Relieving segregation in twin-roll cast Mg–8Al–2Sn–1Zn alloys via controlled rolling
2021-03-10ShaoYouZhangChengWangHongNingTongWangChengChengZhangZhiZhengYangHuiYuanWanga
Shao-You Zhang,Cheng Wang,∗,Hong Ning,Tong Wang,Cheng-Cheng Zhang,Zhi-Zheng Yang,Hui-Yuan Wanga,,c
a State Key Laboratory of Automotive Simulation and Control,Jilin University,PR China
b Key Laboratory of Automobile Materials of Ministry of Education and School of Materials Science and Engineering,Jilin University,Nanling Campus,No.5988 Renmin Street,Changchun 130025,PR China
c International Center of Future Science,Jilin University,Changchun 130012,PR China
Received 1 October 2019;received in revised form 8 January 2020;accepted 17 April 2020
Available online 9 August 2020
Abstract Twin-roll casting(TRC)of Mg alloys with high Al content has unique advantages and broad development prospects.However,the severe segregation of high-alloyed Mg caused by TRC technology is difficult to solve at present,which restricts its practical application.In this work,the homogenization of coarse segregated phases in a twin-roll cast Mg–8Al–2Sn–1Zn(ATZ821)alloy was successfully achieved by a method combining solid-solution heat treatment and controlled rolling,which is suitable for industrial-scale production.In addition,the evolution of the microstructure was studied in detail.It was found that phases dynamically precipitated and dissolved repeatedly during the hot rolling process,and the evolution of entire second phases can be classified into three stages,i.e.,the net dissolution,balancing and net precipitation stages.During the process,the large-size chain-like eutectic phases evolved into a fine and nearly spherical(~0.4μm)morphology that was uniformly dispersed in the Mg-matrix due to the thermodynamic coupling and the Ostwald ripening effect.Moreover,a fine grain microstructure(~4μm)was obtained.The formidable segregation problem of twin-roll cast Mg alloys with high Al content was solved,which is an important finding for the industrial application of high-alloyed twin-roll cast sheets.
Keywords:Twin-roll cast Mg alloys;Segregated phase;Microstructure evolution;Industrial production.
1.Introduction
Magnesium(Mg)and its alloys,which have a combination of excellent specific strength,specific stiffness and good machinability,are the lightest metallic structural materials among those developed thus far and have great potential for high-performance automotive applications[1–4].However,the fabrication of Mg alloy sheets,especially for high-alloyed systems,is still a technical challenge due to the poor formability of Mg,wherein complex and costly preparation routes greatly restrict the broad application of Mg sheets in the automobile industry[5,6].
Recently,an efficient and practical technology of twin-roll casting(TRC),which has already been successfully used for producing perfect Al and Cu alloy sheets[7,8],gradually attracts people’s attention to extend it into preparation of Mg sheets.The TRC process can provide much faster solidification rates than conventional ingot casting,resulting in significant refinement of microstructures[9–13].In addition,the TRC process is very efficient in fabricating alloy sheets,as the molten alloys are directly solidified into slabs with rotating rollers,which omits the ingot casting and cogging-down pass in conventional routes.Therefore,there have been extensive attempts to study the industrial-scale TRC and its corresponding hot rolling in Mg alloys[14–17].
However,twin-roll cast Mg alloys often suffer from the occurrence of inverse and centerline segregation,which substantially affects product performance and thus hinders the application of TRC technology in industrial processing of Mg alloys[18–21].Centerline segregation,which appears in the final solidified zone of as-cast strips due to incomplete solidification of mushy zones,is a typical and inevitable microstructural feature of a twin-roll cast strip[22].Such segregation channels formed in the central plane are at least an order of magnitude larger in size than the dendritic grains in their vicinity[21,23]and usually remain until the final product[22].In addition,due to the hydrodynamic effects enforced by the rotating rollers,undesirable inverse segregation also occurs by squeezing out the solute-rich liquid from the interior region to the outer surface[9,18].These two kinds of macroscopic segregation can make the composition and microstructure nonuniform and reduce the fatigue strength of the resulting products,even causing cracks[21].As reported by Park et al.[19],the segregation of eutectic Mg17Al12phases was observed in their strip cast AZ91 alloy and formed a notable network structure,with tensile elongation of only~0.4%at room temperature.Ucuncuoglu et al.[24]also observed the centerline and surface segregation in the industrial-scale twin-roll cast Mg sheets,which would damage the mechanical properties of the component under service.
Several previous studies have focused on controlling the segregation in TRC and proposed solutions,such as the alloy design[18],constrained groove pressing(CGP)[25],and prerolling deformation[9].For example,Rashad and Pan et al.[26,27]have successfully fabricated the uniform microstructures in by stir-casting method,and thus obtaining superior mechanical performance.However,most research objects are limited to Mg alloy systems with a minor quantity of alloying elements[2,3,6,14–17,28,29].This is because the segregation caused by TRC technology increases in severity with an increasing amount of alloying elements[22].Recently,the increased demands for high-performance and lightweight vehicle covers have made research on the fabrication of highalloyed Mg sheets necessary.Therefore,solving the segregation problem of twin-roll cast Mg alloys with high alloying contents has become a top priority,whereas little work has been done on this subject until now,and there is currently no effective solution for high-alloyed twin-roll cast Mg strips.
Due to the resource scarcity and high price of rare earth(RE)elements,it is of great commercial importance to develop“RE-free”Mg alloys.In our previous work,we developed an as-extruded Mg–8Al–2Sn–1Zn(ATZ821)alloy exhibiting both a high strength and ductility at room temperature[1].This is supported by the fact that Al and Sn additions can decrease the generalized stacking fault energy(GSF)energies in Mg alloys,favouring strong strain hardening and high elongation abilities[30].As a result,the twin-roll cast ATZ821 alloy was chosen as the experimental object in the present work.To relieve the micro-segregation of high-alloyed Mg alloy slabs,a controlled rolling was introduced based on a sufficient solid solution,which is suitable for industrial-scale production of twin-roll cast Mg sheets.In detail,the evolution of segregated phases was studied to provide a reference for further optimization of the method.
