HAZOP-LOPA分析在金属钝化剂反应釜的应用
2021-03-10倪玉峰熊厚文陈广流吴子涵杨金华
倪玉峰 熊厚文 陈广流 吴子涵 杨金华
(金浦新材料股份有限公司,江苏 南京 210047)
重金属是造成催化裂化过程中催化剂中毒的重要原因,结果可能导致产品分布变差,装置效益降低,采用金属钝化剂可改善催化剂的活性和选择性,减少重金属对催化剂的污染。在某型号的金属钝化剂生产过程中,由于使用了氧化剂H2O2,反应风险较大,一旦反应失控,就会出现冲料、甚至超温超压的可能[1]。因此,对该型号金属钝化剂的生产过程进行危害识别和分析,是有效预防生产安全事故的关键环节和重要手段。文章通过采用HAZOP-LOPA分析方法,系统地识别过程中可能存在的风险,在现有保护措施的情况下,减轻事件发生的可能性和后果的严重程度,并提出合理可行的措施,从而达到保障安全平稳生产的目标。
HAZOP是一种系统化分析过程潜在危害的分析方法,广泛应用于石油、化工等过程。通过“引导词+工艺参数”分析工艺参数的变动、操作控制中可能出现的偏差及其对系统的影响、可能导致的后果,找出变动或偏差的原因,明确存在的主要危险、危害因素,并提出针对性的安全措施。但HAZOP只能定性分析主要危险、危害因素,不能对风险进行量化,已有的安全措施是否能够有效地降低风险,也是HAZOP分析所不能解决的。
LOPA是一种简化的风险评估方法,架起了定性分析和定量分析的桥梁,可以对现有保护措施的可靠性进行量化评估,确定保护层消除和减弱风险的能力[2]。因此,在HAZOP分析的基础上引入半定量的LOPA分析方法,识别现有的保护层措施能否起到预防事故的作用,明确是否需要增加新的措施,进而将过程风险减少到可接受水平。
1 生产工艺介绍
金属钝化剂生产工艺流程如图1所示,依次向金属钝化剂反应釜R-502C注入三乙醇胺、软水,开启R-502C釜搅拌,将进入釜内的原料搅拌均匀。同时,开启隔膜泵向H2O2滴加罐泵入定量的H2O2。若反应釜R-502C内液相温度小于40 ℃,则开启蒸汽对釜内物料进行略升温,直至釜内液相温度达到40 ℃后,开启H2O2进料调节阀。通过控制夹套、盘管循环水流量以及H2O2进料调节阀的开度大小,将釜内温度稳定在80~85 ℃。H2O2滴加(第一段)结束后,保温(80~85 ℃)0. 5 h,然后将釜内液相温度降至65 ℃以下,投入定量的三氧化二锑。保温15 min,再次向反应釜R-502C滴加计量的H2O2,控制釜温80~85 ℃,待H2O2滴加(第二段)结束后,保温(80~85 ℃)0.5 h左右。最后,降低反应釜液相温度至60 ℃,注入适量三乙醇胺,继续搅拌10 min,采样分析合格,关闭R-502C釜搅拌,开始灌装成品。

图1 金属钝化剂生产工艺流程
2 金属钝化剂反应釜的HAZOP-LOPA分析
2.1 金属钝化剂反应釜的HAZOP分析
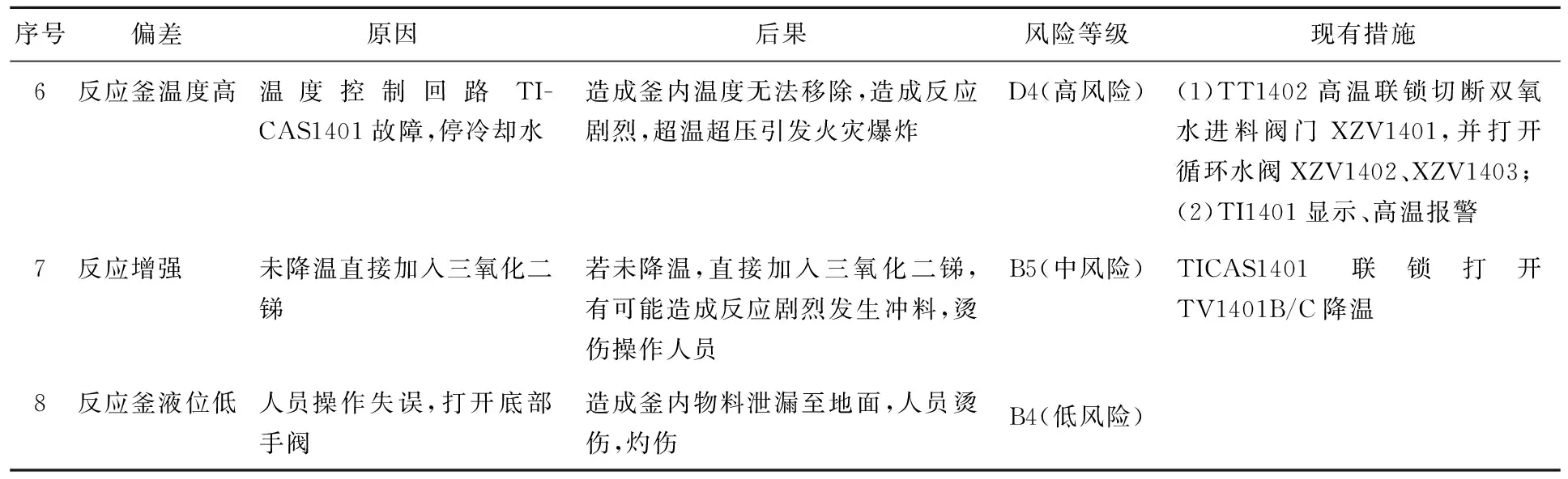
利用HAZOP分析金属钝化剂生产装置中危险性较大的钝化剂反应釜,将反应釜及其进出料管线划分为一个节点。结合PID图、设备布置图、DCS逻辑图、操作规程、生产事故档案等相关资料,采用“引导词+工艺参数”的偏差分析方法逐一开展HAZOP分析,对可能出现的偏差事件、原因及后果进行了全面分析,列举现有保护措施,根据风险矩阵确定各事故的风险等级,部分结果见表1。

表1 金属钝化剂反应釜HAZOP分析结果
续表1
