失效模式及后果分析在芳烃装置产品质量管理上的应用
2021-03-10黄少钧
黄少钧
(中国石化上海石油化工股份有限公司芳烃部,上海 200540)
芳烃是化学工业的基础原料,对国民经济的发展以及人民生活水平的改善起着重要作用,同时芳烃装置的产品对二甲苯(PX)的产能水平也是我国石油化工发展水平的标志之一,因此芳烃装置的生产,对我国化学工业的健康发展具有重要意义[1]。芳烃装置的产品在生产过程中使用的装备和辅料都具有易燃易爆的风险,且装置的规模越大,其设备复杂程度也就越高,大型化设备的调试工作更加复杂[2]。芳烃装置产品PX的生产是十分复杂的化学反应及化学分离过程,需要的工序较多,上游工序的非计划停工对芳烃的生产工序产生影响,会造成芳烃装置产品质量的波动。因此,做好芳烃装置的质量管理工作尤为关键。
1 FMEA概述
潜在失效模式及后果分析(FMEA)是一种预防设备运行失效的技术,组织人员寻找设备故障的来源和可能的失效模式,并制定相应的预防措施来提高设备的质量与可靠性[3-4]。随着FMEA在工程技术中的应用越来越广泛,FMEA在专业上的分类也越来越多。
文章研究的产品PX侧重于生产过程,故主要研究过程潜在失效模式及后果分析(Process FMEA,PFMEA)的相关内容。采用的是定性与定量相结合的方法,识别在生产过程中每一个设备可能的失效模式,根据小组讨论定义严重度(S)、发生度(O)和探测度(D),评价各失效因子对产品质量的影响[5-6]。S、O和D的连乘积成为风险顺序数RPN(RPN=S×O×D),RPN数值的大小,表示该失效模式的风险大小。通过小组讨论制定的降低失效风险的措施在分析表中也会得到体现。
由于生产装置的运行可能随着时间的推移对装置的吸附剂和设备造成损耗,故产品PX的质量可能随着时间的推移存在下降的趋势,而FMEA是一个持续改进的工具,因此芳烃装置产品PX质量的FMEA分析时间跨度为每两次消缺之间的运行时间。
2 产品PX质量FMEA分析表的构建
文章主要论述产品PX质量FMEA表的构建,包含以下内容。
(1)系统名称:用于框定设备FMEA分析范围。
(2)潜在失效:①描述,失效描述是对系统中可能影响产品质量的设备出现的异常现象的描述;②后果,一旦设备出现该异常情况对芳烃装置生产运行或产品质量的影响;③失效原因,是指造成设备失效的根原因。
(3)目前状态:①控制措施,填入避免失效情况发生的控制措施;②发生度;③严重度;④探测度;⑤风险优先值。
(4)建议采取的解决措施:填入由芳烃装置小组讨论确定的相应措施,该措施可通过标准化清单形式组织落实。通过该措施可直接指导班组或相关人员进行实施,具有可执行、可检测的优点。
(5)改进后状态:①根据现场实际情况可采取的整改措施;②发生度、严重度和可探测度;③风险优先值。
(6)构建产品PX的FMEA分析表。
3 产品PX质量评估指标
FMEA小组分析评价得出的S、O、D以及计算出的RPN值是FMEA失效模式分析最重要的评估指标和依据。对于S、O、D这3个指标,文章采取的评分标准是1~10的评分准则。根据其严重后果对应相应的分值如表1所示。
