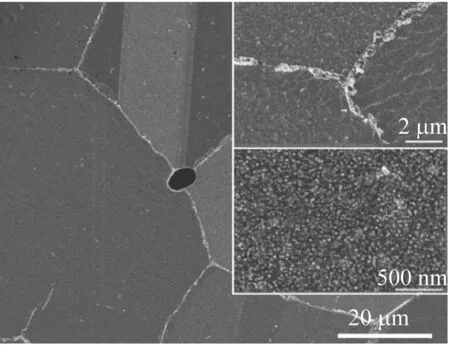
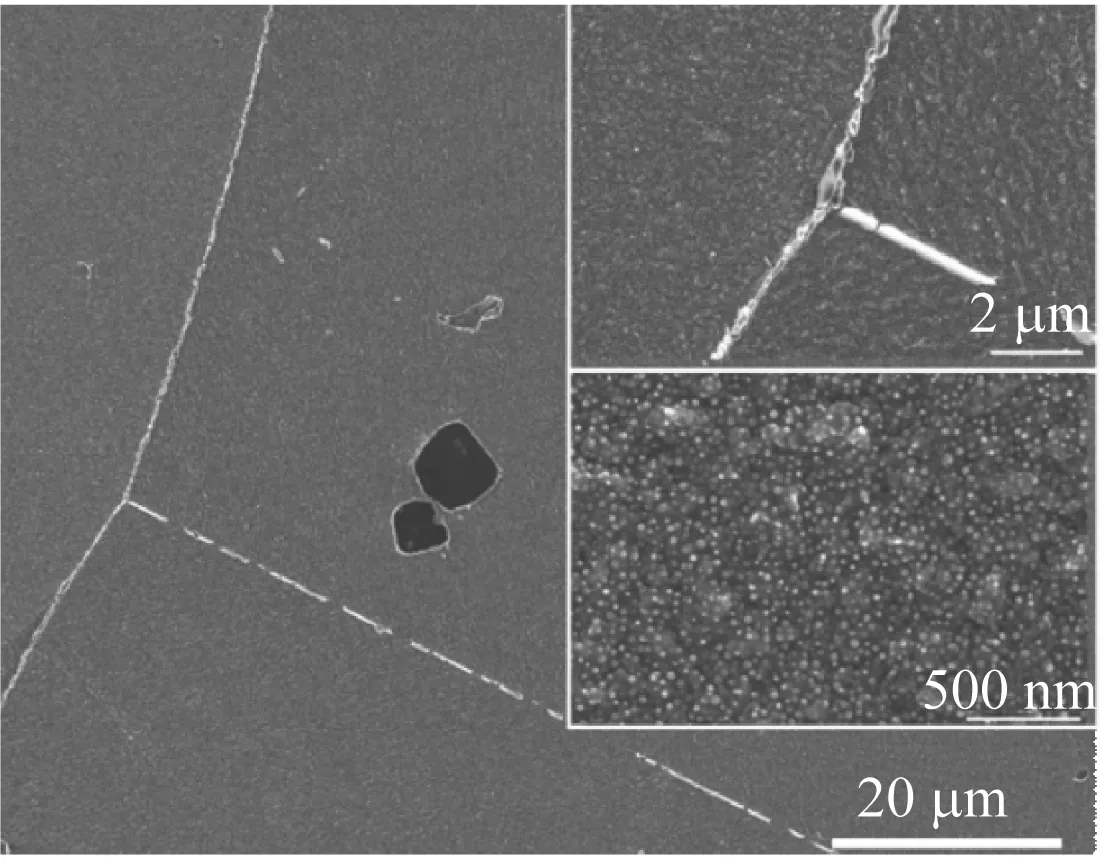
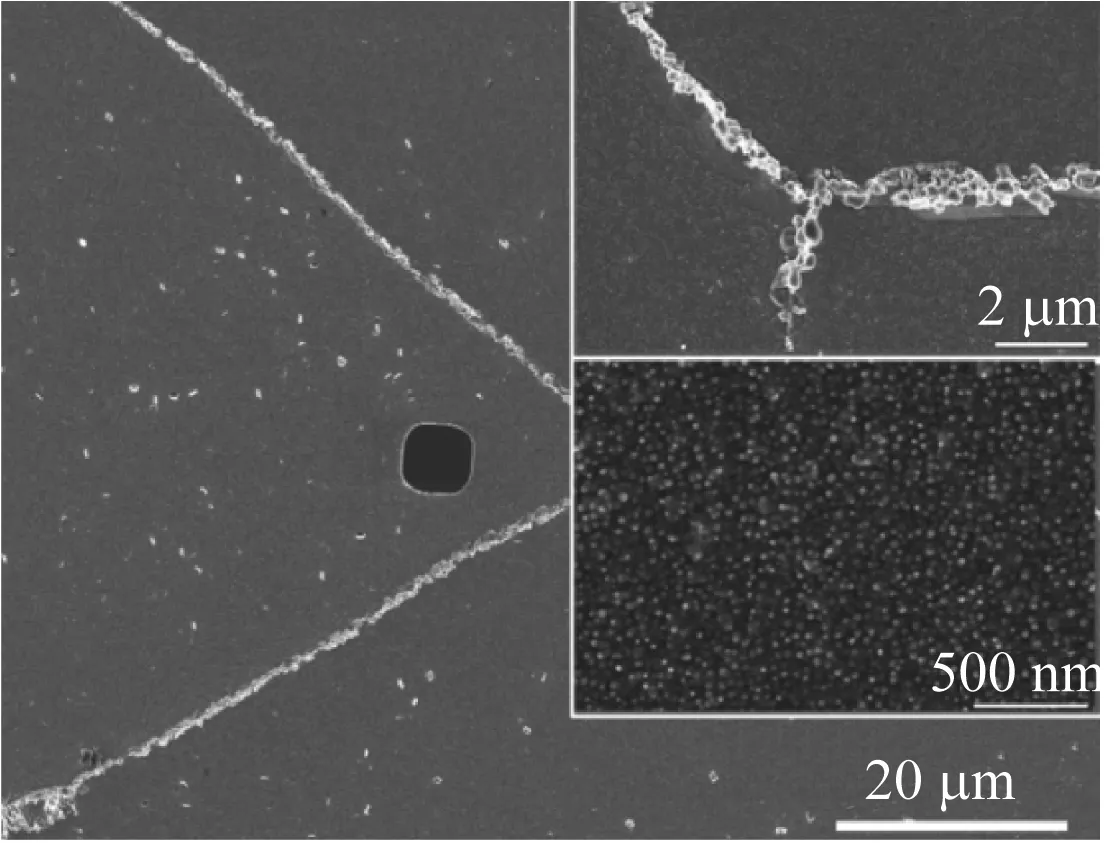
图5给出了HT700合金焊接接头热机械影响区和热影响区的扫描电镜照片。由图5可以看出,AW-1热机械影响区、AW-1热影响区以及HT-1、HT-2和HT-3热影响区的晶粒内部或者晶界上均存在MC和M23C6碳化物,AW-1热机械影响区和热影响区中晶界M23C6碳化物最少,经过热处理后的HT-1、HT-2和HT-3热影响区晶界上存在更多的M23C6碳化物。AW-1晶粒内部没有观察到γ′相,而经不同热处理工艺后焊接接头热影响区基体晶粒内部均匀分布着γ′相。
