压力容器零部件标准化研究
2021-04-14张运强李小梅岳国印彭薇薇赵栓柱
陶 钧,张运强,李小梅,岳国印,彭薇薇,赵栓柱
(中国寰球工程有限公司 北京分公司,北京 100012)
0 引言
目前,压力容器大部分常用的零部件已实现了标准化和系列化,但是仍有部分零部件没有实现标准化,或者零部件标准未有覆盖。从设计角度看,设计人员设计施工图时,对该部分零部件重复设计、校核和审核,消耗了大量设计工时,且不同的设计人员在设计非标零部件时,由于受个人设计理念、设计习惯等因素的影响,导致设计图纸风格不统一、材料选择或材料规格不统一、图纸设计质量不稳定。从制造角度看,上述非标零部件由于没有进行标准化,严重影响了零部件原材料的采购、批量生产以及后续的互换性。从管理角度看,该问题增加了工程项目的管理成本。因此,提高压力容器零部件标准化水平,能够极大地节省非标设备的施工图设计工时,缩短项目建设周期,有益于压力容器的轻量化设计[1-3],提高设计和制造效率,促进压力容器制造的专业化和社会化[1,4],减少项目成本,对工程项目和压力容器行业的高质量发展具有重要意义。
1 压力容器零部件标准化的现状
1.1 压力容器零部件标准化的可行性
由于受工艺原材料、工艺路线、现场管道布置、装置规模、设计基础等因素限制,压力容器难以整体实现标准化和系列化,是典型的非标准设备。
压力容器的零部件与整体压力容器不同,由于其受到设计条件限制较少,为有利于通用和互换,一部分压力容器零部件基于公称直径和公称压力,已实现标准化和系列化(见表1)。在设计压力容器施工图时,可依据现行标准选用标准零部件图,并在图纸上按标准对零部件进行标记引用。
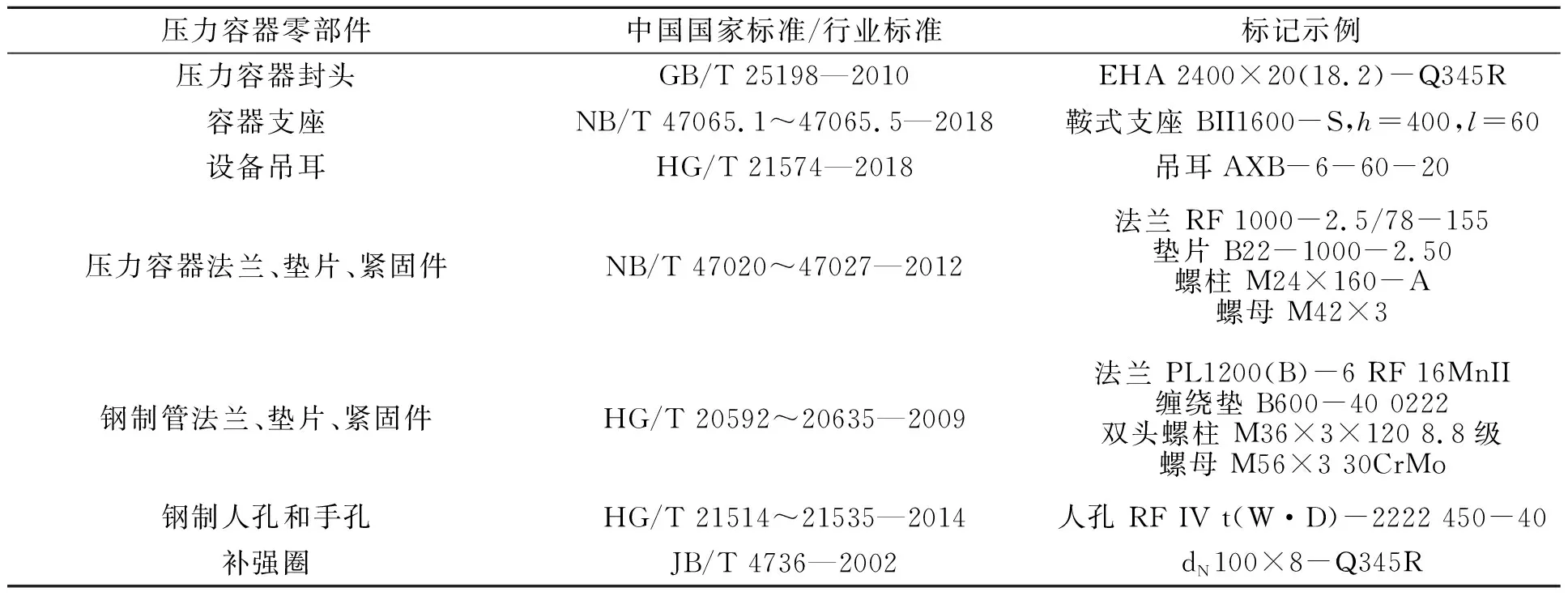
表1 中国常用的压力容器零部件标准及零部件标记示例
1.2 国内外压力容器零部件标准的现状
在世界众多重要的压力容器标准体系,中国和德国压力容器标准是鲜见的、具有较多压力容器零部件标准的标准体系。我国的压力容器零部件标准与压力容器基础标准、产品标准一起构成了压力容器标准体系的基本框架[5]。

表2 常用的德国压力容器零部件标准

图1 德国压力容器(不包括蒸汽锅炉)技术规范体系
与中国标准体系相比,德国标准体系具有时间早、推广快、内容多、影响深刻、效果显著的特点[6]。德国标准具有很强的灵活性和详细程度,特别是企业标准,对技术要求的细节把握更严、规范得更具体[7]。一方面,80%以上的德国标准(DIN)上升为欧洲标准(EN)和国际标准(ISO)[8];另一方面,德国企业标准是DIN标准的主要来源[9]。表2列举了一部分常用的德国压力容器零部件标准,图1[10]示出了德国压力容器(不包括蒸汽锅炉)技术规范体系。德国标准化的先进经验对于我国压力容器零部件的标准化具有重要的参考意义。
