Exploring the concept of castability in magnesium die-casting alloys
2021-03-10Weiler
J.P.Weiler
Meridian Lightweight Technologies,Canada
Received 17 March 2020;received in revised form 23 April 2020;accepted 27 May 2020
Available online 26 June 2020
Abstract This paper provides a summary of the recent work completed and history of the measure of manufacturability in the magnesium diecasting industry.The most popular die-casting alloys utilized in this industry are based on the Mg–Al system,including AZ91,AM60 and AM50.These are well-established alloys,and are generally considered to be highly castable.However,the concept of castability in magnesium die-casting is not a well-defined characteristic or quantitative material property.As a result,the author investigates the subject of castability for magnesium die-cast alloys and how it relates to the development of alloys for innovative applications or improved properties.This paper provides a summary of some key findings in literature on the castability of magnesium die-cast alloys,how castability is defined and evaluated,the impact of different alloying elements on the castability of magnesium alloys,and suggestions for future work.
1.Introduction
The use of magnesium alloy products has been increasing over the last several years,offering weight reduction among other opportunities,resulting in increasing consumption and associated supply of magnesium over the last several years.The production of pure magnesium metal in China has increased by 20% from 2015 to 2017[1],while the consumption has increased 12% over the same time frame.Industry sources further agree that the two primary areas of consumption of magnesium as of 2017 are die-casting of magnesium alloys and aluminum alloying,accounting for over 50% of the consumption[1,2].The die-casting of magnesium alloys is calculated to account for 36–40% of the use of primary magnesium as of 2017,but this use has increased by 25% from 2015 levels[1],and is anticipated to account for a greater percentage of primary magnesium use by 2027[2].The largest sector of magnesium alloy products is the die-casting industry,serving the automotive,aviation and 3C(computers,communication and consumer electronics)industries.Recent high-volume uses of magnesium die-castings introduced to the automotive market have helped facilitate this increase.For example,the Chrysler Pacifica rear liftgate inner casting(Fig.1)and Jeep Wrangler rear swinggate inner casting(Fig.2),the Honda Odyssey and Acura RDX steering hanger beams,and the Ford F-series radiator support castings.In 2017 alone,these applications accounted for over 1.5 million vehicles sales in North America[3].
Despite these statistics and forecasts,according to keyword searches performed using the Scopus service[5],peerreviewed publications focusing on magnesium die-casting technology have decreased over 50% since reaching a high in 2005,as shown in Fig.3.An alternative investigation of these publications since 2006 by keyword shows that the keyword‘microstructure’is found in 30% of these publications,the keyword‘mechanical properties’is found in 25%,while the keyword‘castability’is found in only 2% of these publications.Considering that the primary magnesium-based use of magnesium metal is die-casting,there is a needed focus on the manufacturing technology,namely die-casting and the ability to cast alloys and components.Consequently,we present an investigation reviewing literature for publications focusing on castability of magnesium die-castings or die-cast alloys,provide a summary of key findings in these studies,review the effects of different alloying elements on the castability of magnesium alloys,and provide suggestions for future works in this area.

Fig.1.2017 Chrysler Pacifica showing the liftgate assembly highlighted by a magnesium die-cast inner[4](Copyright 2018 by FCA.Used with permission.Chrysler is a registered trademark of FCA US LLC).

Fig.2.All-new 2018 Jeep Wrangler produced with a die-cast magnesium rear swing gate[4](Copyright 2018 by FCA.Used with permission.Jeep is a registered trademark of FCA US LLC).

Fig.3.Number of peer-reviewed publications focusing on magnesium diecasting technology published annually from 1995 to 2019[5].
2.Literature review of magnesium castability
We completed a literature keyword review using the annual TMS publication of papers from the Magnesium Technology symposium from 2002 to 2019 and the Journal of Magnesium and Alloys publication from 2013 to 2019.These publications were chosen based on their dedicated subject matter to magnesium and magnesium technology.We surveyed the papers published in these volumes for the word‘castability’.Fig.4 shows the results of this survey plotting the ratio of number of occurrences of‘castability’per published paper as a function of year.Fig.4 shows that the keyword‘castability’ is found at a maximum of nearly two times per published paper in the year 2002.The occurrences of‘castability’decreases to less than 0.5 per published paper by 2009,and has remained relatively constant since.Papers with more than 6 occurrences of the keyword‘castability’were classified as publications focusing on the castability of magnesium diecastings or die-cast alloys.Fig.5 shows the percentage of these papers focusing on castability of the total number of papers annually from 2002 to 2019 published in these two sources.Fig.5 shows that the percentage of papers focusing on magnesium castability has decreased from above 5%from 2002 to 2004 down to less than 2% from 2009 to 2019.Fig.5 shows that more recently,between the years of 2015 and 2019,there is less than 1% of papers in these publications focusing on magnesium castability.

Fig.4.Literature keyword survey of the occurrences of‘castability’per published paper as a function of year.The literature survey was completed using Magnesium Technology volumes from 2002 to 2019,and Journal of Magnesium Alloys volumes from 2013 to 2019.