图6给出了AW-1、HT-1、HT-2和HT-3的母材微观组织。由图6可以看出,热处理前后焊接接头母材区基体相晶粒内部均存在碳化物,但AW-1晶界处M23C6碳化物数量明显低于热处理态的样品。焊态试样AW-1(图6(a))晶粒内部没有γ′相析出,而经不同温度固溶处理后的焊接接头母材区基体相晶粒内部均匀分布着γ′相。
通过上述分析可以发现,经不同温度固溶处理和析出热处理后,HT700摩擦焊接接头不同部位基体晶粒内部均有γ′相析出,且在晶界存在MC和M23C6碳化物,而焊接接头基体晶粒内部没有发现γ′相,只存在MC碳化物,焊态的焊缝中心区M23C6碳化物连续性低于热影响区,更低于母材处。镍基高温合金中一般均添加了多种合金元素,多数固溶强化合金元素都偏聚于γ基体,产生晶格畸变,进而降低基体中各元素的扩散能力,阻碍位错在基体中滑移,进而提高合金的高温强度。焊接过程中摩擦与轴向压力共同作用,使焊接接头产生强烈的塑性变形从而导致晶粒拉伸,发生了动态再结晶,导致焊缝处晶粒直径小于母材区和热影响区。焊后热处理由于晶界滑动,通过晶粒长大和强化相的再析出,使焊接组织均匀化,随着固溶热处理温度的上升,晶粒变大,热影响区变窄。在焊态晶粒内部没有观察到γ′相,热处理态晶粒内部析出物为γ′相和少量的一次MC碳化物,晶界上和孪晶界析出M23C6碳化物[16]。晶界处具有大量的位错和空位,能量较高,碳原子通过空位和位错进行扩散,因此M23C6碳化物主要沿着晶界析出[17]。M23C6碳化物在晶界及其内部孪晶界处优先以连续膜状析出,沿着晶界快速生长,直至完全包覆所有晶界后,部分晶界处的M23C6碳化物以层片状形貌向晶内一侧生长,形成胞状组织。随后,M23C6碳化物在晶内以短杆状形貌析出,之后球化呈现颗粒状。M23C6碳化物可以阻碍晶界滑移,减少孔洞的形核和生长倾向,提高焊接接头性能[18]。γ′相呈高密度、均匀弥散分布,为合金的主要强化相γ′-Ni3(Al,Ti),γ′相具有有序面心立方结构,在合金中多以球状存在。细小的γ′相可以阻碍位错运动,从而提高合金的力学性能[19]。