1.3 我国压力容器设计和制造模式的现状
目前我国的压力容器设计和制造并存以下两种模式:(1)工程公司或设计单位进行压力容器的结构设计和强度计算,制造厂根据图纸进行加工制造;(2)制造厂根据工程公司提出的设计条件进行压力容器的结构设计和强度计算并进行制造[11]。相较于之前的设计院模式,工程公司的工作重点向工程设计转移,设计人员的工作任务更为繁重;而制造厂的工作重点在于压力容器的制造,且大部分制造厂设计人员的设计能力有待提高[12]。因此,无论是工程公司还是制造厂,由于受到人力资源、项目工期、项目数量等因素的影响,压力容器施工图设计人员面临较大的工作压力。因此,通过提高压力容器零部件标准化水平,以稳定压力容器施工图设计质量、提高压力容器施工图设计效率,对于工程项目的高质量和高效率发展,具有重要意义。
1.4 压力容器零部件标准化的局限性和发展空间
随着化工装置和设备的大型化发展,受限于标准的适用范围,大直径、高压力或特定材料的零部件往往无法直接引用国家标准或行业标准,因而必须对其进行非标设计。例如,NB/T 47023—2012《长颈对焊法兰》中公称压力为4.0 MPa的法兰,其对应的最大直径仅为2000 mm;公称压力为6.4 MPa的法兰,其对应的最大直径仅为1 200 mm,且该标准不适用于不锈钢材料设备。HG/T 21521—2014《垂直吊盖带颈对焊法兰人孔》的公称压力仅限于PN40,且同样该标准的材料没有涉及到不锈钢。
除国家或行业标准规定的常用零部件外,目前仍有部分常用压力容器零部件没有实现标准化,如容器进料管口缓冲板和容器出口的防涡流挡板等。因此,现行的压力容器零部件标准有很大的补充发展空间。
2 压力容器零部件标准化的参数
在标准化活动中,经常要解决产品或对象的多样性问题。对标准化对象的参数进行合理的选择和分档、分级,形成总体功能最佳的参数系列,是标准化工作的首要工作。公称压力和公称直径(公称尺寸)是压力容器零部件设计中最基本的两个参数。
2.1 公称压力
公称压力是为了设计、制造和使用方便,而人为规定的一种名义压力。在管道系统中,通常依据法兰的压力等级将管道系统分级。在GB/T 1048—2019《管道元件 公称压力的定义和选用》中,将公称压力定义为:与管道系统元件的力学性能和尺寸特性相关的字母和数字组合的标识,由字母PN或Class和后跟的无量纲数字组成。管道元件的最大允许工作压力取决于管道元件的PN数值或Class数值、材料、元件设计和最高允许工作温度等。压力容器的公称压力一般指法兰的公称压力。
