贵溪冶炼厂卧式反应釜自动控制方法的研究
2021-04-23华莹珂
华莹珂
(江西铜业集团有限公司 贵溪冶炼厂,江西 贵溪 335424)
1 引言
2007 年,贵溪冶炼厂为了适应工厂的发展,解决铜冶炼行业物料无害化处理的难题,回收铜、铼、铋等多种有价元素,实现集团公司节能减排、循环经济的战略目标,进行了为期1 年的加压浸出工业化试验,并于2008 年一次性投料生产成功,项目的投产成功标志着我国砷物料处理技术由国外引进转变为国内自主研发的质的飞跃[1]。目前,贵冶含砷物料处理工艺的核心是加压浸出工艺[2],共有5 台立式反应釜用于周期性加压浸出;2019年底,硫酸车间为进一步优化工艺过程,提高生产效率,利旧新材料车间卧式反应釜用于连续性加压浸出工业试验,这也是贵溪冶炼厂首次在砷物料处理工艺中使用卧式反应釜。
2 自控装备简介
2.1 立式反应釜
立式反应釜采用周期性加压浸出生产,目前该工序的一个生产周期主要分为“进液—反应—排出”三个过程。进液过程的主要控制变量为反应釜液位,反应过程主要控制变量为釜内温度、压力和进气流量。虽然单台立式反应釜配备了较多自控设备,但由于控制机理难以模型化,故而部分控制变量的调控仍然采用人工干预方式。
2.2 卧式反应釜
与立式反应釜相比,卧式反应釜的工艺更为复杂,操作更加繁琐,所以在卧式反应釜上配备了更多的自控装备。卧式反应釜内部结构由入口至出口分为4 个反应区(如图1),反应釜主体及其4 个反应区都有各自相关控制变量的测控仪表。

表1 立式反应釜主要控制变量和控制方式
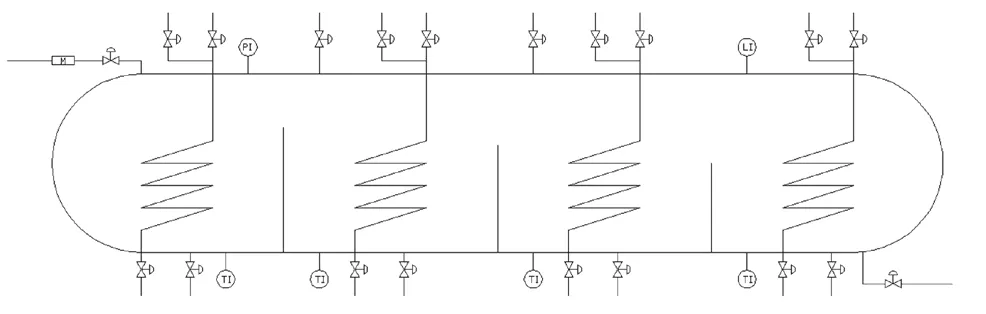
图1 卧式反应釜简图
主要控制变量有1 个进液流量、1 个反应釜液位、1 个反应釜压力、4 个进气流量和4 个反应区温度。
卧式反应釜进液控制回路由1 台进液调节阀和1 台流量计构成,出料控制回路由1 台出液调节阀和2 台液位计构成,反应釜压力控制回路由1 台压力调节阀、1 台压力放空阀和1 台压力变送器组成;4 个反应区都设有升温控制阀、降温控制阀、热电阻组成的温度控制回路和风量调节阀、风流量构成的风量控制回路。

表2 卧式反应釜主要控制回路
3 各系统控制变量间的关系
卧式反应釜的各控制变量除4 个反应区温度外,反应釜压力与进风流量、进液流量、反应釜液位都存在很强的耦合关系。
3.1 反应釜压力与进风流量的关系
反应釜压力变化时,压力控制回路会通过调节压力调节阀开度来稳定反应釜压力,但反应釜压力的变化会对进风流量产生干扰,流量控制回路需要调节风流量调节阀开度来稳定进风量;另一方面,当进风流量负荷变化或改变设定值时,会对反应釜压力产生干扰,压力控制回路需要调节压力调节阀开度来稳定反应釜压力。由此可见,反应釜压力控制回路对进风流量控制回路有关联,进风流量控制回路对反应釜压力控制回路也有关联,说明这两个回路是双向关联关系,并且具有显著的负相关性(如图2)。