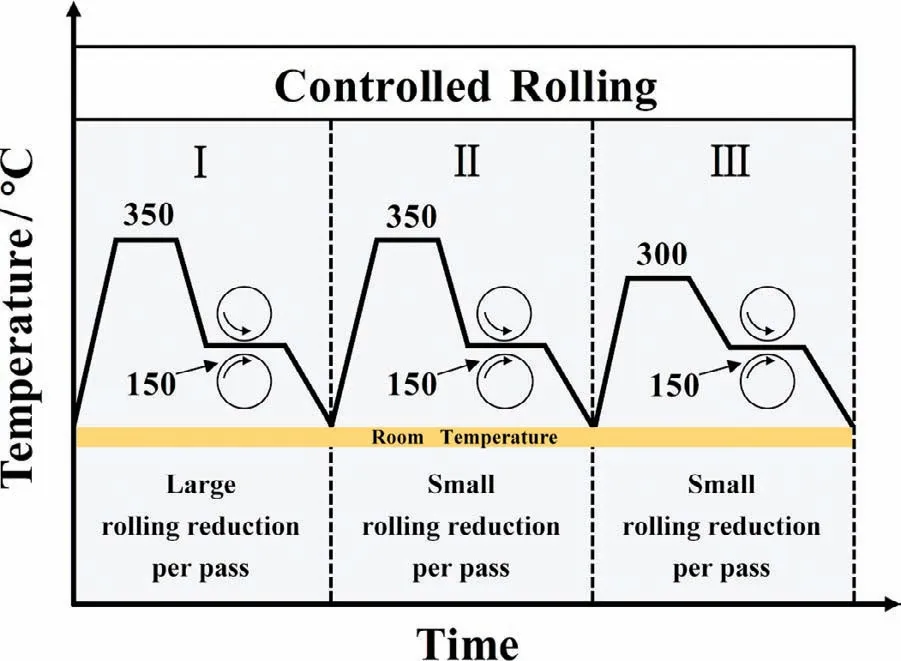
Fig.1.Schematic illustration showing the design approach(rolling reduction and temperature)of the controlled rolling process.
2.Experimental procedures
The material used in this study was a Mg–8Al–2Sn–1Zn(wt%,ATZ821)alloy slab prepared by the TRC technique with a thickness of 5.1mm.To compare the effects of casting methods on microstructure and mechanical properties of ATZ821 alloy,the ingot casting(IC)sample was also prepared by a steel mould(cooling rate~10K/s)as a contrast.A two-step solution heat treatment was applied for the rolled samples with dimensions of 40mm×30mm×5.1mm to dissolve part of the second phase into the matrix.The solution heat treatment was first carried out at 400 °C for 24h and then at 430 °C for 16h followed by water quenching.Afterwards,samples were subjected to a hot rolling process with a total reduction of~80% under descending temperature,ranging from 350 to 300 °C,and the roll temperature was 150 °C.Three different rolling processes were adopted with 6,8 and 12 rolling passes,respectively.Note that the idea of controlled rolling was introduced.To solve the segregation problem,the rolling process comprised three parts.Firstly,a relatively large rolling reduction was performed to break the coarse eutectic phases and promote their dynamic precipitation and redissolution.Secondly,a small rolling reduction was chosen to redistribute precipitates gradually and avoid cracking during deformation,which is beneficial to the subsequent reduced-temperature rolling.Finally,the rolling temperature was reduced to notably increase the quantity of precipitates and refine the grains,and thus improving the comprehensive mechanical properties of the materials.Fig.1 is a schematic illustration showing the design approach(rolling reduction and temperature)of the controlled rolling process in this work.Then,the rolled sheets were annealed at 275 °C for 1.5h.The rolled and annealed samples subjected to 6,8 and 12 passes were denoted as TRC-6P&A,TRC-8P&A,TRC-12P&A,and IC-12P&A respectively.
The phase constituents of the investigated alloys were examined by X-ray diffraction(XRD;Model D/Max 2500PC Rigaku,Japan)using Cu Kαradiation at a voltage of 40kV with a scanning speed of 2° min−1.Microstructural characterization was performed with scanning electron microscope(SEM;ZEISS EVO18,Germany)equipped with energy dispersive spectrometry(EDS;INCA-X-Max,England).The metallographic samples were taken from the planes perpendicular to the normal direction(ND).The samples for SEM observations were first ground with 2000 mesh SiC paper,buffed with 0.5μm diamond paste,and then chemically etched in an acetic picric solution(5g picric acid,5ml acetic acid,10ml distilled water,and 80ml ethanol)for~20s.Electron backscatter diffraction(EBSD)analysis was carried out in a scanning electron microscope(VEGA 3 XMU,TESCAN,Czechoslovakia)equipped with an Oxford Instruments Nordlys Nano EBSD detector that used AZtec and Channel 5.0 software to collect and analyse the data.Additionally,EBSD was performed at 20kV with a 20mm working distance,a 70° tilt and 0.4–0.6μm scan steps.The tensile tests were carried out along the rolling direction(RD)in an AGS-X-100kN electric universal testing machine(SHIMADZU,Suzhou,China)at room temperature with a strain rate of 1.0×10−3s−1.At least 4 samples were tested,and stress-strain curves with good repeatability were produced.The average size and distribution of the grains and phases were obtained using Nano Measurer 1.2 software,and the results were derived from at least 5 micrographs.
3.Results and discussion
3.1.Initial microstructures of the TRC and IC ATZ821 alloys
The XRD results in Fig.2(a)reveal thatα-Mg,Mg17Al12and Mg2Sn are the main phases in the as-received twin-roll cast ATZ821 alloy.Note that no Mg-Al-Zn ternary phase is detected.It was reported that Mg–Al–Zn ternary phases only form when the Zn/Al ratio is>3[31].In addition,no Zncontaining phases are detected due to its high solubility in Mg and relatively low content in this work[32].
The quintessential microstructures of the TRC and IC ATZ821 alloys are shown in Figs.3 and 4,respectively.According to the backscatter scanning electron microscopy(BSEM)images,there exist two types of eutectic phase in the TRC(Fig.3(c))and IC(Fig.4(b))ATZ821 alloys.According to the EDS analysis,the light-grey phase is Mg17Al12,while the bright particle adjacent to the Mg17Al12phase is Mg2Sn,which agrees with the theory of BSEM analysis that atoms with higher Z values have a brighter colour[33].The appearance of Mg17Al12and Mg2Sn agglomerates in the ATZ821 alloys is similar to that of a previous study,in which the aggregation tendency of Mg17Al12and Mg2Sn is increased when 2wt% Sn was added to the AZ91 alloy[34].