(a) AW-1
(b) AW-1
(c) HT-1
(d) HT-2
(e) HT-3
(a) AW-1
(b) HT-1
(c) HT-2
(d) HT-3
2.3 HT700焊接接头长时热暴露后析出相特征
图7为时效态(AS-1)焊接接头的金相组织。经长时热暴露后,HT700焊接接头可分为焊缝区和母材区,焊缝区可细分为焊缝中心区和热影响区。相比于时效前的HT-1金相组织(图2(b))没有明显区别。
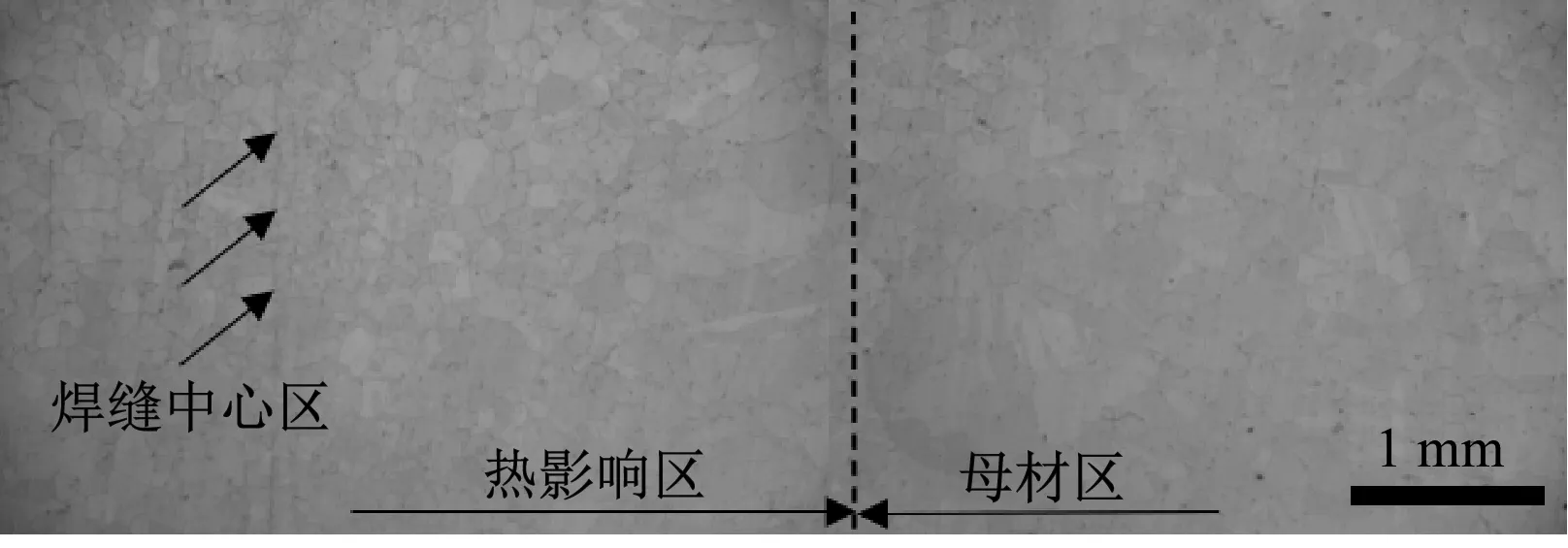
图7 HT700合金焊接接头(AS-1)的金相组织
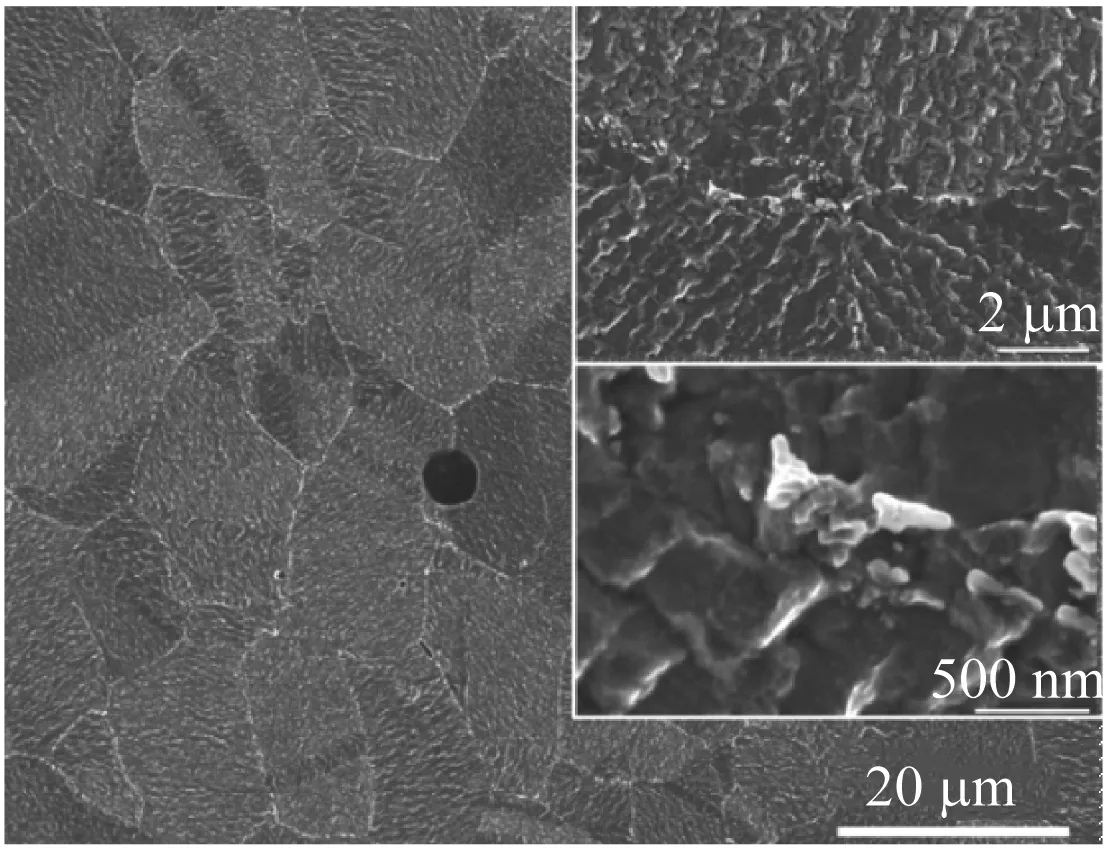
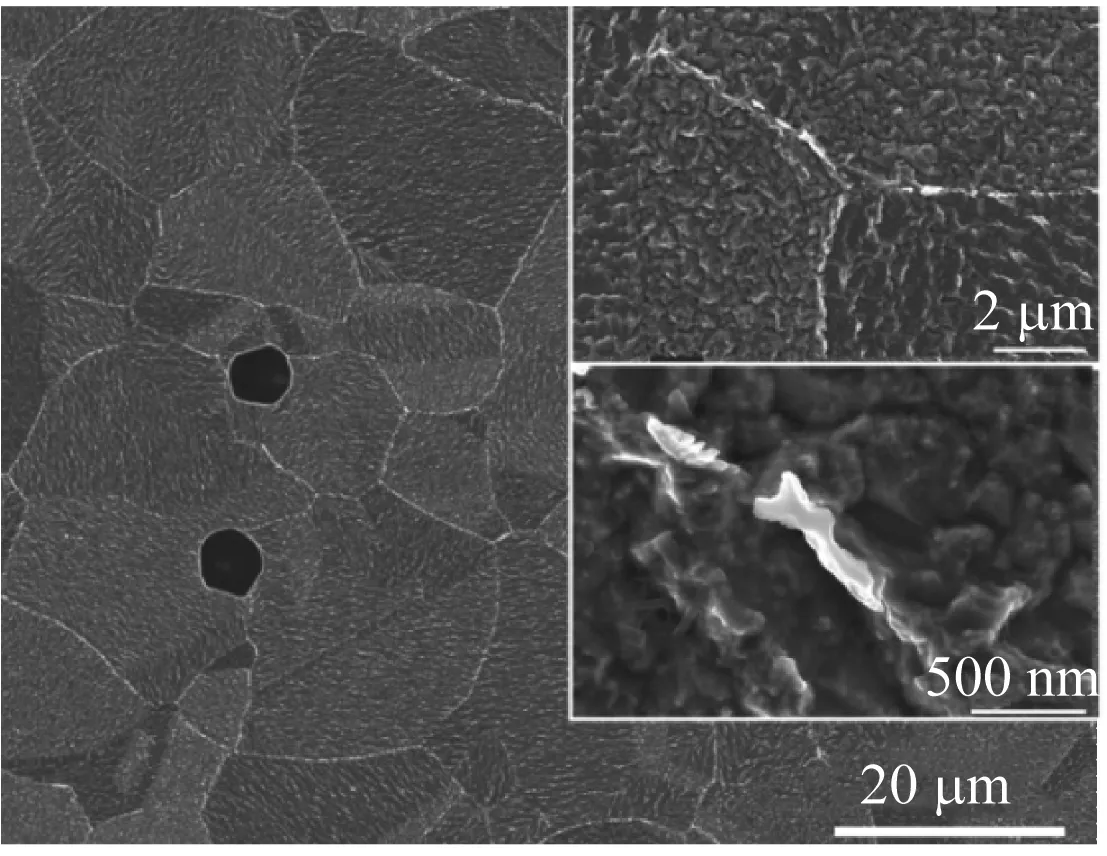
