汽车继电器超行程设计及其自动化控制
2021-03-08黄国忠
黄国忠
(上海沪工汽车电器有限公司,上海,201804)
1 引言
汽车上所使用的继电器大部分结构属于拍合式,与普通的拍合式电磁继电器并无太大差异,但汽车继电器因其使用环境更为恶劣,需要满足冲击、振动、高温、高湿、盐雾灰尘及严苛的电磁兼容性等要求,因此具体到继电器的性能参数而言则有所不同,如本文所讨论的“超行程”,汽车继电器为了抵抗行驶时的振动冲击,在设计时需要更大的超行程以获得较大触点压力,确保汽车行驶中不因振动或冲击而造成继电器触点断开。
关于继电器超行程的概念,不同的标准其定义各有不同,如GBT 2900.17-1994中其定义为触点跟踪(contact follow):触点闭合过程中,触点在刚刚接触后,继续沿动接触件运动方向前进的规定位移,同义词:触点超行程。如前所述,继电器磁路的结构只有几种基本类型:拍合式、吸入式(直通式)和旋转衔铁式,其中拍合式占了绝大部分应用,其原因在于拍合式结构相对于其它继电器结构(吸入式、旋转衔铁式)比较,结构简单,便于零件加工与装配。从磁路上说,漏磁通不通过工作气隙,使吸合和释放参数不受漏磁通影响,所以拍合式结构几十年来成为电磁继电器的主流。拍合式结构示意简图参见图1所示。
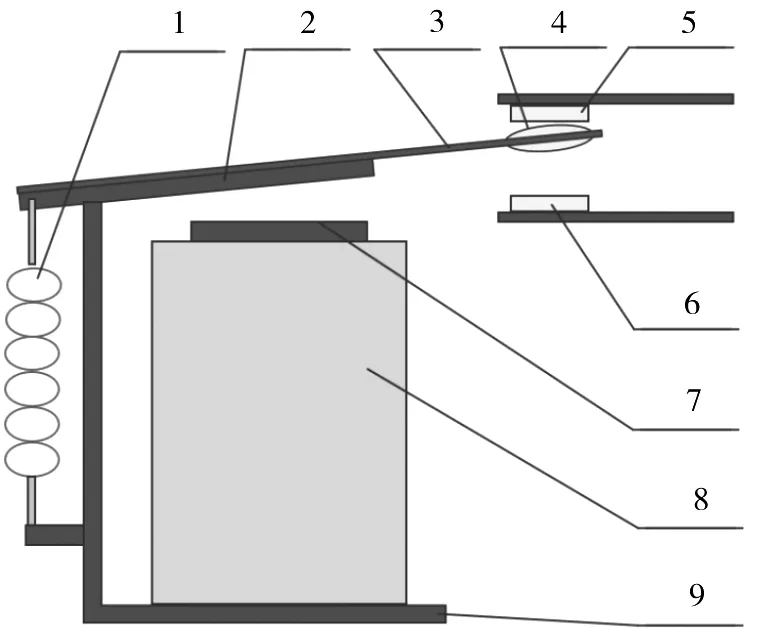
1.弹簧 2.衔铁 3.簧片 4.动触点5.上静触点 6.下静触点 7.铁芯 8.线圈 9.轭铁
拍合式结构的缺点是行程较小,吸力也偏小,但是由于其与几十年来的汽车继电器小型化趋势合拍——差不多同时发生的另一个趋势是从多组触点向单组触点转化,现在除一些插入式通用继电器还保持着多组触点形式外,其它继电器大部分是单组触点,所以这些缺点也可以容忍或者采用其他手段加以弥补,比如采用桥式触点结构以增加触点间隙,或者采用磁吹辅助灭弧以弥补触点间隙不够对断弧的影响等,如前所述,继电器的超行程是动触点的位移,在实际的产品装配中很难测量,因此在继电器设计及生产装配控制中,常常将其转换为衔铁中心与铁芯中心之间的距离,并作为设计及装配的控制参数,如图2所示。