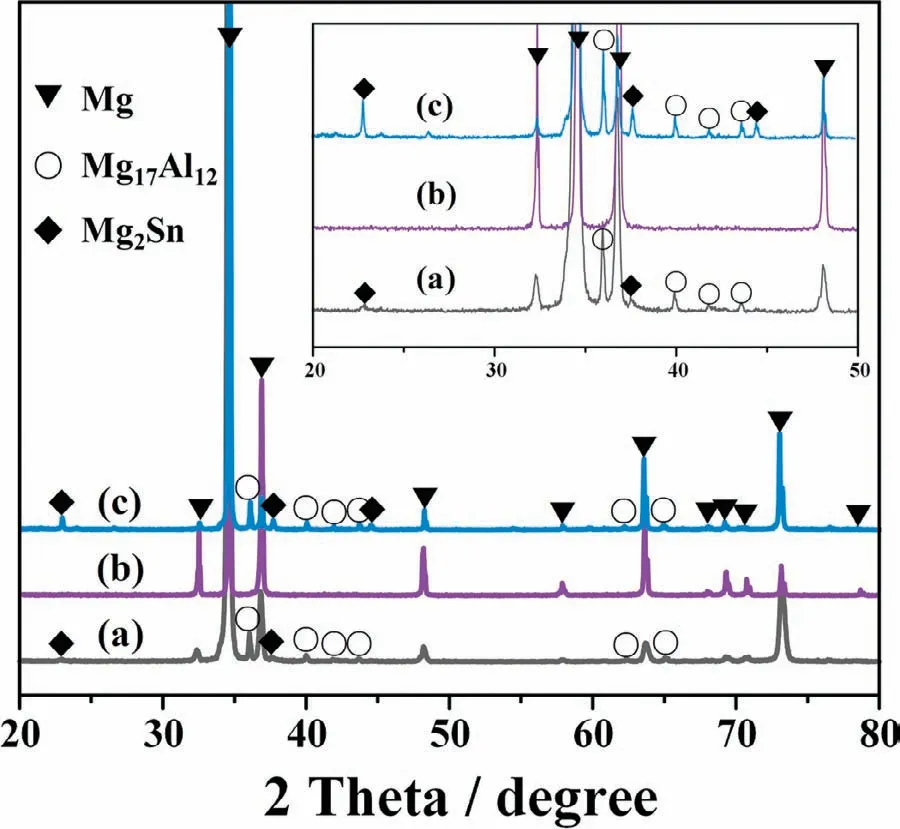
Fig.2.X-ray diffraction pattern showing the phase composition of twin-roll cast ATZ821 alloy:(a)initial sample;(b)sample after solution heat treatment(400 °C/24h+430 °C/16h,followed by water quenching);and(c)sample after rolling(~80% thickness reduction).
By comparing Figs.3(b)and 4(b)with the same magnification,the Mg2Sn particles(bright phases)in TRC sample(~0.5μm)are much finer than those in IC alloy(~2μm),which indicates the beneficial effect of TRC on refinement of Mg2Sn phase.Previous work also validated the useful contribution of TRC to microstructural modification,especially for Mg alloys with a minor quantity of alloying elements[35,36].However,for high-alloyed ATZ821 Mg alloy,it suffers from the occurrence of coarse segregated Mg17Al12phase in chainshaped and can be up to a millimetre in size.In contrast,the Mg17Al12phases in IC alloys show a relatively homogenous distribution in the matrix(Fig.4(a)),which exhibits a typical ingot casting morphology.There is no doubt that the initial microstructure with severe segregation is not ideal and substantially affects the ductility of twin-roll cast sheets.Moreover,the macroscopic(0002)pole figure in Fig.3(d)shows that the maximum peak intensity of the as-received twin-roll cast ATZ821 alloy is 15 mrd,indicating that the grain rotation makes the c-axes nearly parallel to the ND during TRC processing,resulting in a relatively strong basal texture.
The TRC ATZ821 alloy exhibits a great advantage in strength compared with the IC sample,valuing~270 and~200MPa respectively(not shown here),which is attributed to the finer microstructure and stronger basal texture in the TRC alloy.However,the elongation of the TRC alloy was only~1%,which is significantly inferior to that of the IC sample(~8%),due to the existence of coarse segregated Mg17Al12phases.Dislocations may gather around aggregative phases and become the source of cracks during deformation,and thus inducing early fracture.Therefore,if the inhomogeneous microstructure could be improved,outstanding mechanical properties would be shown in the TRC ATZ821 alloys.
From the above analysis,it can be seen that the twin-roll cast ATZ821 alloy slab has a great potential in microstructure refinement.However,to implement it into practical applications,optimization of the segregated Mg17Al12phase is the primary challenge.Moreover,if this formidable problem can be overcome by rolling processing,it will be of great significance to the production of this material.
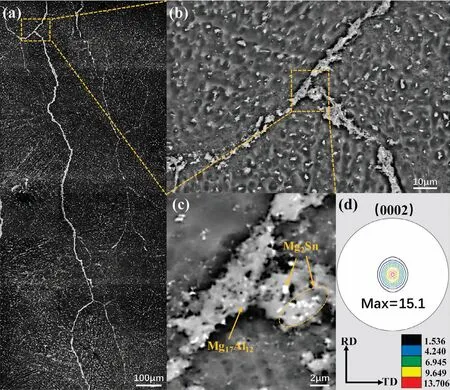
Fig.3.Results for the as-received twin-roll cast ATZ821 alloy:(a)SEM and(b)and(c)corresponding BSEM images showing the segregated microstructure and(d)macroscopic(0002)pole figure.The number in the pole figure indicates the maximum texture intensity.
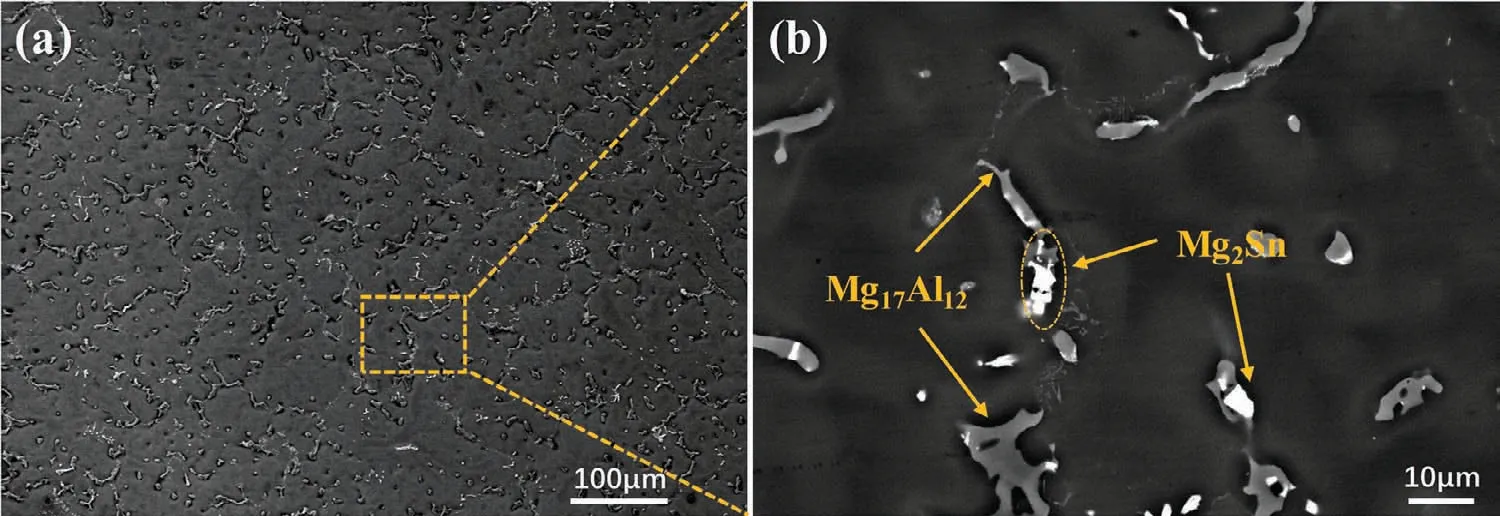
Fig.4.(a)SEM and(b)corresponding BSEM images showing the initial morphology of the second phases in IC-ATZ821 alloys.