风险等级划分参照中石化HSE风险矩阵标准,A~E代表事故后果的严重性程度(包括人员伤害、财产损失、环境影响和声誉影响),1~6代表事故发生的频率(即可能性),风险区域分为低风险(广泛可接受)、中风险(允许的风险区域)、高风险和严重高风险(不可接受的风险区域)4个等级。对于高风险以上的后果,继续开展LOPA分析,评估现有保护措施的有效性,决定是否需要增加新的独立保护层。
2.2 金属钝化剂反应釜的LOPA分析
HAZOP分析得到的危险场景是LOPA分析的基础,LOPA分析一般选取最为严重的后果进行事故场景分析,确定初始事件IE及其发生频率,相应的频率可采用企业历史数据或者行业统计数据。评估独立保护层IPL的有效性,从而对事故场景发生的频率进行定量计算。
2.2.1 初始事件确认
选取放空阀未开作为事故场景1,其失效概率为1×10-1。TV1401D阀门故障作为事故场景2,其失效概率为1×10-1。温度控制回路TICAS1401故障作为事故场景3,其失效概率为1×10-1。搅拌器故障作为事故场景4,其失效概率为1×10-1。
2.2.2 独立保护层IPL评估
金属钝化剂反应釜的LOPA分析结果如下。
场景1:针对人员操作失误,未开放空阀而引起反应釜超压运行的情况,未采取独立保护层。后果发生频率为0.1×1×0.5=5×10-2。
显然,在无独立保护层的情况下,参照HSE风险矩阵标准可知,现有风险等级为D5(高风险,不可接受的风险区域)。建议在反应釜上设置爆破片,假设爆破片的失效概率PFD为1×10-3。那么,减轻事件的概率即剩余风险概率为1×10-3×5×10-2=5×10-5,风险等级可降低至D2(中风险),是允许的风险区域。
场景2:(1)反应釜温度TI1401显示、高温报警,一旦TV1401D阀门故障全开,TI1401会显示、高温报警,提醒操作人员立即响应,因此可作为独立保护层IPL,其失效概率PFD为1×10-1;(2)反应釜温度TT1402高温联锁切断H2O2进料阀门XZV1401,并打开循环水阀XZV1402、XZV1403,及时阻止反应的继续,并快速移走反应热,使反应釜进入一个安全状态,符合IPL的基本要求,其失效概率PFD为1×10-2。因此,后果发生频率为0.1×0.1×1×0.5×0.01×0.1=5×10-5。
参照HSE风险矩阵标准可知,现有风险等级为D1(低风险),广泛可接受。
场景3:该场景的独立保护层IPL同场景2,后果发生频率的计算结果同场景2,现有风险等级为D1(低风险),广泛可接受。
场景4:IT1401、RA1401分别监测搅拌器电流和转速,一旦搅拌器发生故障,立即切断H2O2进料阀门XZV1401,因此可作为IPL,失效概率PFD均为1×10-2。采用上述后果发生频率公式,计算得剩余风险概率为0.5×10-6,风险等级为D1(低风险),广泛可接受。
3 结论
(1)金属钝化剂反应过程中使用氧化剂H2O2,安全风险较大。文章将金属钝化剂反应釜及其连接管道划分为一个节点,运用HAZOP分析,辩识到该节点不可接受的风险共计4个。
(2)对不可接受的风险继续开展LOPA分析,其中3个高风险场景在现有保护措施的作用下,剩余风险降低,参照HSE风险矩阵标准可知,现有风险等级广泛可接受。
(3)对于操作失误(放空阀未开启)可能引起的反应釜超压运行,当前未设置保护措施,风险等级为D5(高风险)。建议在反应釜上设置爆破片,假设爆破片的失效概率PFD为1×10-3,则减轻事件的概率即剩余风险概率为1×10-3×5×10-2=5×10-5,风险等级可降低至D2(中风险),是允许的风险区域。
(4)在HAZOP分析的基础上引入半定量的LOPA分析,有助于识别设计、改造或者运行中的潜在风险,采取针对性的独立保护层IPL,可将风险降低至可接受水平,保障安全生产。