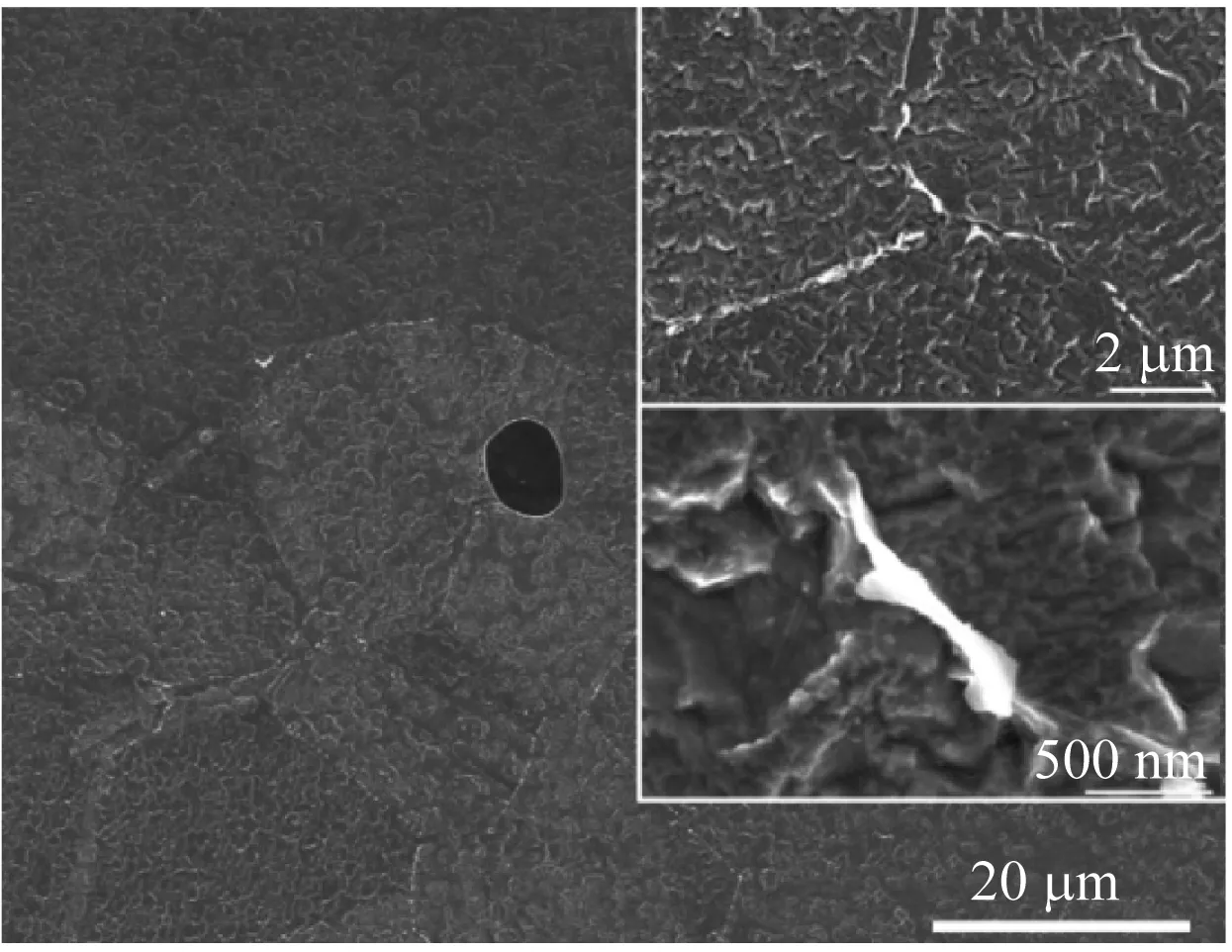
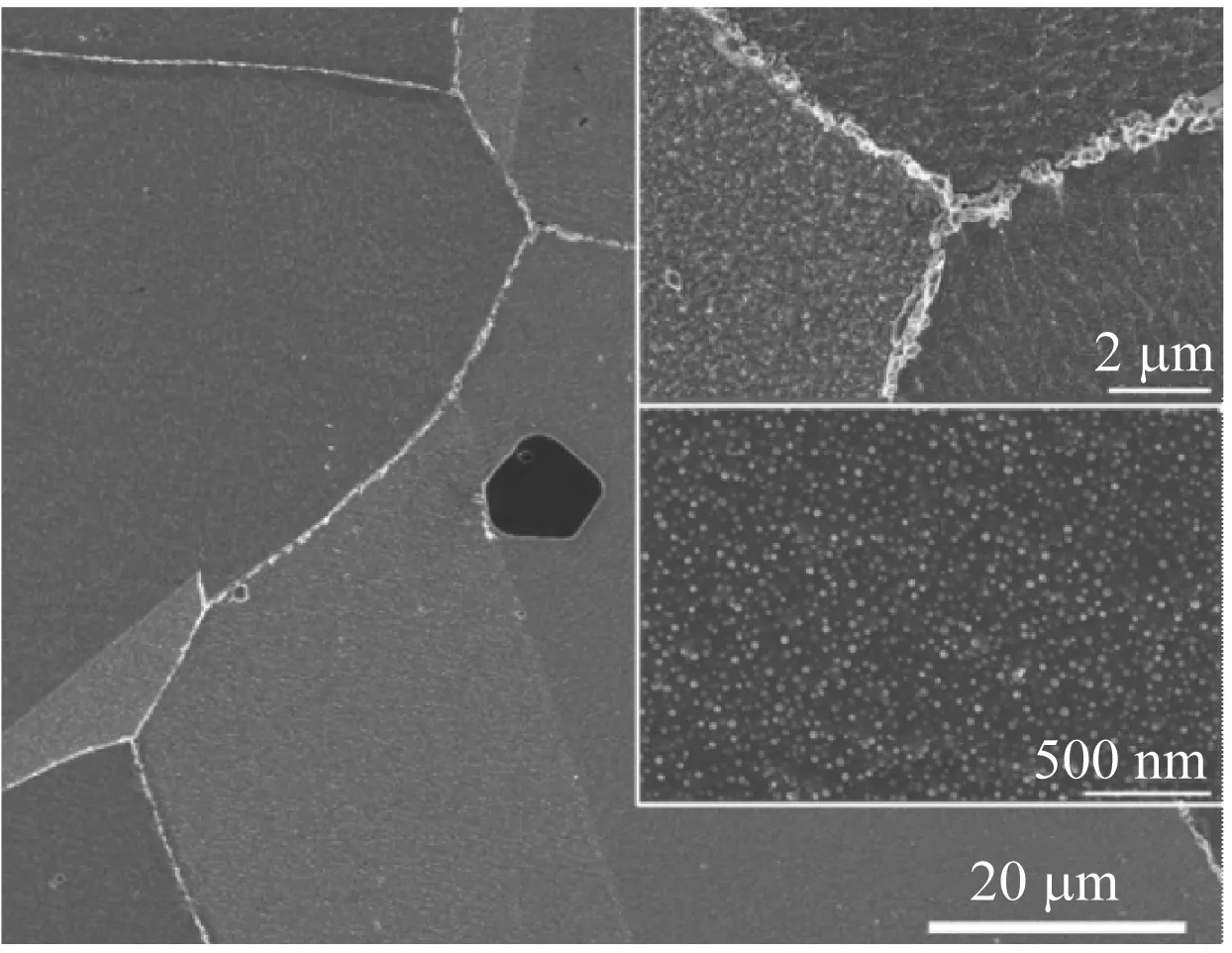
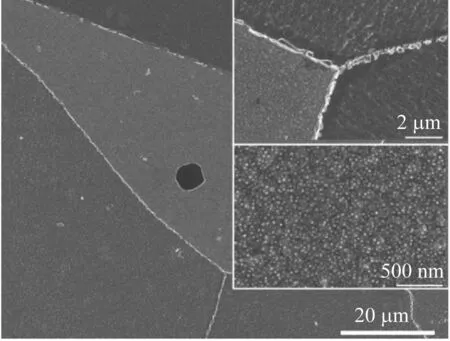
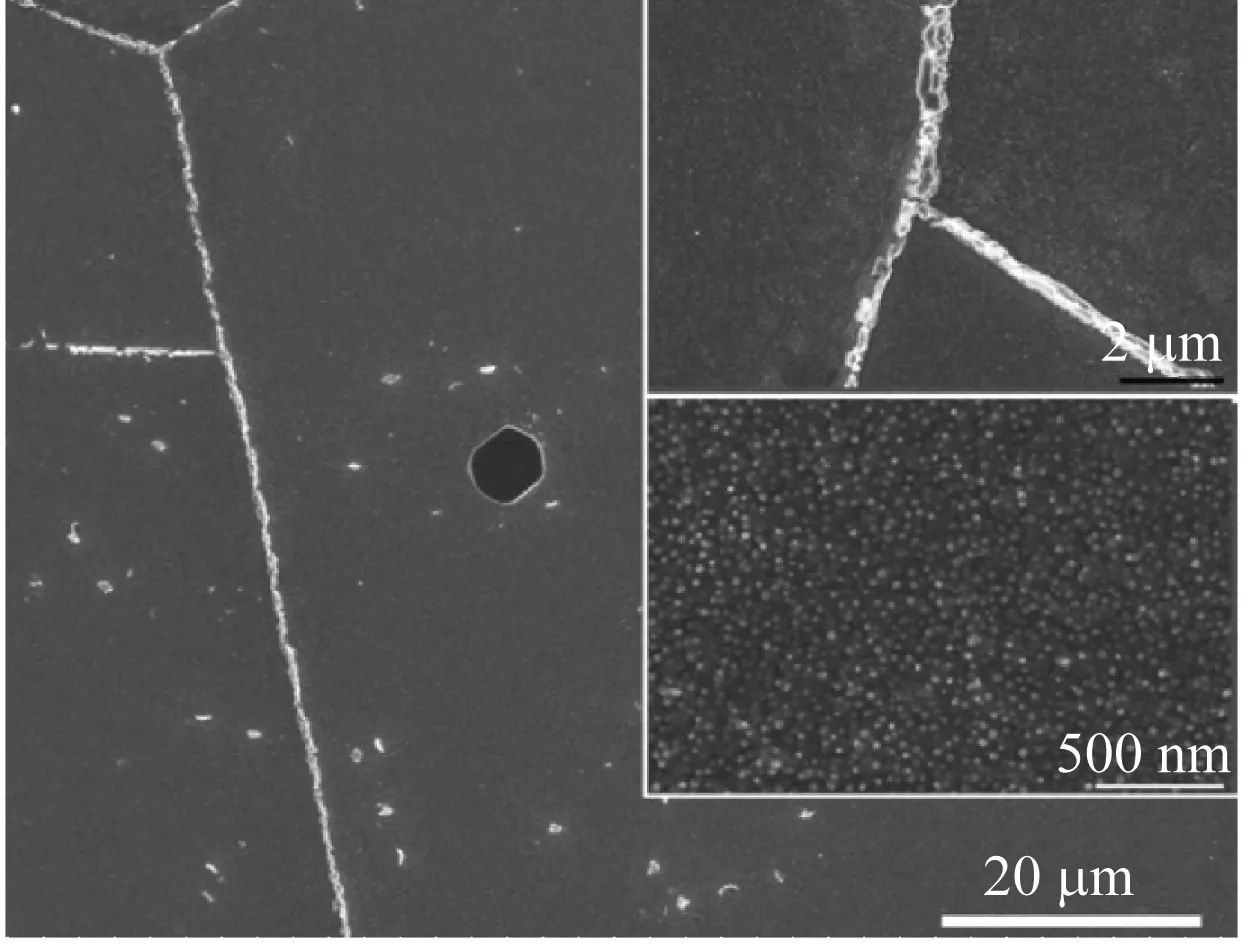
图8给出了HT-1试样在750 ℃下长时高温暴露后焊接接头样品AS-1的扫描电镜照片。与HT-1(图5(c))相比,长时高温暴露过程中M23C6碳化物析出并长大,导致晶界间距变大;晶界周围一小段距离内的C原子被M23C6碳化物消耗,不能持续析出碳化物,而在晶界附近因碳原子已被晶界内的M23C6碳化物消耗而不能再析出碳化物[20]。另一方面,焊接接头各区域析出的γ′相颗粒长大且间距变大。相比于焊缝区和热影响区,母材区晶界的连续性高,γ′相均匀分布。