3.2.Comparison of the three rolling processes
The micrographs of TRC ATZ821 samples after solution heat treatment are given in Fig.5.It is obvious that a certain quantity of phase remains,though the XRD result in Fig.2(b)could only detectα-Mg.The elimination of networked coarse Mg17Al12phases slightly improves the uniformity of second phases.This sufficient solution heat treatment provides a foundation for subsequent controlled rolling.
Three controlled rolling routes with~80% reduction were applied to the TRC and IC ATZ821 alloys through 6,8 or 12 passes.The XRD results in Fig.2(c)show that the Mg17Al12and Mg2Sn phases are re-precipitated after the rolling process.The SEM micrographs of the eventual rolled & annealed samples following different routes are shown in Fig.6.By comparing the TRC-12P&A(Fig.6(g),(h),and(i))and IC-12P&A(Fig.6(j),(k),and(l)),there are a lot of large aggregated precipitates in the latter.Meanwhile,the IC-12P&A exhibits a larger average size of the second phases and a wider size distribution than TRC-12P&A,which reflects the advantage of TRC on microstructural refinement as compared to the IC route.
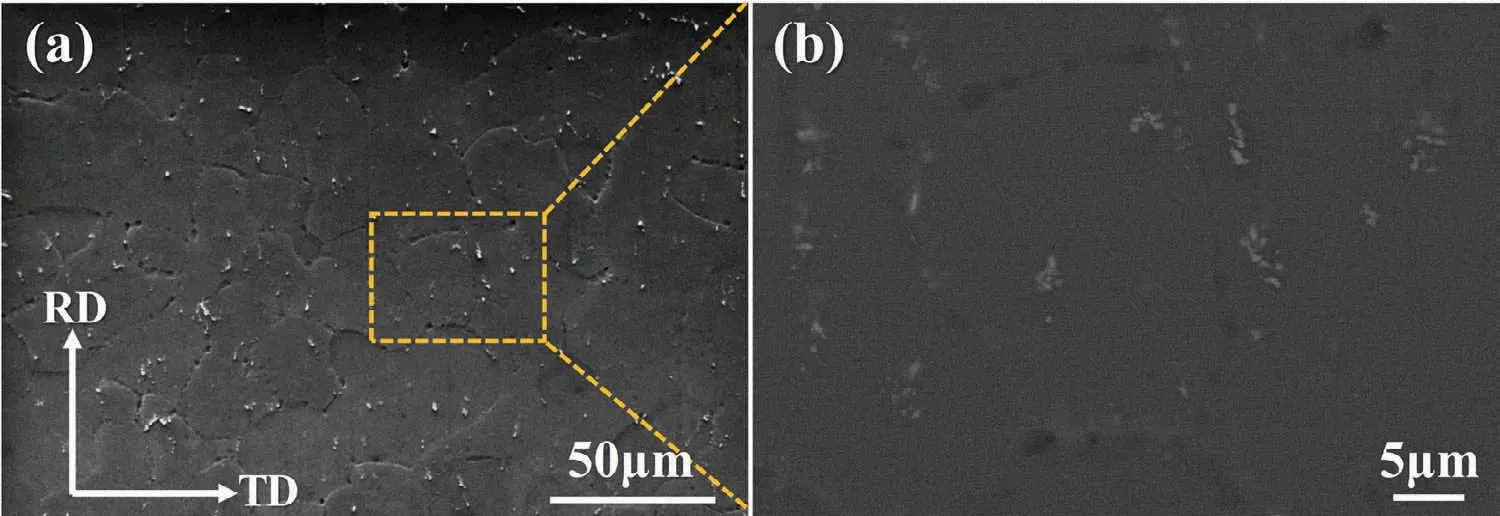
Fig.5.(a)SEM and(b)corresponding BSEM images showing the morphology of the second phases after solution heat treatment(400 °C/24h+430 °C/16h,followed by water quenching)in twin-roll cast ATZ821.
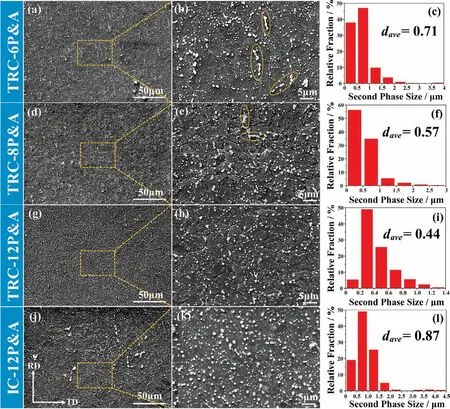
Fig.6.(a)–(b),(d)–(e),(g)–(h),and(j)–(k)SEM images and(c),(f),(i),and(l)size distribution of secondary phases,showing a comparison of the precipitate features in the TRC and IC ATZ821 samples rolled by three processes and annealed at 275 °C for 1.5h.Here,(a)–(c),(d)–(f),and(g)–(i)correspond to the TRC samples rolled by 6,8,and 12 rolling passes,respectively,and(j)–(l)correspond to the IC sample rolled by 12 rolling passes.