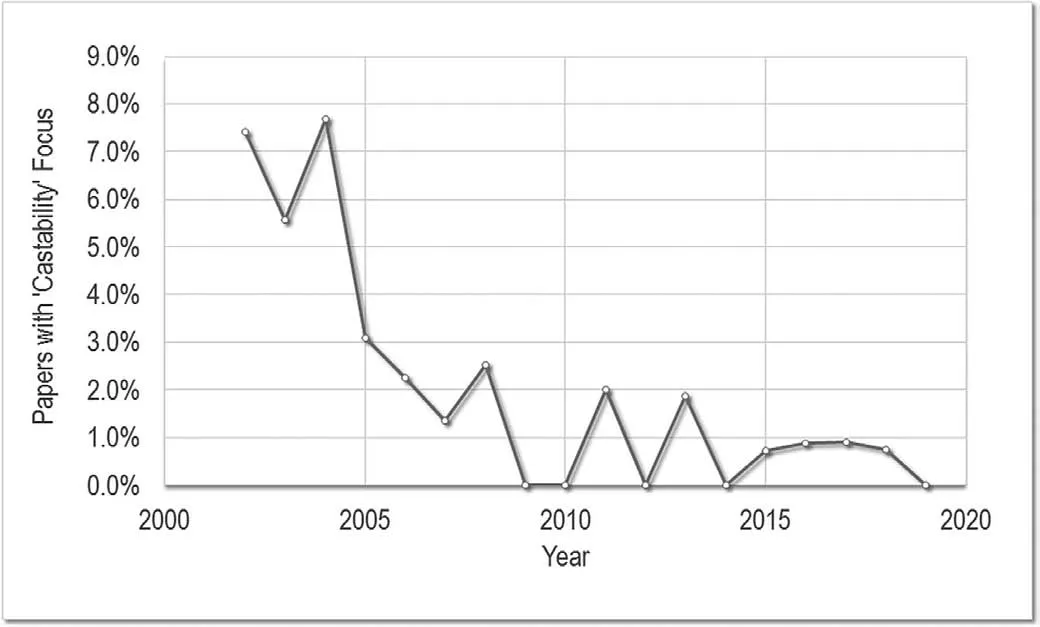
Fig.5.Percentage of papers with magnesium castability focus as a function of year published in Magnesium Technology volumes from 2002 to 2019,and Journal of Magnesium Alloys volumes from 2013 to 2019.
One significant explanation for this decrease can be attributed to the departure of Dow Chemical,Noranda and Norsk Hydro from the magnesium business in the last 20 years[6].These departures were part of a 90% decrease in North American and Western European primary magnesium production capacities from 2001 levels[6].Both Noranda and Norsk Hydro were active in the international magnesium technology and magnesium die-casting technology communities in the early 2000′s before their departures.To demonstrate,a keyword search for the words‘Norsk’and‘Noranda’in the same publication ranges discussed above was completed.The occurrences of these keywords decrease from a maximum of nearly 1.0 per paper in 2002 to approximately 0.1 per paper by 2008.In addition,the influence and technological developments from Dow Chemical to the magnesium industry in North America beginning in the World War I timeframe through the late 1990′s has been well documented[7].As a result,we thought it would be prudent to review the definition of,and the history of‘castability’in literature,review previous publications focusing on the castability of magnesium alloys,and to provide potential opportunities for the industry going forward.
3.Defining castability
In reviewing literature,it is obvious that a large number of publications report that magnesium alloys have excellent castability,for example:
•“Magnesium alloys have the advantageous properties such as low density,high specific strength,good castability,…”[8],
•“Some Mg–Al based alloys,such as AZ91D and AM60B,have been used in automotive products since these alloys exhibit superior die castability and a good balance of strength and ductility..”[9],and
•“Magnesium based alloys have been attracting much attention as lightweight materials due to their high specific strength,good castability….”[10].
But what does good,or excellent castability really mean,and how is it evaluated?
The term castability is not a material property per se,in that a quantitative measurement can be tested and reported on.Castability is a somewhat subjective property that can have several different descriptions given when applied to magnesium alloys.Generally,in literature,castability has been defined as the ability to form a product from a die pattern with satisfactory results[11,12].Castability in magnesium alloys has been described by the ability to fill a diecast mold[11,13–15],the fluidity of the alloy in the molten state[11,16,17],a resistance to hot tearing[11,13,14,16,18],a consistency of chemistry during normal operations,freezing/remelting cycles,and recycling[14,16,18,19],a resistance to die sticking or soldering[11,15,18],and the feeding ability to compensate for solidification shrinkage[11,14–16,18].However,not all of these characteristics are easily evaluated.The ability to fill a die-cast mold,resistance to hot tearing and resistance to die sticking or soldering can be subjectively evaluated using visual analysis,and compared either against a standard or baseline result[18].The consistency of chemistry during normal casting operations can be evaluated by performing chemical analyses throughout a die-cast trial[18],however,performing evaluations during freezing and remelting,and recycling operations is not easily accomplished with a single casting trial.Evaluating the fluidity of an alloy is typically performed using a test mold to measure the flow length of a molten metal before it solidifies[17],however,it requires a separate test mold to complete.Finally,the feeding ability can be evaluated by subjective visual evaluations,x-ray analyses for internal porosity levels,and in some cases,leak testing against a standard[18].The AZ91 alloy has been either used as the baseline result for castability evaluations[14,18],or is generally agreed upon as the composition possessing the greatest castability[12,13,19].