发生频率经过FMEA小组的研究探讨,决定根据近十年的芳烃装置中出现的次数进行计算,发生频率以及对应的分值如表2所示。
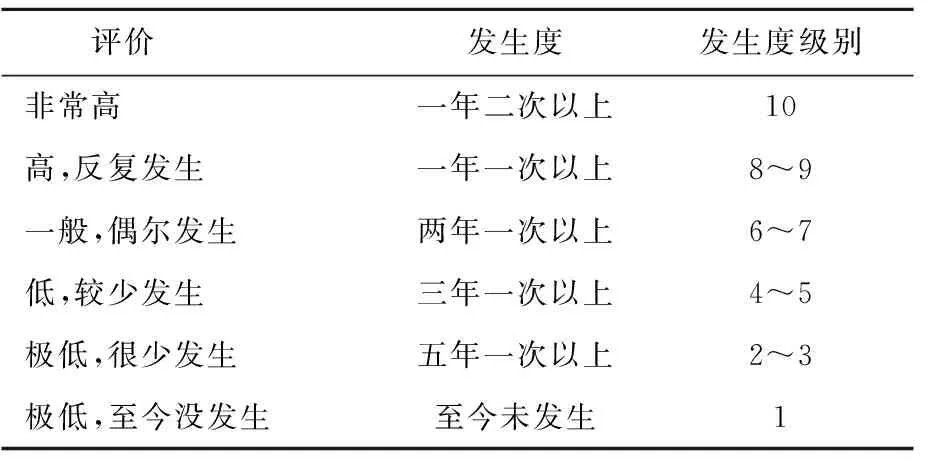
表2 发生度O标准
探测度D表示评价可能发生的失效模式可探测发现的能力。经过FMEA小组讨论,将探测度、探测手段和探测可能性结合对失效模式进行评级,结果如表3所示。
RPN是FMEA最重要的一个指标,RPN的数值越低,则失效概率较低。
RPN界值Y的计算公式为:
Y=1 000-1 000×b
式中:Y为RPN的界值;b为置信度。
根据企业的FMEA探索经验可得,在置信度为0.95的情况下,计算出最大的失效模式评分1 000分,乘以置信因子后,相减得到50。故在FMEA中RPN的计算值不小于50的失效模式以及失效描述应重点监控,并采取措施进行改善。
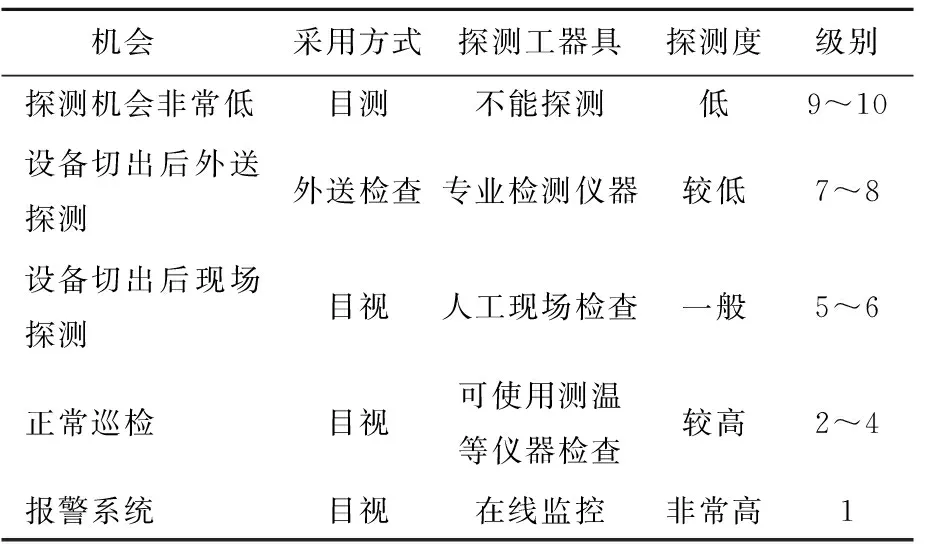
表3 探测度D标准
4 产品PX质量FMEA表
产品的质量情况与产品所在系统密切相关,故分析产品PX的工艺流程是失效模式分析的基础,在进行失效模式分析之前需要对产品PX的系统工艺流程进行功能结构划分,明确各工艺流程的关键设备或流程是否在工作中存在失效的可能性。
芳烃联合装置共有近600台大型设备,因吸附分离装置是直接产出产品PX的一套装置,且吸附塔系统又是吸附分离单元中的核心系统,运行情况直接影响产品PX的质量,故此次FMEA分析主要就吸附分离装置的吸附塔系统进行详细分析,其生产工艺流程如图1所示。泵送循环将物料由吸附塔B底部送至吸附塔A顶部,由系统计算流量进行控制,而压送循环将物料由吸附塔A底部送至吸附塔B顶部,根据吸附塔A塔底压力值进行控制,通过泵送和压送循环将吸附塔构建成一个整体。吸附塔A、B两塔压力均通过调节阀进行控制,同时吸附分离过程需要在一定的温度和压力范围下纯液相进行。吸附塔是吸附分离系统的核心设备,其中装填着昂贵的吸附剂,可以选择性地吸附产品PX,之后通过解吸剂将其置换出来,然后送入后续的精馏系统进行分离得到产品PX。
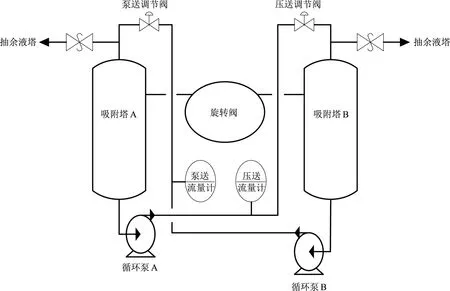
图1 吸附塔系统工艺流程
4.1 安全阀的失效风险控制
吸附塔安全阀是吸附塔的安全设备之一,当吸附塔内压力高于其设定值1.6 MPa时,会自动开启,通过管道将吸附塔内物料排放至抽余液塔,向系统外排放物料来降低吸附塔内压力,防止吸附塔内压力过高而导致吸附塔内件的损坏。
安全阀内漏将导致产品质量下降,但不一定会影响产品质量,故其严重度S被定为7。如果安全阀起跳,将导致吸附塔压力的剧烈波动,且对抽余液塔也将产生重大影响,会导致产品不合格,严重时甚至可能影响吸附塔内昂贵的吸附剂质量,故其严重度S被定为9。
对于吸附塔安全阀失效,应选取由于操作不当,未建立进口压力所致,得到的风险顺序数为:
RPN=S×O×D=7×9×3=189