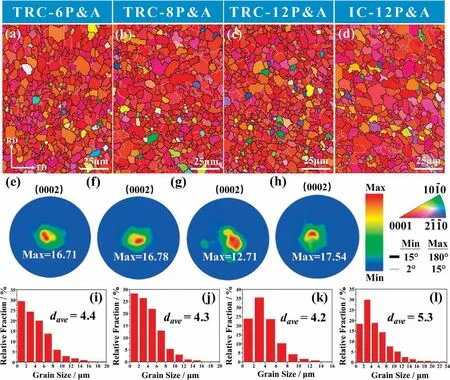
Fig.7.(a)–(d)EBSD orientation maps with(e)–(h)corresponding microscopic(0002)pole figures and(i)–(l)grain size distribution of TRC and IC ATZ821 samples subjected to three rolling routes and annealed at 275 °C for 1.5h.Here,(a),(e),and(i)correspond to 6 rolling passes;(b),(f),and(j)correspond to 8 rolling passes;and(c)–(d),(g)–(h),and(k)–(l)correspond to 12 rolling passes,hereinto,(d),(h),and(l)are IC samples.The number in each pole figure indicates the maximum texture intensity.
As for the TRC samples rolled by 6,8,and 12 passes,respectively,the homogeneity of the microstructure is significantly modified after all the three routes.The initial large-size chain-like second phases in the TRC samples are fractured and cracked into a fine nearly spherical morphology with uniform distribution.The precipitates in TRC-12P&A sample(Fig.6(g)and(h))distribute more uniformly than that in TRC-8P&A(Fig.6(d)and(e))and TRC-6P&A(Fig.6(a)and(b)).There are still some aggregated precipitates in the TRC-6P&A sample(marked by yellow circles in Fig.6(b)),and many of them are aligned along the RD.For the TRC-8P&A sample,the fraction of aggregated precipitates decreases obviously,and their orientation is very diversified and random(Fig.6(d)–(e)).Moreover,according to Fig.6(c),(f),and(i),the precipitate size in TRC-12P&A is almost under 1.4μm,while there are occasionally much coarser precipitates in the TRC-6P&A and TRC-8P&A samples,indicating that the homogeneity and refining of precipitates improves greatly by increasing the rolling pass number.
The EBSD orientation maps,along with the corresponding microscopic(0002)pole figures and grain size distributions of the rolled & annealed samples,are shown in Fig.7.The IC-12P&A exhibits a larger average grain size and a wider size distribution,because the finer precipitates in TRC-12P&A is more effective in inhibiting grain growth during hot process.For the three TRC samples under different rolling routes,the average grain size has no disparities and is approximately 4μm.However,the grain size in the TRC-8P&A and TRC-6P&A samples presents a relatively wider distribution than that of the TRC-12P&A sample(Fig.7(i)–(k)),indicating that as the number of rolling pass increases,the homogeneity of grain size distribution improves.
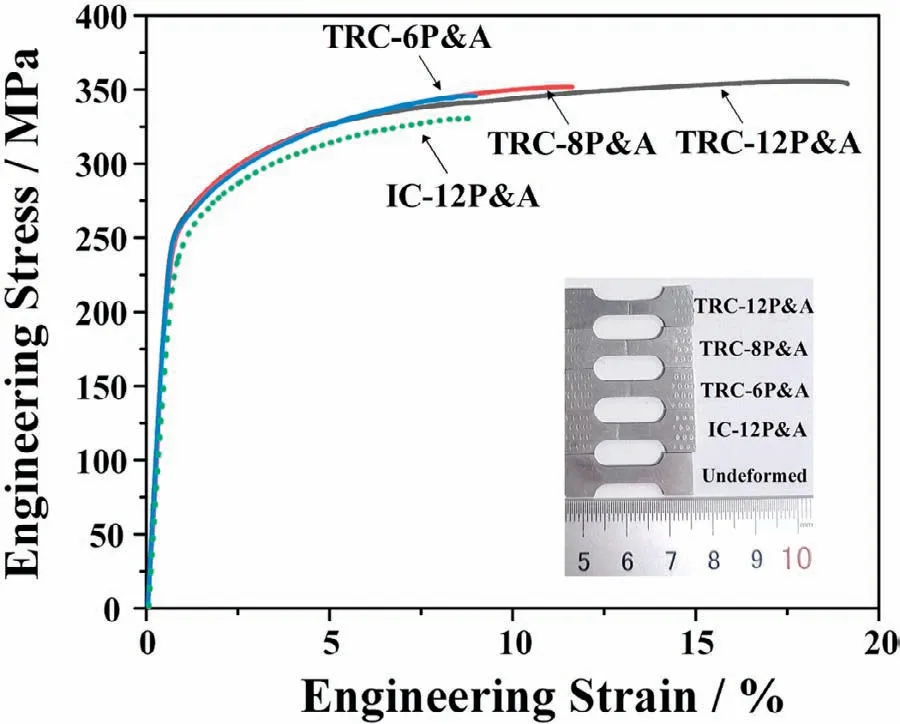
Fig.8.Tensile engineering stress–strain curves of the rolled and annealed TRC and IC ATZ821 samples following three rolling routes,where the bottom right inset compares the macrographs before and after deformation.

Table 1Tensile properties of the rolled and annealed TRC and IC ATZ821 samples in this work.
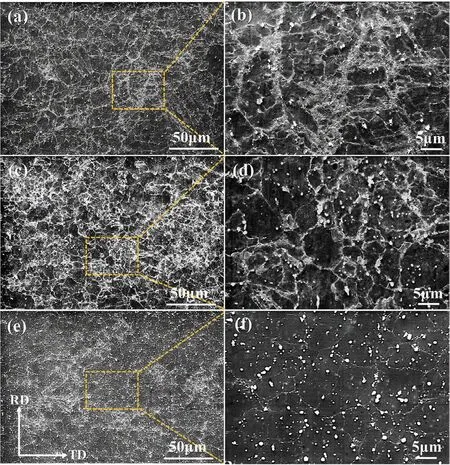
Fig.9.SEM micrographs showing the evolution of microstructure during hot rolling of twin-roll cast ATZ821 after(a)and(b)the 1st pass,(c)and(d)the 2nd pass and(e)and(f)the 4th pass.
As shown in Fig.7(e),(f),(g)and(h),statistical analysis of the micro-texture indicates that all the four samples demonstrate a strong basal texture.This phenomenon agrees with reported work,which found that Mg alloys with high Al content formed a strong basal texture after hot rolling[37].Additionally,the results show that the micro-texture of the TRC-12P&A sample(Fig.7(g))is weaker than that of the TRC-8P&A(Fig.7(f)),TRC-6P&A(Fig.7(e))and IC-12P&A(Fig.7(h))samples.A more uniform microstructure and a weaker texture were obtained via the 12-pass controlled rolling process compared with those in the original twin-roll cast sample,meeting the expected goal.