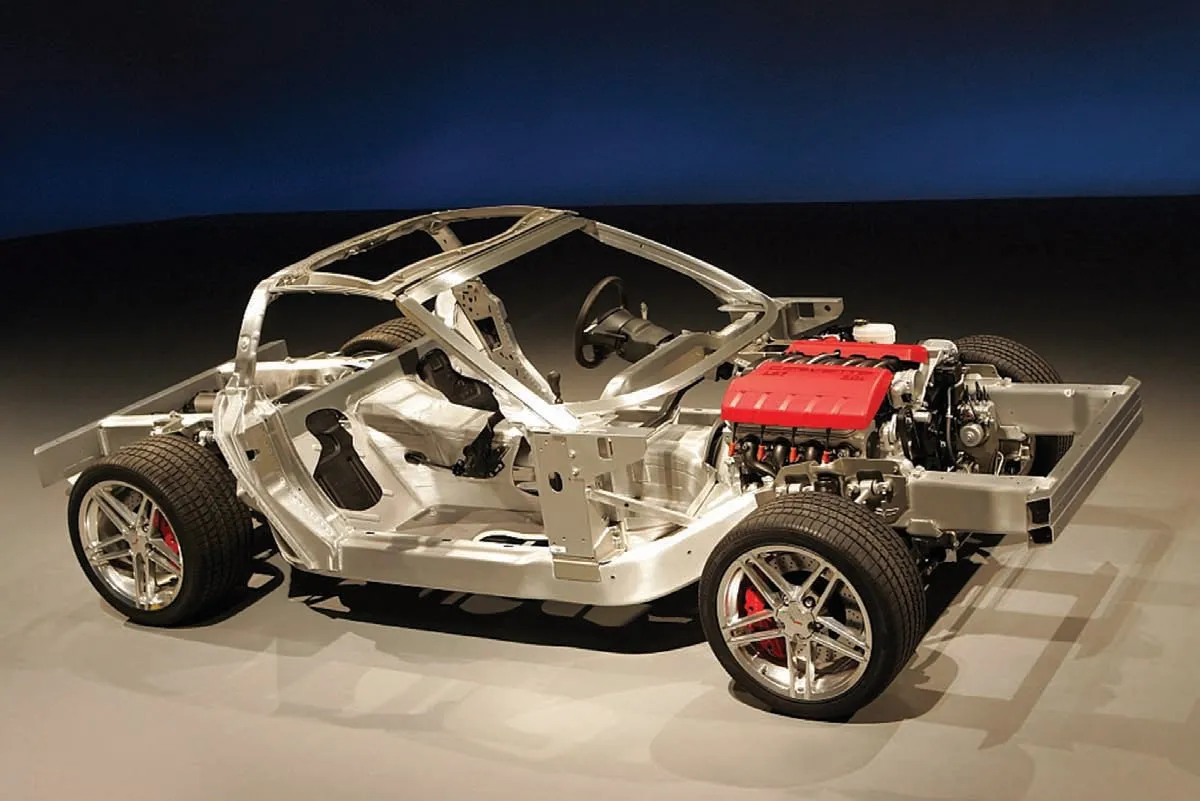
Fig.6.2005 General Motors Corvette Z06 chassis with AE44 cast magnesium front crossmember[36].(Copyright 2012 by General Motors Media Archive.Used with Permission.).
4.History of castability of magnesium alloys
The history of die-casting magnesium originates sometime in the late 1920′s to early 1930′s in Germany[20–22].Historically,it was understood early on that casting with magnesium alloys,due to their low solubility with iron in the molten state,do not possess the tendencies to solder or stick to the die as casting with aluminum alloys does[20,22–24].Further,this metallurgical feature as well as magnesium’s low reactivity with iron was understood to lead to a longer die life,reduced need for die lubrication,and easier molten metal handling characteristics[23,24]once challenges with protecting molten magnesium from oxidation were achieved[22].Early on,it was well understood that the castability in magnesium alloys is greatly affected by alloying elements,specifically,aluminum and zinc[25,26].The Mg–Al–Zn system was developed for die-casting due to its good flow properties and mold filling capacity[22].The castability of magnesiumaluminum alloys was reported to increase with increasing aluminum contents up to about 10%,and further improvements were reported with additions of zinc contents up to 3%[25].However,when the aluminum content was below 6%,it was reported that poor fluidity and solidification shrinkage occurred[21,26].Additionally,when the zinc content increases above 3%,hot cracking was observed to occur[25].As a result,the early alloys were based on the Mg–Al–Zn family,typically with aluminum contents between 8 and 9% and zinc contents around 1% to maximize the quality of the cast product[20,21,26].The AZ91 alloy composition has been since used as the standard for comparing the castability of newly developed alloys[14,18,21,27–29].