750 ℃热暴露过程中,小颗粒的γ′相逐渐溶解,溶解后的溶质原子迁移到大颗粒上,使总界面能降低,导致γ′相长大[21]。根据LSW[22]理论,总界面能的降低是γ′相晶粒长大的驱动力,颗粒粒径的立方差满足时间的线性方程。
(1)
式中:r为γ′相颗粒在时效时间为t时的平均粒径;r0为时效前的平均粒径;K为与时效温度有关的粗化系数。
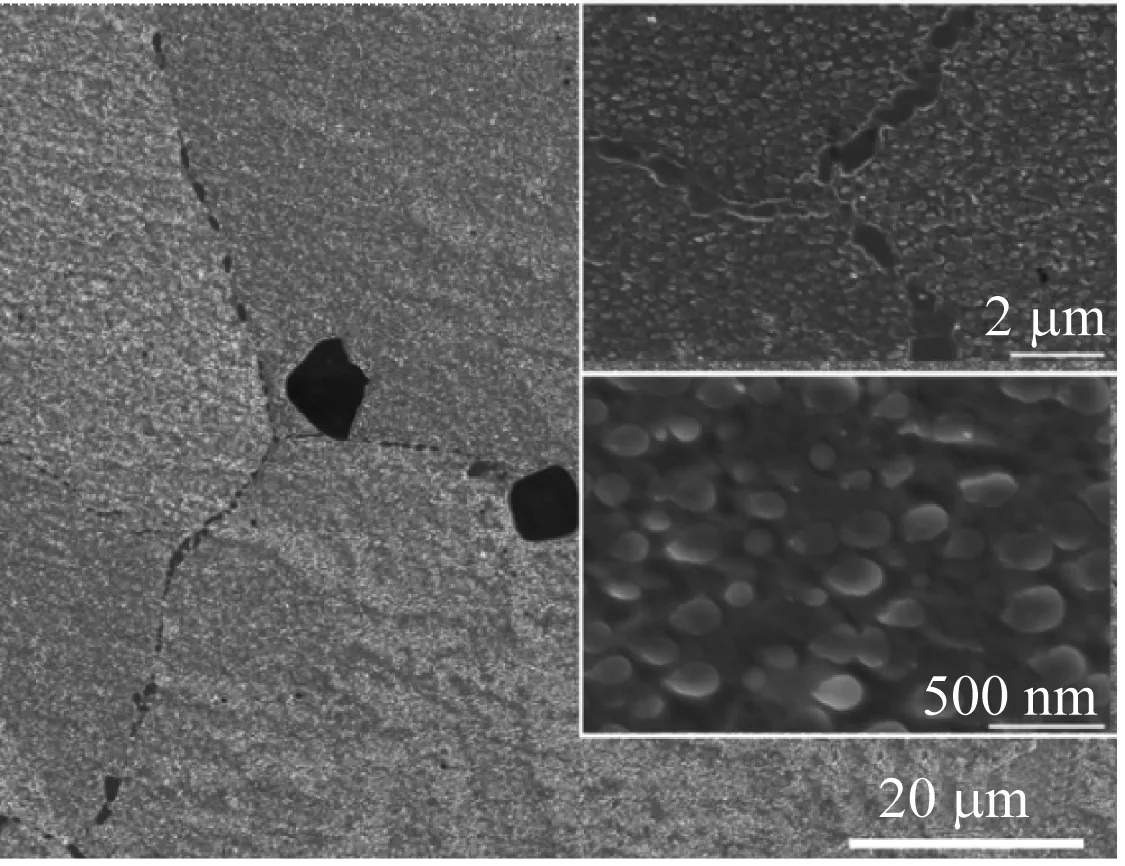
(a) 焊缝中心区
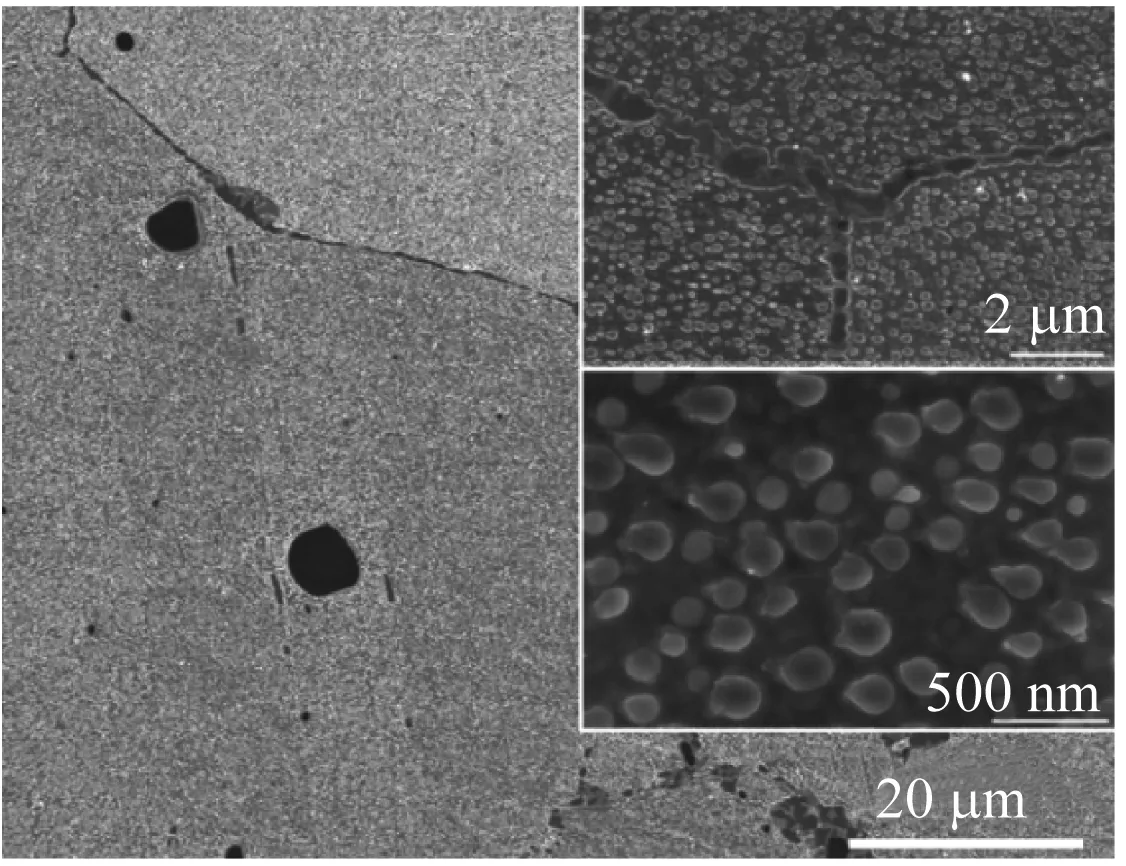
(b) 热影响区
(c) 母材区
2.4 HT700焊接接头的显微硬度
图9给出了焊接接头显微硬度沿焊缝中心线两侧的变化曲线。由图9可以看出,AW-1试样经热处理后,显微硬度明显上升,热处理态焊接接头的平均显微硬度由高到低依次为:HT-1、HT-2、HT-3,热暴露8 220 h后AS-1的平均显微硬度低于AW-1。