2 超行程设计
继电器超行程是继电器的重要参数之一,其目的主要有三点:一是确保触点在磨损后仍能保持一定的触点压力;二是确保触点闭合时减少弹跳;三是触点分开时获得初始动能,提高分断速度,减少燃弧时间,减小触点电磨损。在继电器设计及装配中,继电器的超行程是为了获得足够的触点压力,二者互相关联,在某些时候,也可视为同一参数,即超行程满足了设计要求,即可视为触点压力亦同时满足。
如果超行程达不到设计要求,则会严重影响继电器的性能,甚至导致继电器失效。因此在继电器设计时,我们其实最关心超行程的一致性,我们希望超行程不需要校正就可以自动生成,但在实际中,超行程是由衔铁、轭铁、铁芯、基座、触点等多个零件的尺寸组合而成,存在着较长的尺寸链,由于各零件的尺寸公差与装配公差客观存在,误差的积累导致超行程的一致性较差。因此,在传统的继电器手工装配生产线上,对继电器的超行程进行校正是一个必要且非常重要的工位,需要人工对每只继电器的超行程进行检测并进行校正,使之符合设计要求以保证继电器的可靠性。在理论和实践上,继电器超行程自动生成是可能的,关键在于:我们如何在开发时设计进去?如何在生产时进行控制?下面谈一谈继电器超行程的设计。
从图2中可以直观的看到继电器的超行程,我们可以将超行程细化为两个部分组成(A+B),如图3所示。
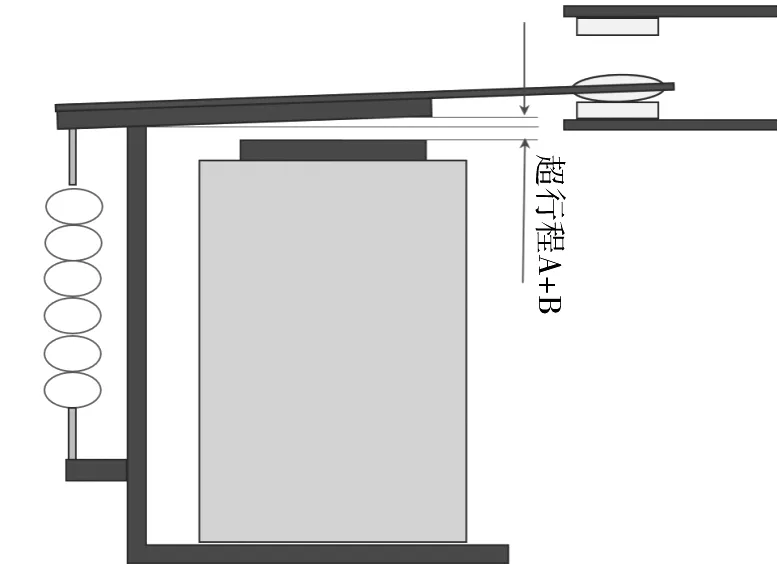
图3 超行程A+B
超行程A即触点在刚刚接触时,衔铁中心到轭铁与衔铁铰接点水平面的距离,将其定义为继电器的“结构超行程”-此超行程由零件组合即结构获得;同理,超行程B即是触点在刚刚接触时,轭铁与衔铁铰接点水平面到铁芯的距离,将其定义为“磁路超行程”-此超行程在继电器铆接磁路时获得。为什么要将超行程划分为两部分组成呢?