In the mid-1960′s,it was determined that new alloy compositions were required to realize the increasing number of automotive applications targeted for magnesium die-castings;the properties of AZ91 were determined to not be sufficient for the temperatures produced by upgraded engine packages,as detailed by Volkswagen[21].Additionally,the relatively low ductility of AZ91 resulted in an inadequate toughness for automotive wheel applications targeted by Fiat[30].As a result,the AM60 composition was selected by Fiat,Cromodora and Dow that exhibited the required toughness,strength and cost for an automotive wheel,and while reportedly not as castable as AZ91,it was deemed to be an adequate level of castability[21,30].
There has since been significant investigation into alternative alloy systems that could exhibit similar room temperature characteristics of AZ91–strength,castability and cost–but improved creep strength up to 175°C[21].Systems containing varying amounts of alloying elements have been investigated,including silicon,calcium and rare earths,among others.It was determined early on that improvements to the creep strength at elevated temperatures of the AZ81 composition would result in a reduction of other properties,such as ductility in the case of silicon and calcium additions,cost in the case of rare earth(RE)additions,and castability in the form of die sticking and hot cracking due to calcium addition forming the AX81 alloy[21].Alloys with compositions AS41 and AE42 were eventually developed with reportedly the same level of castability of AZ91 and improved creep properties[21].Further developments were undertaken exploring magnesium cast alloys with improved high-temperature creep strength with alloying elements in varying contents and combinations,including silicon,calcium,cerium-rich mischmetal,strontium,tin,and other RE elements,including the commercial alloys AE44[11],AM-HP2[27],AJ52[31],AXJ530[32],MRI153M and MRI230D[33],among others.Notable automotive applications in production using these alloys include the Mercedes-Benz 7-speed automatic transmission case manufactured using AS31 alloy found on several different class vehicles equipped with V8 gasoline engines starting in 2003[34],the BMW aluminum-magnesium composite crankcase using an AJ62x alloy housing found on 3-and 6-series vehicles from 2004 to 2015[35],the General Motors front crossmember cast using AE44 found on the Z06 Corvette from 2006 to 2013,shown in Fig.6[36],and the Ford strut tower structural brace using AE44 found on the Mustang Shelby GT500 starting in 2020[37],shown in Fig.7.

Fig.7.2020 Ford Mustang Shelby GT500 with cast Magnesium strut brace[37].(Copyright 2019 by Detroit Free Press.Used with Permission.).
The castability of these alloys with improved hightemperature creep strength has been evaluated by several different research groups with different methods of evaluation,such as casting trials with specially designed dies[12,14,18,29,33].The castability assessments completed in these works conclude that AZ91 does provide the best composition for reduced cracking[29],hot tearing[12],and best overall castability[18,29].The alloys containing even small amounts of calcium(greater than 0.4%)demonstrates increased tendencies to crack[12,18],increased soldering[12,18],melt handing issues[29],and an overall castability rated below both AZ91[12,18,29,33]and AM-alloys[18,29].The Mg–Al-RE alloys were reported to demonstrate a castability similar[18],or improved when compared to AM-alloys[29],a filling propensity similar to AZ91[29],however,a poor hot tearing tendency[12].Finally,alloys containing aluminum and silicon were reported to demonstrate a castability rating nearly as good as AZ91[29,33],however,with reduced hot tearing resistance[12].Figs.8 and 9 summarize the creep performance vs.castability rating for various commercially available Mg cast alloys found in[27]and[29].In both instances,AZ91 is considered the most castable alloy composition.
5.Effect of alloying elements on castability
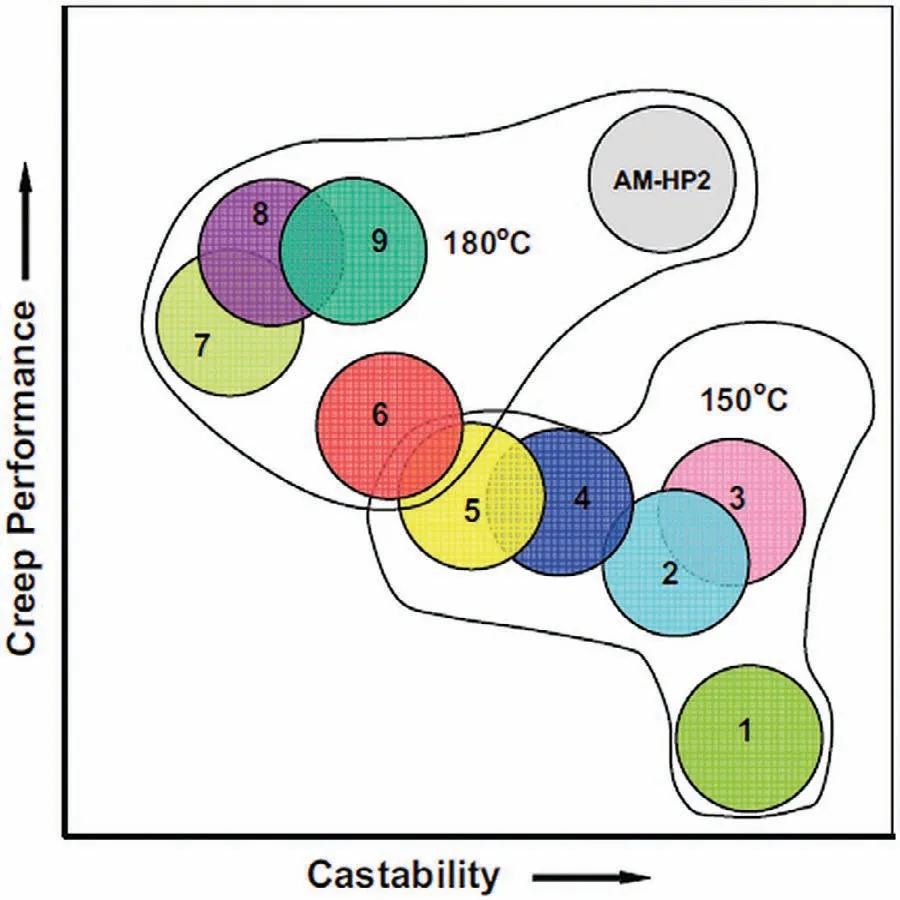
Fig.8.Creep performance vs.castability representation for several die-cast magnesium alloys as given by Gibson et al.[27].In the Fig.1:AZ91D,2:AS21X,3:MRI153M,4:AJ62X,5:AE42,6:AJ52X,7:ACM522,8:AX52J,9:MRI230D.(Copyright 2006 by The Minerals,Metals and Materials Society.Used with permission).