具体的显微硬度见表2。AW-1焊缝中心区平均显微硬度为253 HV,热机械影响区、热影响区的平均显微硬度均为256 HV,母材处显微硬度增加至262 HV,这是由于摩擦焊接过程产生极大的热量,导致晶界处M23C6碳化物融入到基体,显微硬度降低[23]。而经焊后热处理的焊接接头显微硬度均明显增大,HT-1、HT-2和HT-3的焊缝中心区、热影响区和母材区的平均显微硬度差别不大,这是由于焊后热处理后晶粒内部析出了大量的γ′相和M23C6碳化物。由于HT-1的固溶热处理温度较低,使得晶粒直径变小,显微硬度最高[24]。长时高温暴露后导致晶界粗化、晶界上的碳化物分解,γ′相合并长大,AS-1显微硬度降低[25]。
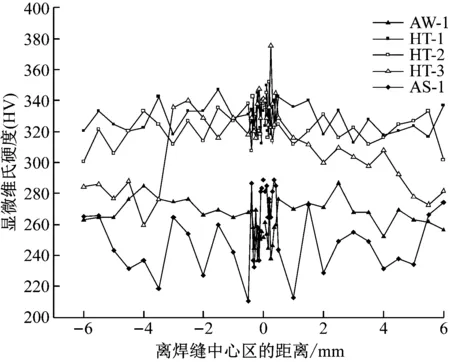
图9 焊态、热处理态和时效态焊接界面显微硬度的变化