这主要是考虑到汽车继电器根据不同的负载要求,为了获得较大的触点压力,其超行程均设计得比较大:在0.15 - 0.30 mm之间,部分特殊继电器甚至要求更大,因此,如此大的超行程不可能全部从磁路铆接中得到,所以一部分超行程需要设计到结构尺寸中去,由继电器零件结构组合获得结构超行程;另外一部分由生产装配时,铁芯与轭铁铆接时得到,即磁路超行程。
磁路超行程取多大比较合适?一般推荐如下:小型继电器:0-0.05 mm;中型继电器:0.05-0.10 mm;大型继电器:0.08-0.13 mm。
从磁场回路我们知道,轭铁与衔铁平行贴合时(即磁路超行程为零时)磁路效率最高,因此,一味增加磁路超行程是以牺牲磁路效率为代价的,所以在设计时尽量取小值,继电器超行程超出以上推荐值时,建议增加到结构超行程中去。选择结构超行程与磁路之间比例时需考虑以下因素:小的磁路超行程可以增加磁路效率,所以磁路超行程宜小不宜大;对于超行程要求较大的继电器,磁路超行程过大可能造成触点后半部接触,同时影响触点间隙,所以在设计时要选择适当的比例以达到两者兼顾。
结构超行程比较好设计,主要在于后期零件加工精度的控制,超行程这样的长尺寸链(典型拍合式继电器涉及大约六只零件,七档以上的尺寸),但由于概率的作用,公差总会相互抵消一部分,所以实际结果一定比“极端情况”要好,这也是符合正态分布规律,因此在设计结构超行程时正确的做法应该是:设计时不要人为的拉长尺寸链;提高零件关键尺寸精度;做好进料零件的监控等等。
磁路超行程需要在后期生产装配中进行控制,现有的汽车继电器,在制造过程中,除结构超行程外,通过控制铁芯与轭铁的铆接高度差来获得磁路超行程,由于:轭铁与衔铁铰接面的高度有一定的公差;冲床铆接铁芯时设定高度有一定的公差,且铁芯为三段式,存在铆接困难、铁芯受力较大、易变形等缺点;静触点装配后其位置高度具有一定的公差;衔铁、簧片、动触点三者铆接后相互有一定的公差;由于以上因素的叠加,所以超行程一致性较差,因此,传统继电器在装配后,超行程需要人工校正才能保证其一致性。