The effects on magnesium castability of the alloying additions chosen to formulate the commercial compositions above can be divided into their respective individual influences.The development of new magnesium alloys has recently focused on improving the ductility and improving the elevated temperature performance through alloying[21].Magnesium alloys can be strengthened using solid solution strengthening,precipitation hardening and dispersion strengthening.Fig.10[38]shows the solid solubility of various elements with magnesium,given inside the parentheses for each element,as a function of the difference in atomic sizes.The relative valency and electronegative valency are shown on the Y-axis.The elements found inside the curve represent alloys where at least a 0.5% solubility in magnesium exists.Alloys with the greatest solubility generally have an atomic size difference of less than 15% and are found in Groups II or III.Fig.10 shows that the use of aluminum and zinc as alloying elements in magnesium can produce considerable solid solution strengthening.In Fig.10,the RE elements are grouped as one,however,there are differences in solubility of individual RE elements with magnesium.Fig.11 shows the differences in solid solubility of individual RE elements with magnesium as a function of temperature,where,for example,lanthanum and europium are near 0%,and scandium is near 15%[39].This indicates that the solid solution strengthening of magnesium alloys with RE elements is quite dependent upon the individual rare earth elements used,or the composition of the mischmetal,which can ultimately affect the resulting alloy.
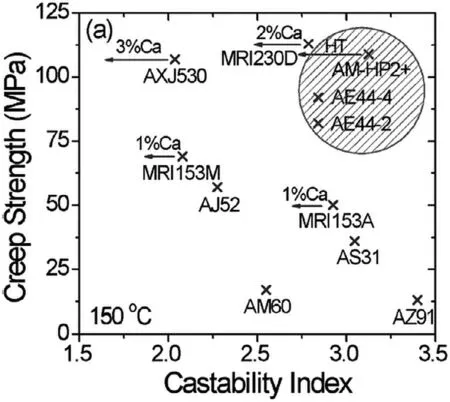
Fig.9.Creep performance(at 150◦C)vs.castability index for several diecast magnesium alloys as given by Easton et al.[29].(Copyright 2017 by The Minerals,Metals and Materials Society.Used with permission).
Additionally,when developing a new magnesium alloy,the cost of the alloying elements needs to be considered.Restricting the cost of these newly developed alloys typically limits alloying elements in any substantial quantity to aluminum,zinc,manganese,calcium,silicon,and rare earths.Elements utilized in aerospace or military applications,such as silver,yttrium or neodymium,typically are not cost competitive in the automotive industry[21].The effect of individual alloying elements on the castability of magnesium alloys is not always a straight-forward investigation.The effect of an alloying element in the binary condition may not transfer to ternary alloys due to combined solubility’s,among other factors,or the combination of elements may provide for adequate improvements in more than one category.As a result,we reviewed literature for the effects of alloying elements on the castability of magnesium alloys,and provide the following summary.