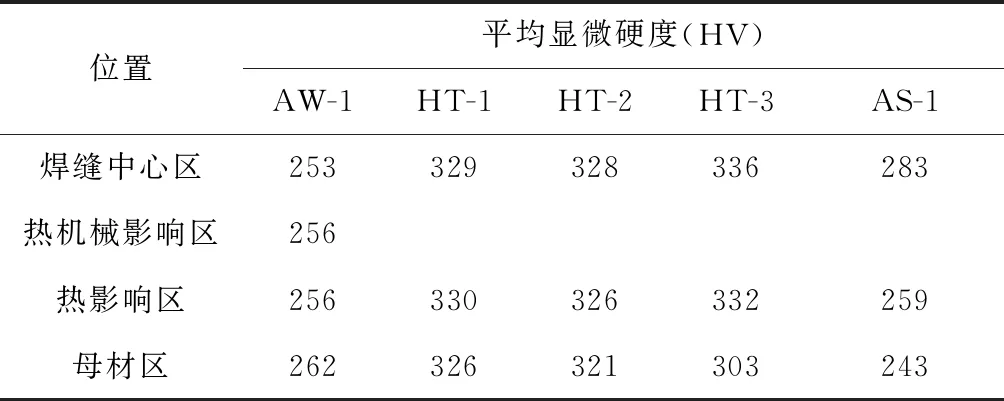
表2 焊态、热处理态和时效态焊接界面平均显微硬度
3 结 论
(1) 由于摩擦焊接过程中产生了极大的热量,导致晶界处原本少量的M23C6碳化物溶解,力学性能下降。
(2) 经过焊后热处理,焊接接头的显微组织和力学性能均发生了明显变化。晶界和晶内分别析出了更加连续的M23C6碳化物和均匀分布的γ′相。
(3) 焊后热处理后晶界和晶内析出碳化物和γ′相,显微硬度显著增强。HT-1的平均显微硬度最高。固溶热处理温度越高,晶粒粒径越大,显微硬度越低;同一个试样的不同焊接区域晶粒粒径从小到大依次为:焊缝中心区、热影响区和母材区。
(4) 长时热暴露会导致晶界间距变大,M23C6碳化物粗化,γ′相合并长大,焊接接头显微硬度降低。但热暴露后没有析出有害相,表明HT-1具有良好的热稳定性。