为了确保生产中对每只继电器的超行程进行有效控制,我们对继电器的铁芯及轭铁的配合进行了改进设计,参见图4所示。两幅图清晰显示了改进后的铁芯与轭铁在结构上的区别之处:铁芯由三段式改为两段式;铁芯尾端设计有约3度的锥度;轭铁铆接孔与铁芯尾端锥台为过盈配合,其目的是为了配合超行程在生产装配中自动控制而设计。
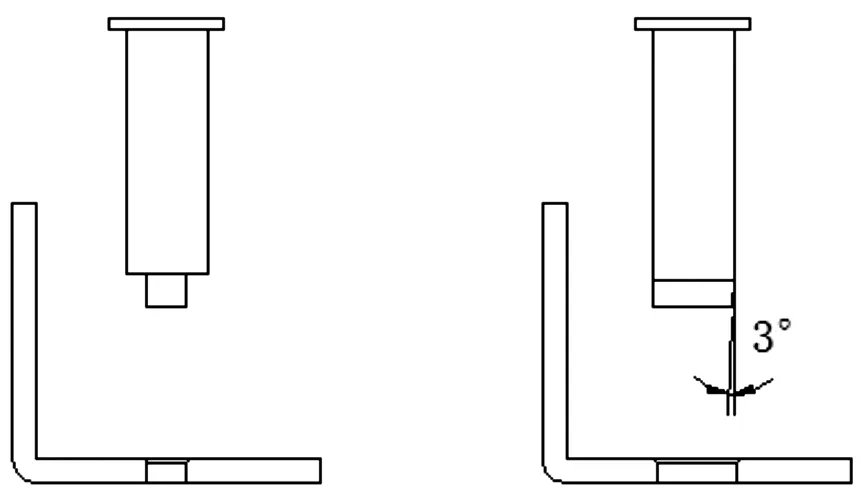
旧有结构 改进后结构
3 继电器超行程生产中的自动控制
在手工生产线或半自动装配线中, 校正工种仍是继电器装配的主要工种。由于客户对继电器质量要求的提高及人工成本的大幅增加,全自动生产是继电器工业发展的必由之路,此处,如何实现继电器超行程的自动控制是继电器自动化生产的重中之重,下面以一款正在生产的汽车继电器为例,简述在电脑、传感器技术的帮助下,如何实现超行程的自动控制。该款汽车继电器为全自动线生产,全程无人工参与装配,具体结构参见图5、图6。
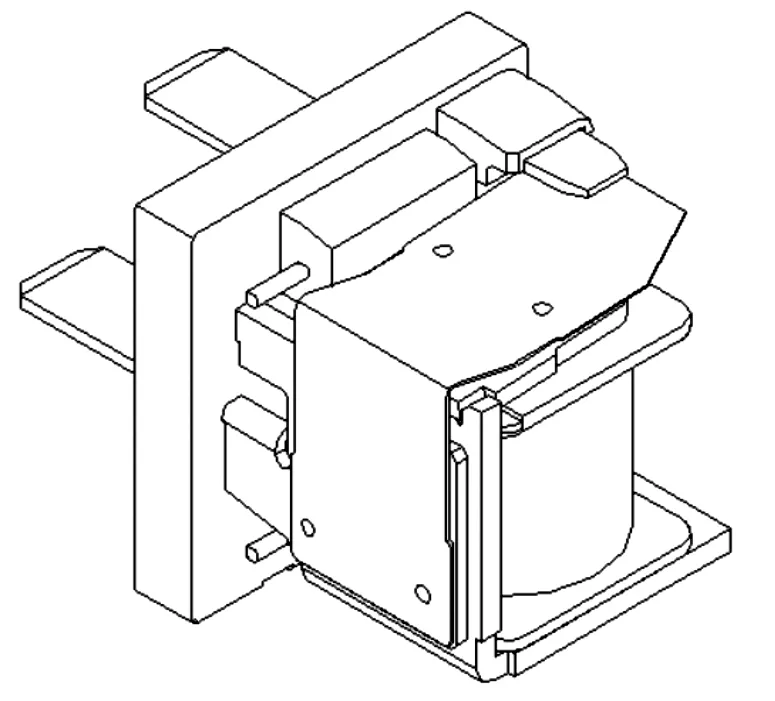
图5 继电器结构图
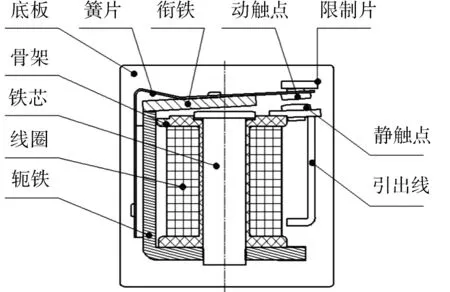
图6 继电器剖视图
全自动生产线为了实现继电器超行程的自动生产与控制,在该工位配备了电脑、高精度冲床、两只位移传感器、两台液压旋铆机,实现双工位同时铆接,以提升生产效率,降低制造成本,实际自动线设备配置参见图7。
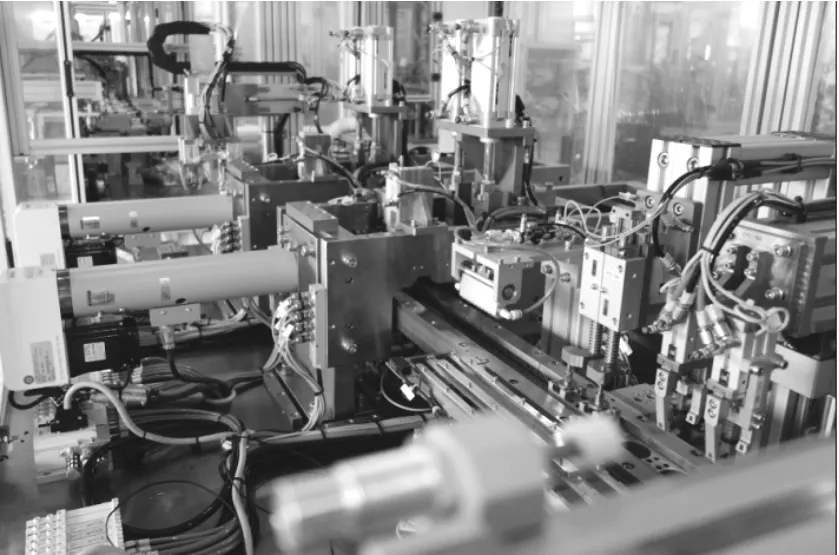
图7 超行程自动控制工位
继电器超行程自动控制工位的主要 工作流程如下:铁芯插入预压→衔铁组件装配→超行程控制与测量→铁芯铆接→超行程复检→合格下料。
首先,对铁芯进行预压,具体步骤如下:铁芯插入骨架(线圈)中心孔;冲床将铁芯尾端的锥台压入轭铁的铆接孔内;当铁芯端面与轭铁端面平齐时停止压入,铁芯与轭铁的铆接孔为过盈配合,铁芯不会松脱及位移;此时,衔铁与铁芯中心之间的距离即为“结构超行程”,此超行程因零件及装配公差因素,一致性不好。参见图8。其次,机械手将衔铁组件装入到轭铁组件,此时装配未完成,铁芯与轭铁仍然处于预铆接状态。