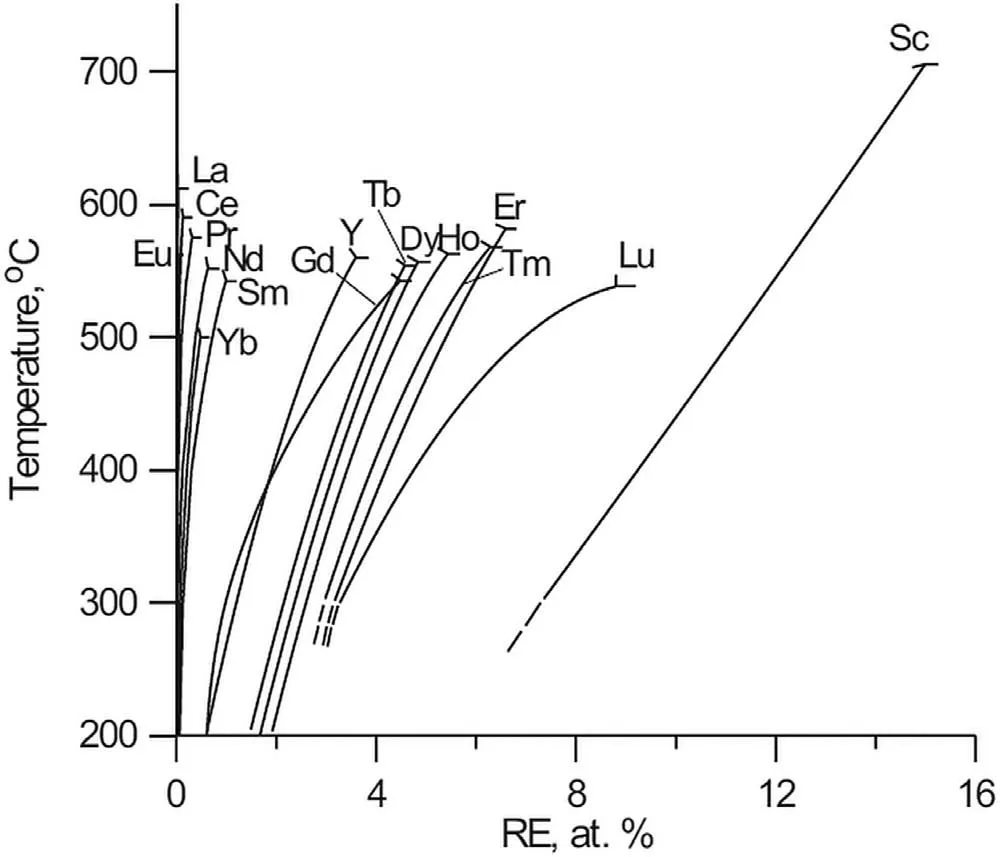
Fig.11.Solid solubility of various rare earth elements as a function of increasing temperature[39].(Copyright 2008,by the Polish Academy of Sciences’Institute of Metallurgy and Material Science.Used with Permission.).
5.1.Aluminum
The addition of aluminum to magnesium alloys improves mold filling[11,14]and the fluidity[11,14,16]of magnesium alloys[12,14,21]up to approximately 10% content[25].The addition of aluminum is reported to reduce the viscosity and surface tension of magnesium alloys,allowing the molten magnesium to flow more easily and fill thin sections otherwise inhibited by liquids with high surface tension[12].However,at contents below 6%,it has been reported that low fluidity can result in a reduced castability[26].Aluminum is also reported to improve feeding properties due to a larger fraction of liquid at any given temperature[11],however,is conversely reported to increase the tendency for shrinkage porosity due to the relatively large freezing range[16].Hot tearing occurs at contents between 1 and 2% aluminum,near the peak in non-equilibrium freezing range[12,14].The resistance to hot tearing improves with increasing aluminum content.At aluminum contents greater than 7%,it is reported that soldering problems increase,as the solubility of iron in magnesium decreases.
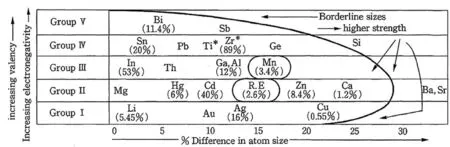
Fig.10.Solid solubility of various elements with magnesium as a function of the difference in atomic size[38].(Copyright 1992,by the Japan Institute of Light Metals.Used with permission.).
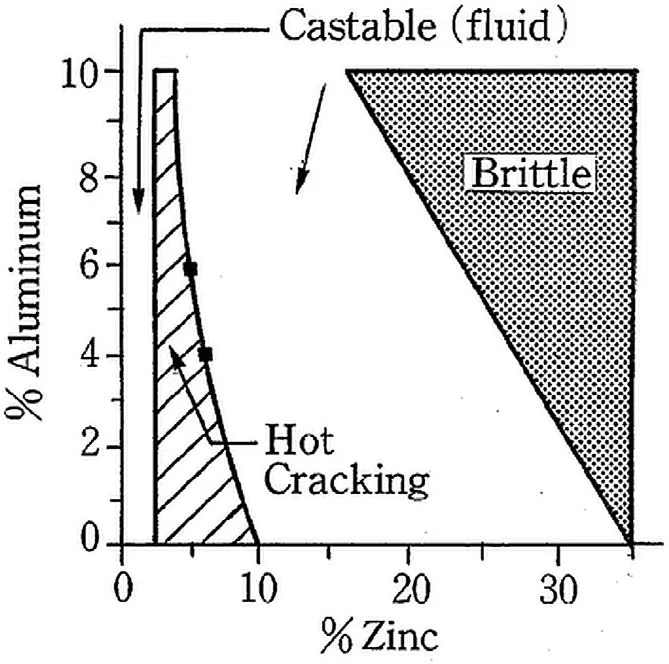
Fig.12.The effects upon castability of aluminum and zinc alloying of cast magnesium alloys[38].(Copyright 1992,by the Japan Institute of Light Metals.Used with permission.).