The typical tensile engineering stress-strain curves of the rolled & annealed sample are shown in Fig.8,with the corresponding tensile properties listed in Table 1.The comprehensive performances of the TRC samples are better than that of the IC alloy.For the TRC ATZ821 alloys,the 12P&A yields the best elongation(~17%).Although the yield strength(YS)and ultimate tensile strength(UTS)of the three TRC alloys appear similar,the error bar reveals that the TRC-12P&A sample possesses an improved repeatability.A comparison of the mechanical properties is consistent with the microstructure as mentioned above,which has been concluded that microstructural homogeneity improves greatly by increasing the rolling pass number and thus result in an improved elongation and stability.Moreover,the high tensile strength at room temperature is principally due to the cooperative effect of fine grain strengthening and dispersion strengthening.In particular,the nearly spherical Mg17Al12particles uniformly distribute within the grain interiors and improve the yield strength(YS).
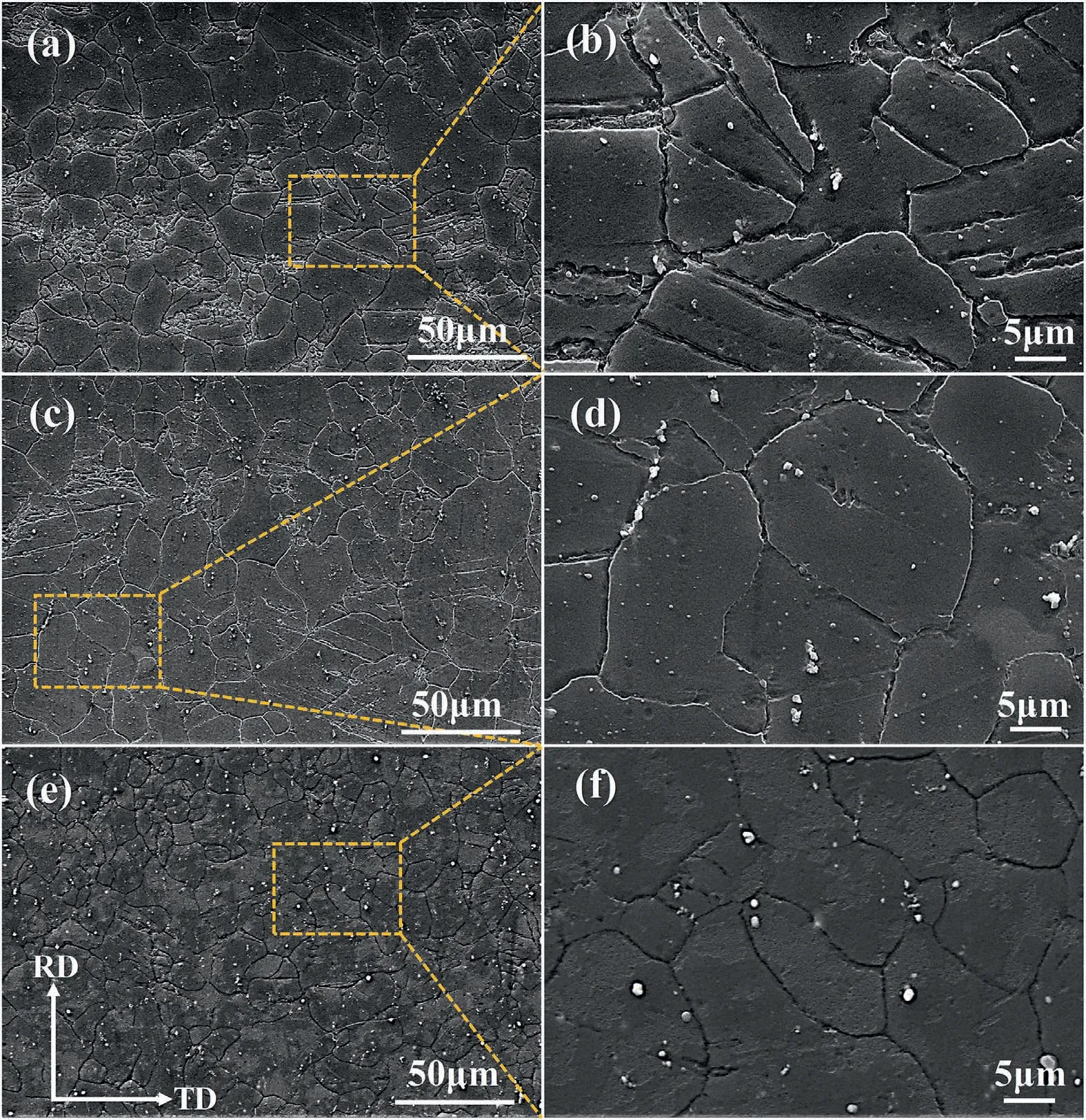
Fig.10.SEM micrographs showing the evolution of microstructure during hot rolling of twin-roll cast ATZ821 after(a)and(b)the 5th pass,(c)and(d)the 7th pass and(e)and(f)the 9th pass.
Accordingly,a method of controlled rolling has been proposed,which greatly alleviates the segregation of twin-roll cast Mg alloys with high Al content.To provide additional optimization of this method,the microstructure evolution of the optimal process in this work should be studied in detail.
3.3.Microstructure evolution of the rolling process
The optimal process proposed in this study occurred after 12-pass rolling.Hence,the microstructure evolution after each rolling pass was observed in detail.According to the results in Figs.9–11,the entire evolution of the second phases can be classified into three stages,i.e.,the net dissolution,balancing and net precipitation stages.
The first stage,referred to as the net dissolution stage,corresponds to the high temperature(350 °C)controlled rolling with a large reduction per pass(~15%),corresponding to the total rolling reduction within~50%.During this stage,the quantity of the precipitates decreases gradually with an increase in the number of rolling passes,which exhibits a general dissolution trend.This could be ascribed to the fact that the large reduction after each pass introduces additional defects,such as dislocations and deformation twins,which provide additional diffusion paths for solute atoms and thus enhance their diffusion capacity.Accordingly,the precipitate redissolution is greatly facilitated during subsequent interpass annealing(350 °C).Moreover,the execution of a large rolling stress is conducive to crushing the coarse eutectic phases and further accelerates their dissolution into the Mg matrix.
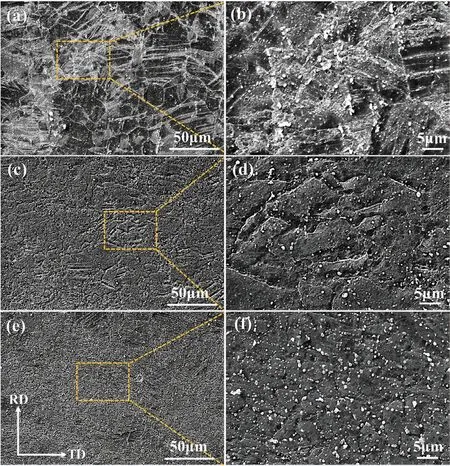
Fig.11.SEM micrographs showing the evolution of microstructure during hot rolling of twin-roll cast ATZ821 after(a)and(b)the 10th pass,(c)and(d)the 11th pass and(e)and(f)the 12th pass.