经过分析得知,发生吸附塔安全阀失效的主要原因为长时间不投用安全阀导致的人工操作失误。如果制订该安全阀操作的标准化操作表单,则可以有效避免人工操作失误带来的产品质量波动,所以在研究了装置目前的岗位操作法与技术规程以后,建议采用标准化操作表单的形式进行改进,要求现场操作时进行双人确认,防止现场操作人员误操作。
改进后,现场操作更具有计划性与规范性,明显降低了现场人为误操作的风险,发生频度从7降低到了2,改进后的风险顺序数:
RPN=S×O×D=2×9×2=36
4.2 泵送压送调节阀的失效风险控制
在分析吸附塔相关流程后,得到失效模式分析结果。对于吸附塔泵送压送调节阀失效,应选取因长时间使用造成阀门冲刷所致,得到的风险顺序数为:
RPN=S×O×D=4×7×2=56
经过分析,判断发生吸附塔泵送压送调节阀失效的主要为长时间备用调节阀不投用导致的阀门冲刷所致。所以在研究了装置目前的运行情况以及调节阀使用寿命情况以后,建议采用关闭备用调节阀一二次闸阀阀门来降低流量对备用调节阀冲刷的情况,并定期对运行的调节阀进行更换的形式进行改进。
改进后,现场设备具有更高的可靠性与稳定性。关闭备用调节阀一二次闸阀阀门不仅提高了产品PX的纯度和收率,同时保护了备用调节阀不再单边受压而承受物料冲刷,明显降低了设备出现故障的风险,发生频度从3降低到了2,改进后的风险顺序数为:
RPN=S×O×D=2×7×2=28
4.3 流量计的失效风险控制
对于吸附塔流量计失效应选取转速探头故障所致,得到的风险顺序数为:
RPN=S×O×D=8×8×2=128
经过分析,得出发生吸附塔流量计失效的主要原因为该透平流量计使用条件较为苛刻,输送物料温度为180 ℃,同时由于管道保温影响,造成其运行环境温度较高,散热效果不佳,故该转速探头故障率较高。在研究了装置目前的运行情况以及透平流量使用寿命情况以后,建议定期更换转速探头来降低该故障对透平流量计测量不准的情况发生。
改进后,透平流量计具有更高的可靠性与稳定性,明显降低了透平流量计出现故障的风险,发生频度从8降低到了3,改进后的风险顺序数为:
RPN=S×O×D=3×8×2=48
5 实施效果
通过FMEA在芳烃装置产品PX质量管理中的实际应用,对其失效模式进行详细分析之后,采取了一系列的措施进行改进,取得了良好的效果。
(1)提高了员工的质量意识。在芳烃装置产品PX质量管理中运行FMEA分析方法,组织了包括质量管理人员,设备、工艺工程师以及现场操作人员参与其中,群策群力、献计献策,用科学的方法寻找并解决生产中的薄弱环节,质量意识大幅提高。
(2)提高了产品PX的质量和收率。选择在芳烃装置吸附塔系统中运用FMEA分析方法,结合历年产品质量发生波动的频度、严重程度以及可探测程度进行科学的思考分析,提出了设备运行中可能存在的缺陷和发生的故障失效模式,采取相应的措施降低故障的发生,从而提高设备运行的稳定性以确保产品PX的质量可靠性。
(3)提高了产品PX的质量管理水平。通过FMEA在芳烃装置产品PX质量管理中的探讨和研究,提出了影响产品PX质量的关键设备失效模式分析表格和方法,并采取措施进行改进,达到了预期效果,为芳烃装置产品PX的质量管理的完善提供了更加合理和准确的依据。