图8 铁芯插入及预压
再次,继电器超行程自动控制与测量及铁芯尾端锥台铆接,参见图9,具体控制及铆接过程如下:
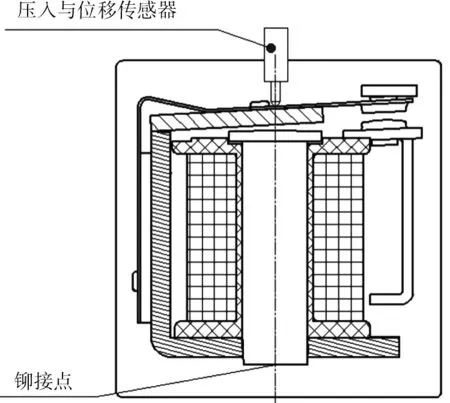
图9 超行程控制与测量及铁芯铆接
机械压头上设有位移传感器,压头向下移动并推动簧片、衔铁、动触点同步移动;当动触点与静触点接触瞬间,位移传感器开始计算衔铁位移距离,即开始测量继电器超行程;压头继续向下移动,并推动簧片、衔铁继续向下移动,当衔铁与铁芯端面接触时,此时位移距离A,即结构超行程;压头继续向下移动,并推动簧片、衔铁、铁芯向下移动,移动距离为B,此移动距离即为磁路超行程,当A+B等于继电器设计超行程时,位移传感器反馈信号给电脑,压头停止推动;根据编程指令,重复上述过程测量超行程并确保与设计数据一致。然后,压头保持不动,处于铁芯另一端的液压旋铆机将铁芯伸出轭铁外的锥台铆接于轭铁上。最后,压头退回原位并重新测量超行程,合格品下料并进入下一工位,继电器的超行程自动控制、测量及铆接装配完成。
从上述装配过程可看出,改进后的两段式铁芯,其尾端具有一定锥度,在电脑及传感器技术的配合下,可全自动测量并自动控制继电器的超行程,确保所有继电器超行程的一致性,改进了原三段式铁芯经过装配后,其超行程需要人工矫正的缺陷,既满足了全自动装配生产线的要求,大幅提高生产效率,又确保了继电器的良好品质。
4 结束语
超行程的自动控制是实现继电器全自动化生产的基础,因此,如前面所讨论的,改进继电器的结构设计,在生产装配中,采用计算机编程设定继电器总的超行程,利用磁路超行程弥补结构超行程因零件及装配带来的误差,当位移传感器测得的超行程A+B等于继电器设计超行程时,压头停止下压移动,从而确保继电器在制造过程中,能够对每只继电器的超行程进行精确控制,并进行两次复测,以确保继电器超行程的一致性,从而实现了汽车继电器的全自动化生产。