HG/T 20592~20635—2009《钢制管法兰、垫片、紧固件》PN系列(欧洲体系)的法兰公称压力包括9个等级:PN2.5,PN6,PN10,PN16,PN25,PN40,PN63,PN100,PN160;Class系列(美洲体系)的法兰公称压力包括6个等级:Class150,Class300,Class600,Class1500,Class2500。从上述分级可以看出,PN系列比Class系列的压力等级分级更加细致,在满足材料及压力等级的前提下,有利于压力容器的轻量化设计。HG/T 21514~21535—2014《钢制人孔和手孔》和NB/T 47020~47027—2012《压力容器法兰、垫片、紧固件》中公称压力的分级采用的是PN系列。但另一方面,PN系列的较高压力等级的法兰没有覆盖较大的公称尺寸,以PN63带颈对焊钢制管法兰为例,其对应的最大公称尺寸仅为DN400。
2.2 公称直径和公称尺寸
公称直径和公称尺寸是同义术语,针对压力容器,公称直径是首选术语;针对管道工程,公称尺寸是首选术语[13]。
在GB/T 9019—2015《压力容器公称直径》中,压力容器公称直径以容器圆筒直径表示,分为两个系列。以内径为基准的压力容器公称直径系指容器圆筒的内径;以外径为基准的压力容器公称直径系指容器圆筒的外径。圆筒内径为1 200 mm的压力容器公称直径标记示例为:DN1200。
用于管道元件的公称尺寸同样由字母DN和后跟的无量纲的整数数字组成,这个无量纲数字与端部连接件的孔径或外径等特征尺寸直接相关。除公称压力和公称直径(尺寸)这两个基本参数外,影响零部件设计的因素还有介质、设计温度、腐蚀裕量和材料选择等。
3 提高压力容器零部件标准化水平的实施思路
对于未实现标准化的零部件,在施工图设计时,一般需对其进行非标设计。当同一零部件图纸重复设计时,便有将其标准化的必要。在总结以往经验的基础上,选择最佳方案,将重复使用的零部件标准化,既可以最大限度地减少不必要的重复劳动;又能扩大“最佳方案”的重复利用次数和范围,从标准化活动中获得诸多技术经济效果[14-15]。《中华人民共和国标准化法》中已明确,国家鼓励社会团体、企业制定高于推荐性标准相关技术要求的团体标准、企业标准。
3.1 在现行零部件标准的基础上进行零部件标准化
针对目前现行的零部件标准,当其受限于公称直径(尺寸)、公称压力或材料等因素时,可以采取对其补充的方式,基于零部件主要参数,对重复设计的零部件进行标准化。当采用该方式时,可沿用现行标准的规定、符号等。
以在HG/T 21521—2014《垂直吊盖带颈对焊法兰人孔》的基础上对垂直吊盖带颈对焊法兰人孔进行标准化扩充为例,可以对其材料进行扩充,针对其规定的筒节材料,可以补充14CrMo,12Cr1MoR等常用材料;针对其规定的紧固件,可以补充不锈钢螺柱螺母等材料。另外,可以基于HG/T 20592~20635—2009《钢制管法兰、垫片、紧固件》Class系列(美洲体系)的法兰公称压力,扩充垂直吊盖带颈对焊法兰人孔的压力等级。扩充的标准人孔的标记示例可以借鉴和沿用现有的标准,在现有的标准基础上进行略微修改。