图2 反应釜压力与进风流量趋势
3.2 反应釜压力与进、出液量的关系
反应釜压力增大后,与进液泵输出压力的压差减小,在进液调节阀开度不变的情况下,流量随之减小;反之,反应釜压力减小时,与进液泵输出压力的压差增大,在进液调节阀开度不变的情况下,流量随之增大(如图3)。
卧式反应釜出液亦是如此,反应釜压力增大后,与反应釜出口压力的压差增大,在出液调节阀开度不变的情况下,液位快速下降;反应釜压力减小时,与反应釜出口压力的压差减小,在出液调节阀开度不变的情况下,液位快速上升(如图4)。
综上所述,反应釜压力增大,进液量减小而出液量增大,反应釜压力减小,进液量增大而出液量减小。分析可见,反应釜压力变化会影响进出液平衡。
4 基于卧式反应釜多变量控制的设想
亚砷酸卧式反应釜相较于原有的立式反应釜,工艺更复杂,控制要求也更高,因此设置的控制回路也更多。这些变量之间相互关联,从而构成了多输入多输出的耦合系统。因此分析各被控变量和各操纵变量之间的关联程度,合理地选择操纵变量减少关联就显得很重要。对于多变量系统之间的耦合,有些可以采用被控变量和操纵变量之间的适当配对或重新整定调节器参数的方法来加以解耦[3]。但对于关联较为严重的系统,则一般采用附加补偿装置,用以解除系统中各控制回路之间的耦合关系[4]。
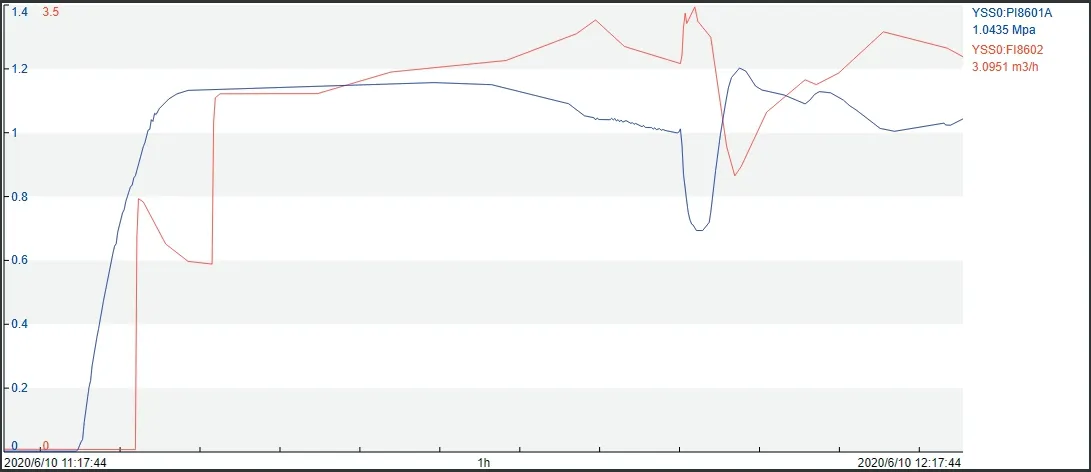
图3 反应釜压力与进液流量趋势
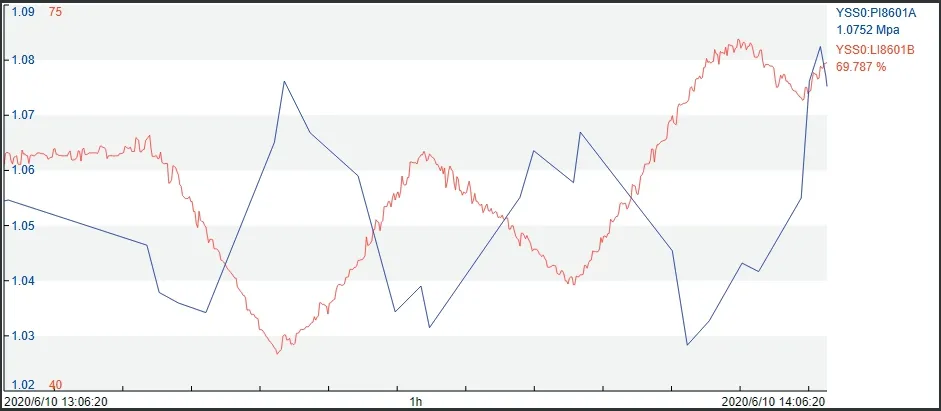
图4 反应釜压力与反应釜液位趋势
4.1 PID 控制
PID 控制一直是通用、 有效的控制方法,但是必须等测量值和设定值产生偏差后,才开始纠正偏差。面对多变量、强耦合、非线性为特点的复杂工业过程,PID 控制效果会变差甚至不可控[5],PID控制的另一个问题就是闭环反馈回路的稳定性问题,其控制精度与稳定性相互矛盾。
以反应釜压力和进风流量为例,理想状态下当反应釜压力发生变化时,进风流量受其干扰发生变化,进风流量调节器PID 开始作用,风量调节阀开度调整,使实际风量与设定值偏差减小,最终回归稳态。实际情况是当反应釜压力发生变化时,进风流量受其干扰发生变化,进风流量调节器PID 开始作用,风量调节阀开度调整,实际风量发生变化同时引起反应釜压力变化,此时可能出现跟踪不及时或超调量过大,进而导致过渡过程时间长。
4.2 多变量前馈控制
实际生产过程中,反应釜进风量的变化是反应釜压力控制的最主要干扰,反应釜压力稳定亦是其他控制变量稳定的重要保证,只要能稳定反应釜压力就能使其他控制变量收到的干扰降到最小[6]。但前馈控制只针对特定的扰动变量,当有多个扰动变量时,则需要组成多变量前馈控制系统[7]。通过改良多变量前馈控制(如图5),将反应釜的4个进风流量控制回路的测量值归算为系数,再将该系数通过运算,作为反应釜压力反馈控制的前馈值。前馈反馈控制系统可以在进风流量变化时提前对反应釜压力进行调整,同时通过反馈作用将反应釜压力稳定在设定值。

图5 卧式反应釜前馈-反馈控制系统图
5 结语
2019 年底的工业试验是卧式反应釜在贵冶是第一次真正意义上的投入运行,从目前来看工业试验的结果是成功的,但自动控制方案仍有进一步优化的空间。基于卧式反应釜多变量控制的设想为生产过程稳定控制提供了思路。