Specifically,after the 1st(Fig.9(a)and(b))and 2nd(Fig.9(c)and(d))pass rolling,the phases that have dissolved into the matrix after solid-solution heat treatment reappear by dynamic precipitation,which mostly involves discontinuous precipitates along grain boundaries and inherits the segregation behaviour of the original twin-roll cast microstructure.The coarse eutectic phases are crushed into small pieces during hot rolling with a large reduction,showing a disorganized appearance.After the 4th rolling pass(Fig.9(e)and(f)),the precipitates gradually become spherical in shape and increase in size while their area fraction decreases.This phenomenon can be explained by the spontaneous process of Ostwald ripening[38].Herein,large particles tend to grow at the expense of small particles,which is driven by a decrease in the interface area between the particle and matrix,resulting in a reduction in the total interface free energy.As a result,the average particle size increases while the quantity of particles decreases during coarsening.
In addition,under the action of thermodynamic coupling,dynamic precipitation and redissolution are both present.It is rational that the dynamic precipitation of near-spherical phases is driven by rolling deformation,and subsequent interpass annealing makes the precipitates in other shapes dissolve into the matrix again because of their relatively poor thermal stability.Hence,with the phases precipitating and dissolving repeatedly,the precipitates gradually form a spherical shape,which is the most thermodynamically stable morphology.
The second stage involves high temperature(350 °C)controlled rolling with a small reduction per pass(~10%),which corresponds to the total rolling reduction between~50%and~70%.Fig.10 demonstrates that the area fraction of the precipitates no longer has a significant downward trend and reaches the lowest values during this procedure.Moreover,there is no remarkable change in the shape and size of precipitates.The phase evolution entered the balancing stage.This could be due to the relatively small rolling reduction per pass;hence,few defects could be introduced,which is not conductive to solid diffusion.Compared with the first stage in the controlled rolling strategy,the solubility of solute atoms reaches saturation in the Mg matrix during the second stage,and thus,a balance may be reached between dynamic precipitation and dissolution in this stage.
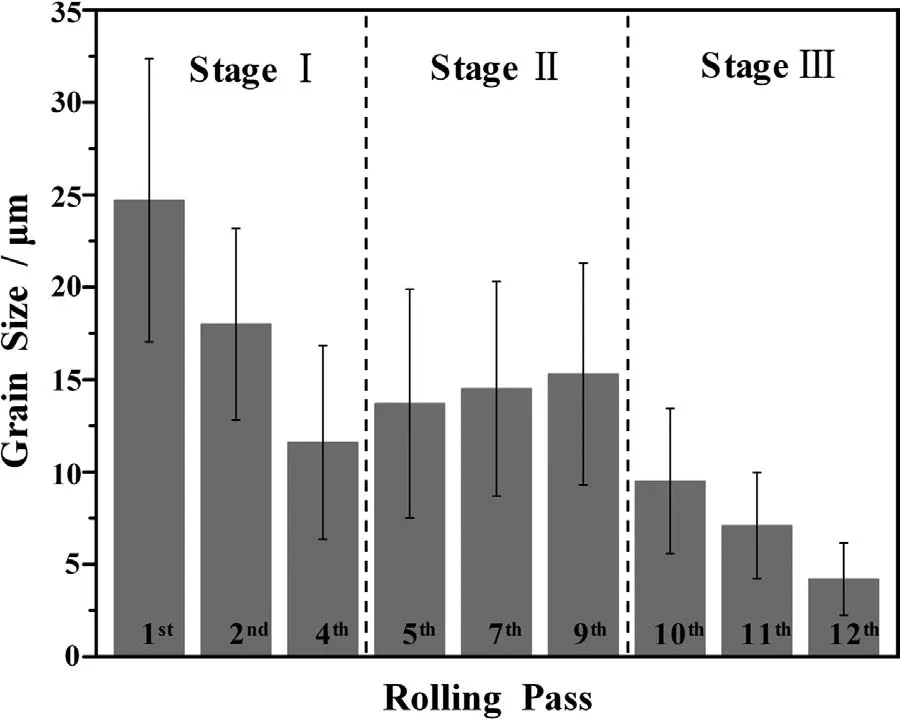
Fig.12.Grain size charts showing the evolution of grain size in 12P-rolled twin-roll cast ATZ821 samples.
From the 10th pass onward,the rolling temperature drops to 300 °C,and the microstructure evolution enters the net precipitation stage,which corresponds to the total rolling reduction ranging from~70% to~80%,as shown in Fig.11.In this stage,a great quantity of second phases precipitate and show a continuous increase with the following 2 rolling passes.Due to the reduction in the rolling temperature,the second phases show a strong propensity to precipitate.This is related to the fact that a large number of defects,such as twins and crystal distortions,may be introduced by deformation at a relatively low temperature,which provides a very large number of positions for the nucleation of second phases.Moreover,the dynamic precipitation during rolling deformation prevails over the phase redissolution during interpass annealing(300 °C),resulting in the substantial growth of granular precipitates with uniform distribution(~0.4μm).
The average grain size of the rolled samples after the main rolling passes is summarized in Fig.12.During the 1st to the 4th passes,the grains are refined to a certain extent by the large rolling reduction.Note that during the 4th to the 9th passes,the grains are no longer refined and even grow from~10μm to~15μm.The mild coarsening of the grain size in stage II is related to the very small quantity of second phases,which is not enough to inhibit the grain growth during the inter-pass annealing of the hot rolling process.Moreover,the grains are obviously refined after the 10th pass due to the combination of an increasing quantity of precipitates and a reduced-temperature rolling process,thus effectively restraining the growth of the recrystallized grains and producing a fine-grained microstructure.
Finally,through 12-pass controlled rolling,the uniformity of the severely segregated twin-roll cast microstructure increases,yielding fine grains together with a high area fraction of nearly spherical dispersed precipitates.A schematic diagram of the microstructure evolution process is given in Fig.13.