5.2.Zinc
Zinc has traditionally been added to Mg–Al compositions mainly for improving fluidity[11,12,16,38].Zinc content improves castability up to 3%,but at contents greater than 3%,hot cracking[16,25,38]and microporosity can occur[16].Magnesium alloys containing up to 10% aluminum content and less than 2% zinc content are typically considered castable,as shown in Fig.12[16].Fig.12 also shows that the tendency of hot tearing is increased at contents of 6% zinc with low aluminum contents[16,40].The instances of hot tearing are reduced by increasing aluminum contents,or even greater or lower zinc contents,depending upon the aluminum content[16,40].Mg–Al binary alloys were found to be most hot tear resistance,although the addition of zinc reduces the resistance to hot tearing[11].
5.3.Calcium
Calcium was first investigated as an alloying element to magnesium to increase the creep strength of AZ81 at 175°C to meet the requirements of upgraded engines by Volkswagen[21].These first trials found that at contents of 1% calcium added to AZ81 resulted in die-sticking and hot cracking issues[21].It has also been reported that at calcium contents between 0.3 and 1.5% in AM50,an increase in sinks,cold shuts,solder drag,die-sticking and cracking was observed[15,18,38,41].At contents between 1 and 2% calcium,magnesium alloys are prone to die soldering[12]and die sticking occurs more frequency[11],while at a calcium content of 1.7%,cold shuts were observed to improve,however,hot cracking and soldering were noted[15].At even higher contents,2.6% calcium added to AM50 was observed to result in improved shrinkage and hot cracking conditions,however,a worse soldering condition[15].Additions of aluminum content up to 6%,and strontium up to 0.17% has no effect on the castability of the AM50 alloy with 2.6% calcium content.Calcium has a higher affinity for oxygen than magnesium,resulting in observed increases in dross levels in the die-cast furnace[12,18],and to the extent of blocking transfer tubes during die-casting trials[29].Overall,it has been reported that calcium additions result in reduced castability of magnesium alloys[12].
5.4.Silicon
The addition of silicon to magnesium alloys was first investigated in Mg–Al–Si–Mn systems to improve hightemperature creep strength,resulting in the AS21 and AS41 alloy compositions[21].The addition of silicon is reported to increase the susceptibility to hot tearing,while also increasing fluidity of AM60[12].The addition of silicon increases the liquidus temperature of magnesium alloys,necessitating higher casting temperatures[16].Further,the addition of silicon with lower aluminum contents results in less fluidity and reduced castability;the AS21 composition is considered more difficult to cast than AS41[16].Overall,the addition of silicon is reported to increase the castability of magnesium alloys,however,when used in alloys with lower aluminum content,the overall castability rating decreases[12,16].
5.5.Rare earths
Rare Earth elements were first investigated as alloying elements for magnesium alloys by Dow[21]to improve hightemperature creep strength,resulting in the AE42 composition,although it has been reported that this alloy composition suffers from die castability issues[16].The addition of RE elements allows for increases to aluminum content to improve the castability,while retaining the ductility observed at lower aluminum contents[11].It has been reported that RE additions increase the castability[12]of magnesium alloys.The addition of RE to Mg–Al alloys improves the fluidity[16]with a greater effect at relatively lower aluminum contents[12].The effect of RE on hot tearing has been reported to result in both improved[16]and decreased[12]resistances,depending upon the RE content.When the RE content is above 4%,the alloy becomes brittle,while below 2.5%,hot tearing can occur[28].RE elements have a higher affinity for oxygen,increasing the susceptibility to oxidation during melting and casting processes[16],which can result in increased levels of dross in the die-cast furnace[12].Small additions of beryllium(10–30ppm)have been reported to help reduce the susceptibility to oxidation[16].The most common RE addition is a cerium-rich mischmetal,typically containing approximately 60% cerium,30% lanthanum,up to 10%neodymium,and small amounts of praseodymium[28].Each of these elements in the mischmetal has a different solubility in magnesium,as shown in Fig.11 and a different effect on the castability of magnesium alloys.Binary Mg-Nd alloys have a higher propensity to hot tearing[28,29]than other RE elements,due to the large solidification range.The addition of lanthanum shows very little hot tearing at 1–2% content,where typically hot tearing tends to peak,and is reduced at greater amounts up to 2%[13,28].The addition of lanthanum at contents up to 2% in conjunction with aluminum also increases the fluidity of magnesium alloys[13].The castability of RE-containing magnesium alloys can be improved by increasing the lanthanum content,reducing the cerium and neodymium contents,with small additions of yttrium[28].However,yttrium additions alone can lead to increased hot tearing susceptibility[28,29].