以下给出在HG/T 21521—2014《垂直吊盖带颈对焊法兰人孔》基础上,对垂直吊盖带颈对焊法兰人孔的企业内部标准化示例:
人孔RF-Ⅶ-t2(W·“D-2222)600-300#-A”
(1)“Ⅶ”表示S30403人孔受压零件材料。HG/T 21514—2014《钢制人孔和手孔的类型与技术条件》虽然给出了Ⅰ~Ⅺ共11种材料类别,但HG/T 21521—2014《垂直吊盖带颈对焊法兰人孔》标准仅给出了Ⅱ,Ⅲ,Ⅳ,Ⅴ,Ⅵ五种材料类别,因此可以在此基础上增加Ⅶ,Ⅷ,Ⅸ,Ⅹ,Ⅺ等材料类别,同时可以补充14CrMo,12Cr1MoR等材料,在标准的基础上赋予其Ⅻ,ⅩⅢ符号表示。
(2)“t2”表示30CrMoA螺柱。HG/T 21521—2014《垂直吊盖带颈对焊法兰人孔》标准仅给出了35CrMoA螺柱材料,实际上由于介质、低温工况等因素,35CrMoA材料常常无法满足设计需求。此处t沿用了标准使用的符号,以补充数字后缀“2”的方式补充设计中常用的螺栓材料。
(3)“600”表示公称直径,该标识方法与HG/T 21521—2014《垂直吊盖带颈对焊法兰人孔》相同。
(4)“300#”表示Class系列Class300公称压力等级,由于HG/T 21521—2014《垂直吊盖带颈对焊法兰人孔》中DN600的法兰的压力等级最大为PN40,为满足工程设计需要,此处可以采用Class系列法兰。
(5)“A”表示分析设计规则,因为采用分析设计规则的疲劳分析设备与采用规则设计的设备在零部件设计上有不同的要求,需要进行区分。设计规则的标记是在企业标准化的过程中对现行标准的补充和完善。
针对现行标准中的其他零部件,当受限于标准适用范围,需对零部件进行标准化扩充时,可采用以上示例的思路。
3.2 将压力容器内部和外部常用零部件进行标准化
压力容器的内部和外部零部件由于脱离了设计压力的制约,为实现标准化提供了契机。表1中现行标准涉及到的容器支座、设备吊耳、补强圈是典型的压力容器外部常用零部件。基于公称直径(尺寸)、腐蚀裕量等参数可以将重复性使用的、便于引用的内部和外部零部件标准化。
进料管口缓冲板是一种常见的压力容器内部零部件。图2示出HG/T 20583—2011《钢制化工容器结构设计规定》中给出的容器进料管口缓冲板的结构图例。可以看出,缓冲板部件的两块板的结构参数都可以看成是图中参数d(接管内径)的函数。考虑到接管内径数值一般不固定,在不影响缓冲板功能的前提下,可以用管口的公称尺寸(直径)代替接管内径,作为上述函数的定义域。根据设备的腐蚀裕量,可以给出缓冲板厚度t的取值范围。因此,公称尺寸为DN100的12 mm厚的进料管口缓冲板,可以标记为:缓冲板 DN100-12。表3列出了常见的压力容器内部和外部的常用零部件,可以参考进料管口缓冲板的标准化示例对其进行标准化。