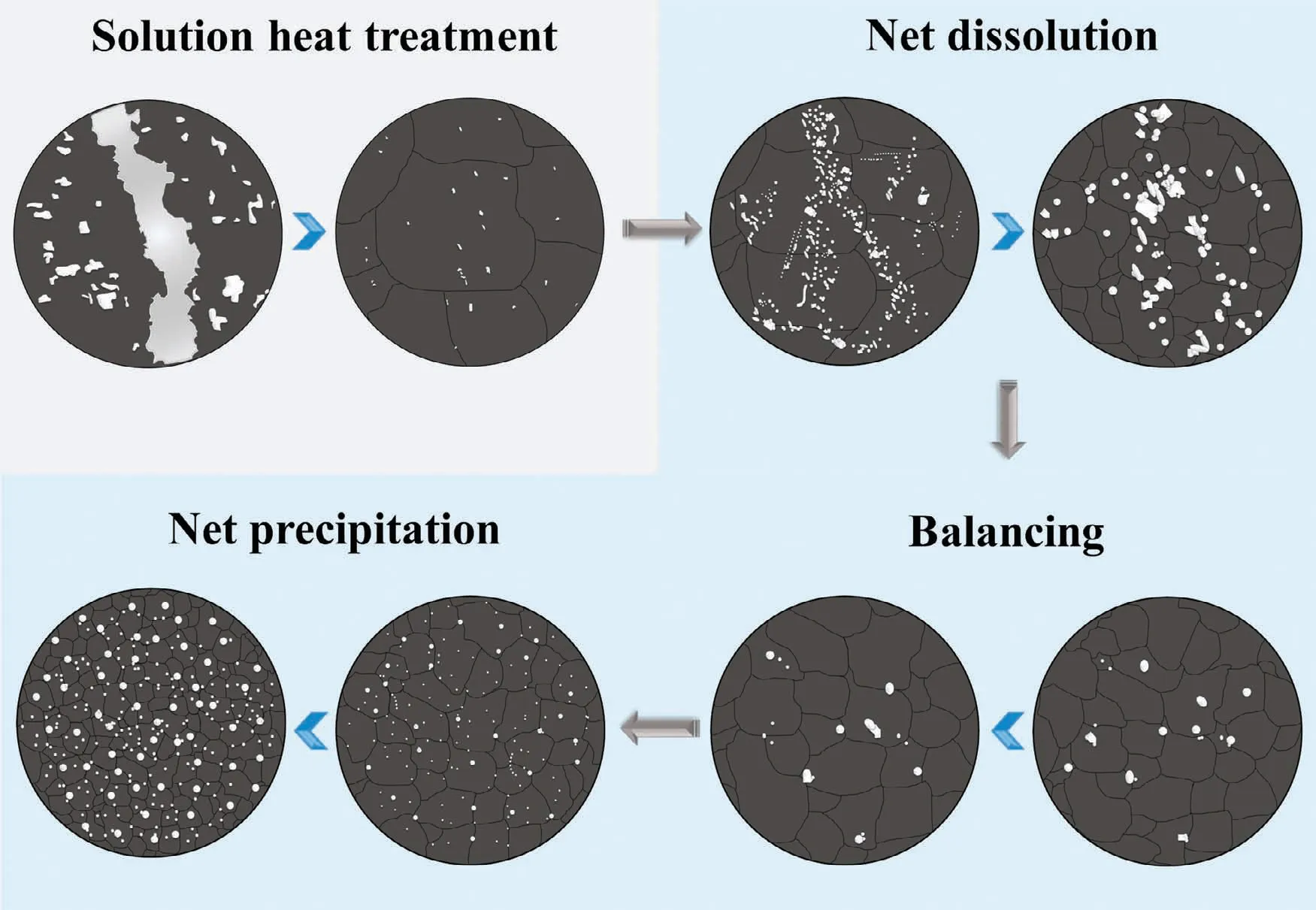
Fig.13.Schematic illustration showing the evolution process of twin-roll cast ATZ821 microstructure.After solution heat treatment(400 °C/24h+430 °C/16h,followed by water quenching),parts of the second phases are dissolved.The entire evolution of the second phases during 12-pass controlled rolling can be classified into three stages,i.e.,the net dissolution,balancing and net precipitation stages.
4.Conclusions
The controlled rolling approach was introduced to solve the severe segregation that originates during the TRC process in high-alloyed ATZ821.Three routes involving different rolling passes,i.e.,6,8 and 12,were proposed,which are of great significance to industrial production.Herein,the 12-pass rolling process was proven to be the optimal process,indicating that microstructural homogeneity improves greatly by increasing the rolling pass number.Correspondingly,a homogeneous microstructure with fine grains(~4μm)and near-spherical precipitates(~0.4μm)was obtained,and a remarkable combination of properties was produced with the yield strength,ultimate tensile strength and elongation reaching~245MPa,~347MPa and~17%,respectively.Furthermore,the microstructure evolution during 12-pass controlled rolling was analysed in detail.The evolution of the second phases can be classified into three stages:the net dissolution,balancing and net precipitation stages.
(1)Net dissolution:this stage corresponds to the large reduction stage during the controlled rolling,where the coarse eutectic phases are crushed into small pieces and then gradually spheroidize and increase in size,while the quantity of precipitates declines as the number of rolling passes increases.The evolution of the precipitates is related to the thermodynamic coupling effect and Ostwald ripening.
(2)Balance stage:this stage corresponds to the small reduction stage during the controlled rolling,where the area fraction of the precipitates reaches the lowest value herein.Moreover,there is no remarkable change in the shape and size of the precipitates.A balance may be reached between dynamic precipitation and dissolution,as the solubility of the solutes reaches saturation under this rolling condition.
(3)Net precipitation:this stage corresponds to the reducedtemperature stage during controlled rolling,where a great quantity of second phases continuously precipitates(~0.4μm),exhibiting a nearly spherical morphology with uniform distribution.This is because numerous defects are introduced by the relatively low deformation temperatures,which can provide nucleation sites for second phases.
Acknowledgments
Financial supports from The National Natural Science Foundation of China(Nos.51625402,51790483,51801069 and U19A2084)are greatly acknowledged.Partial financial support came from The Science and Technology Development Program of Jilin Province(Nos.20190901010JC,20190103003JH,20200401025GX and 20200201002JC)and The Changjiang Scholars Program(T2017035).
杂志排行
Journal of Magnesium and Alloys的其它文章
- Tailoring the degradation rate of magnesium through biomedical nano-porous titanate coatings
- Modified embedded-atom method interatomic potentials for Mg–Al–Ca and Mg–Al–Zn ternary systems
- Dual alloying improves the corrosion resistance of biodegradable Mg alloys prepared by selective laser melting
- The corrosion behavior of Mg–Nd binary alloys in the harsh marine environment
- In vitro and in vivo evaluations of Mg-Zn-Gd alloy membrane on guided bone regeneration for rabbit calvarial defect
- In vitro corrosion resistance,antibacterial activity and cytocompatibility of a layer-by-layer assembled DNA coating on magnesium alloy