5.6.Strontium
The development of the Mg–Al–Sr system was aimed at replacing RE additions for high temperature creep strength utilizing strontium in contents between 1.2 and 1.8%[31].Small amounts(<0.5%)of strontium are were used by Dead Sea in developing the MRI153M and MRI230D compositions[33]to help modify the intermetallic phases[43].The addition of 0.5% strontium content to AZ91 was found to increase fluidity and decrease the solidification range by reducing the liquidus temperature[42],whereas up to 0.1% addition of strontium to AZ91 improves microporosity[38].The addition of strontium to magnesium alloys combined with calcium additions[41,43]for high temperature creep strength improvements.The addition of 0.22% strontium to AM50 with 1.5%calcium reduces casting cracks,and acts to improve the reduced fluidity resulting from calcium additions[41].Further,when both calcium and strontium are present,it is reported that the total content should be between 0.9 and 1.6% to avoid embrittlement,die sticking and hot cracking at contents greater than 1.6%[43].At higher contents of strontium(1.2–1.8%),modifications to the die-cast process and die-cast tool were suggested for improved castability of the alloy[44].
5.7.Tin
The addition of tin in magnesium alloys was explored to provide some strengthening at the expense of ductility[45].It has been reported that the addition of tin at contents above 0.3% improves the castability and reduces die sticking of magnesium alloys[46].Further,the addition of 0.5% tin to AZ91 improves the fluidity,but acts to decrease the fluidity when tin is greater than 1%[47].The addition of 1% tin content to magnesium with 8% zinc and 4% aluminum is reported to improve the fluidity,however,the fluidity is decreased at 2% contents of zinc due to the formation of the relatively coarse Mg2Sn phase[49].In magnesium alloys with 9% aluminum and 3% calcium content,the addition of 0.2%tin content acts to reduce casting cracking by decreasing the solidification shrinkage[48].Further,it has been reported that tin content at 0.5% improves the hot tearing susceptibility in AZ91,but at higher contents,the hot tearing susceptibility increases[47],while additions up to 2% tin to magnesium alloys with 6% zinc and 4% aluminum acts to reduce the hot tearing susceptibility[50].

Fig.13.Compositional ranges for optimum castability of magnesium alloys for aluminum,rare-earths,zinc,strontium,silicon,tin,manganese and calcium,calculated from the literature sources cited here.
5.8.Manganese
The addition of manganese content in the range of 0.2%−0.5% to magnesium alloys is primarily to inhibit corrosion[25].There has been limited investigations on the effect of manganese on magnesium castability.However,it has been reported that the flow length of magnesium alloyed with 0.56% calcium is negligibly affected by changes in the manganese content from 0.1% to 0.26%[51].Further,increasing the manganese content from 0.178% to 0.52% in magnesium alloys is reported to increase the amount of soldering on H13 die-cast tool steel[52].
The effects of each alloying element to the overall castability of magnesium alloys,and its various elements investigated in literature have been summarized by individual alloy element.Within each summary,the effects of varying the amount of the element are described,and the range of compositional addition that optimizes the castability of the resulting magnesium alloy can be determined.Fig.13 shows the compositional ranges for optimum castability of magnesium alloys calculated from the investigations cited here in literature for each of the more common alloying element additions to magnesium cast alloys,whether in binary or polynary system.Fig.13 shows that there is a relatively large compositional range that results in optimum castability for aluminum,rareearths and zinc,and a relatively small compositional range for manganese and calcium.The remainder of the alloying additions–strontium,silicon and tin–has a compositional range of approximately 1% that results in an optimum castability for magnesium alloys.
Future magnesium alloy developments for existing and new applications in the automotive industry need to be completed with a thorough understanding of the required performance to optimize the mechanical,physical and corrosion properties,raw material cost,environmental impact,production and recycling impact,and manufacturability,including molten metal handing,and castability.Developing a die-cast magnesium alloy to optimize mechanical properties without considering cost,environmental impact and molten metal handing,for example,does not provide a holistic improvement.Alloy developers are encouraged to works towards new alloy systems that combine different alloying elements that results in an alloy that meets not only the requirements of the end application,but of the manufacturer,in this case,a good castability.
6.Conclusions
This paper provides a detailed review of the concept of castability in magnesium die-cast technology.We demonstrate a reduction in studies focusing on castability of magnesium alloys in literature over the last 15 years through investigations of several different literature sources.The definition of,and history of the concept of castability in the development of magnesium alloys is summarized.The relative castability of commercial alloys and their evaluations in literature is summarized with the general consensus that the AZ91 composition provides the optimum castability.Finally,the effects of the more common alloying elements in magnesium alloys on factors of castability is demonstrated,providing essential information for the development of future die-cast magnesium alloy compositions.
Declaration of Competing Interest
None.
杂志排行
Journal of Magnesium and Alloys的其它文章
- Tailoring the degradation rate of magnesium through biomedical nano-porous titanate coatings
- Modified embedded-atom method interatomic potentials for Mg–Al–Ca and Mg–Al–Zn ternary systems
- Dual alloying improves the corrosion resistance of biodegradable Mg alloys prepared by selective laser melting
- The corrosion behavior of Mg–Nd binary alloys in the harsh marine environment
- In vitro and in vivo evaluations of Mg-Zn-Gd alloy membrane on guided bone regeneration for rabbit calvarial defect
- In vitro corrosion resistance,antibacterial activity and cytocompatibility of a layer-by-layer assembled DNA coating on magnesium alloy