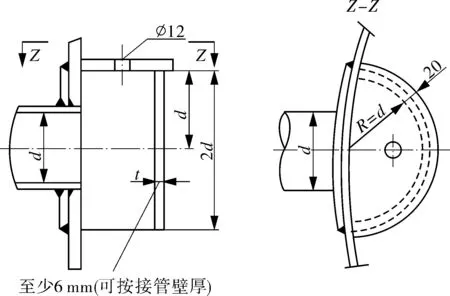
图2 容器进料管口缓冲板结构示意
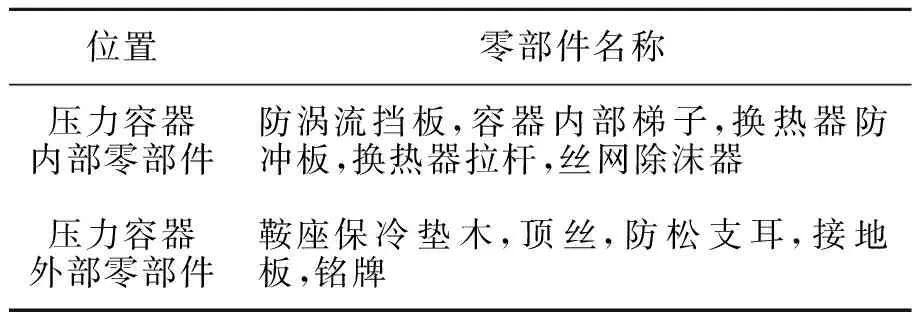
表3 可实施标准化的压力容器内部和外部常用零部件
3.3 对零部件进行标准化标记
对于部分压力容器零部件,一方面,其尺寸参数与设备的公称尺寸无法形成一定的函数关系,并且其尺寸参数往往连续,无法通过分档、分级的方式形成系列,因此必须对其进行非标设计;另一方面,该部分零部件具有固定的结构形式,仅需通过几个尺寸参数便可以将其表示清楚。根据这些特点,可以通过对其进行标准化标记,从而在施工图设计工作中对其直接引用。图3所示的压力容器中常见的内伸形式的锻件加强管便属于上述零部件的范畴。根据上述分析,可对其进行标准化标记如下:锻件加强管D1=XX,D2=XX,D3=XX,H=XX,其中“XX”为零部件参数的具体数值。
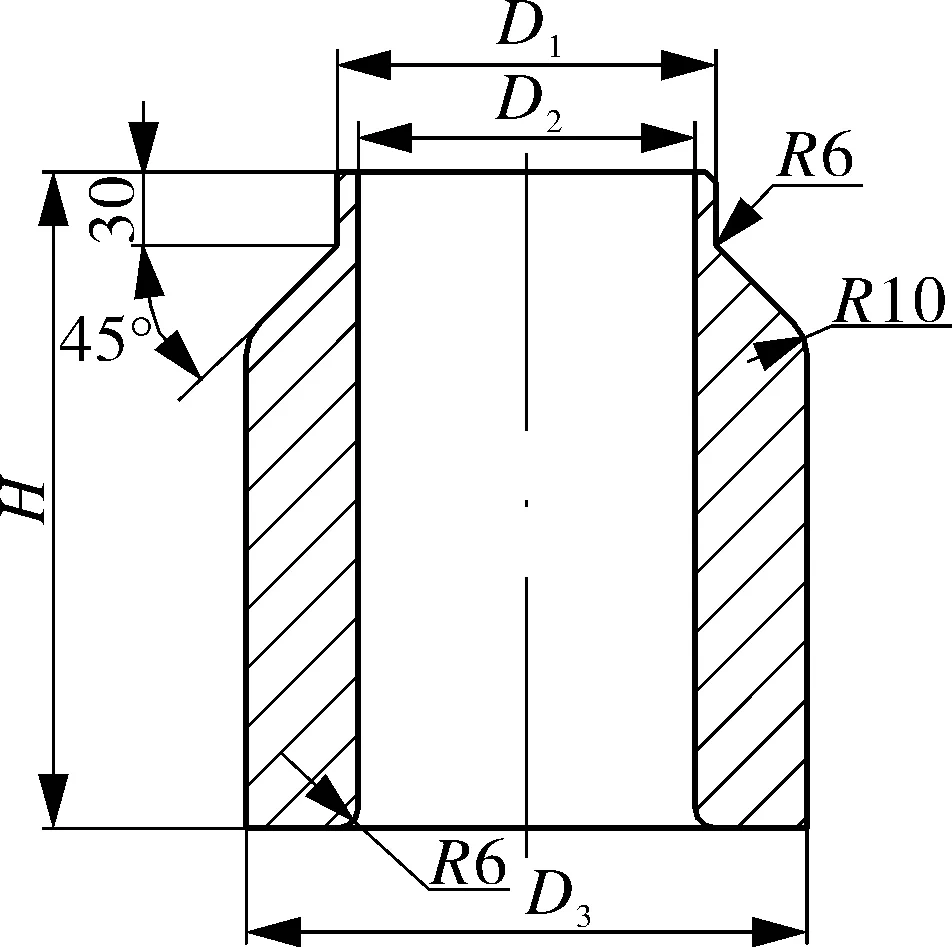
图3 锻件加强管结构示意
4 结论与建议
(1)将压力容器常用零部件标准化,在设计方面,可以显著地提高施工图设计效率,缩短设计人工时,稳定和提高施工图的设计质量;在制造方面,可以提高设备的制造效率,促进压力容器制造的专业化和社会化,提高零部件后续的互换性。因此,提高压力容器零部件标准化水平能够推动工程项目的高质量和高效率建设,对于压力容器行业的高质量发展具有重要意义。
(2)专业团体、协会、民间组织和企业应立足我国压力容器设计和制造模式的现状,借鉴其他国家标准化的丰富经验,积极参与标准化活动,制定先进的、针对性强的行业标准和企业标准,努力提高压力容器零部件标准化的水平。
(3)目前,虽然部分压力容器零部件已实现了标准化,但仍有较大的补充和发展空间。可以依据对现行标准进行补充、基于零部件的主要参数对压力容器的内部和外部零部件进行标准化、在对零部件进行标准化标记的基础上,从便于引用这三个思路开展标准化工作。压力容器零部件标准化工作宜借鉴和沿用现有标准的规定和符号等内容。
(4)基于目前工程项目中各专业分工细化的趋势,压力容器设计专业与工艺专业、仪表专业等专业的积极沟通协作有助于压力容器零部件标准化工作。
(5)压力容器零部件标准化工作是一个长期的过程,首先,根据标准化工作本身的特点,该工作是以信息反馈为推动力的循环往复的改进过程;其次,根据压力容器零部件的特点,根据零部件重复设计的次数,优先实施较为常用的零部件的标准化,对不经常使用的零部件,可以采用长期积累推进的方式实施。
