2.92型气密封转接器装配工艺研究
2021-03-08康甜甜
康甜甜
(陕西华达科技股份有限公司,陕西西安,710000)
1 引言
2.92型气密封转接器(以下简称转接器)用于实现50MHz~40GHz毫米波频段的射频信号传输,其典型结构如图1所示。转接器由内导体、外导体、介质支撑组成,其中内导体为铍青铜材质的弹性件,外导体为可伐合金材质的金属件,介质支撑由具备气密封功能的玻璃构成。由于转接器传输段介质种类较多,阻抗补偿方式较多,需要研究恰当的装配方法,使用工装实现精确定位,确保装配成品满足设计意图。
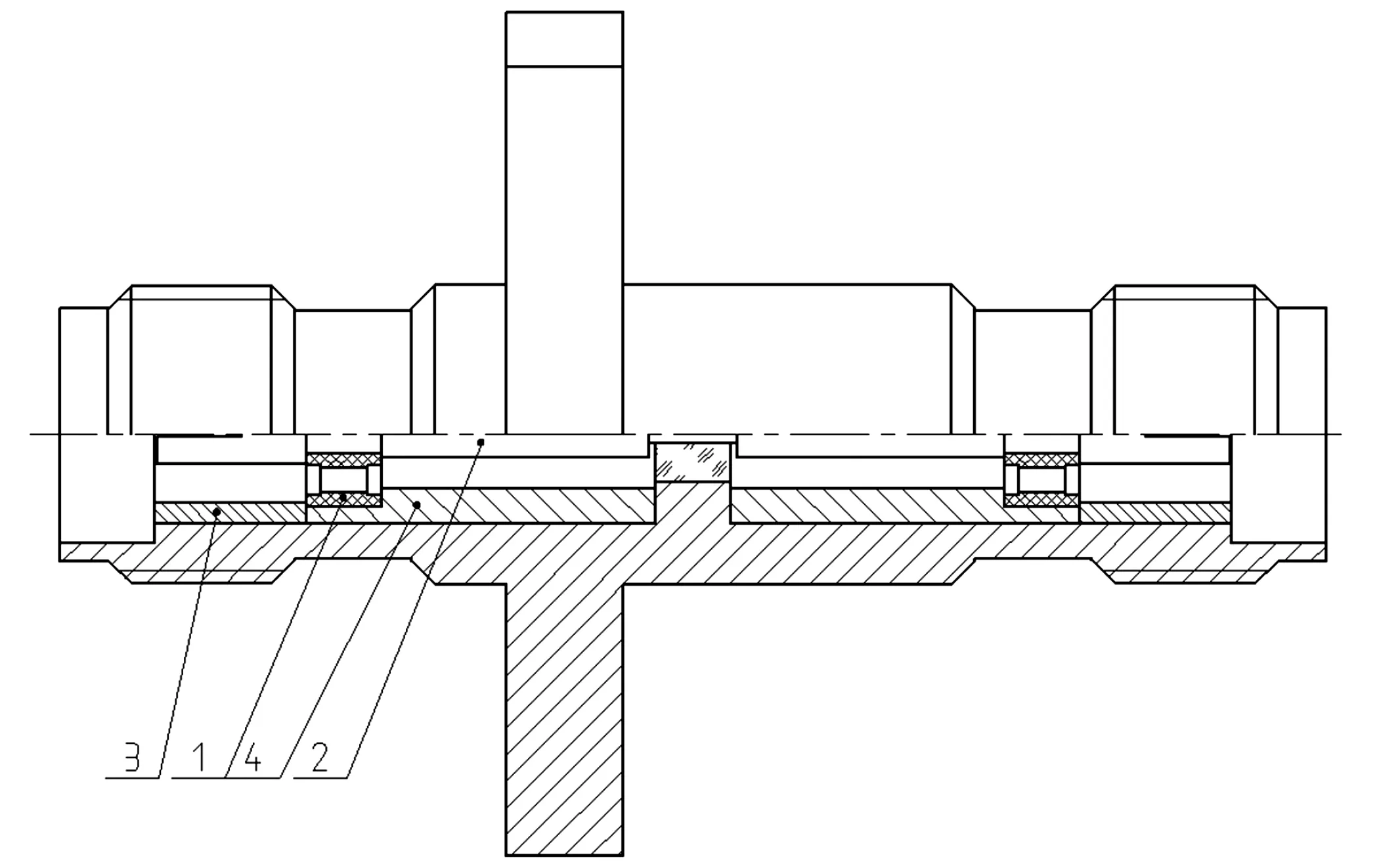
1PEI;2内导体;3压套;4衬套
2 设计要求
2.1 2.92型气密封转接器主要性能指标
2.92型气密封转接器主要性能指标如表1所示。

表1 主要性能指标
2.2 传输段结构分析
如图2所示,传输段分为空气段、混合介质段和玻璃段三部分。
空气段,外、内导体直径比接近2.3,符合经典阻抗公式,阻抗约49.95Ω;混合介质段由PEI(ε=3.15)和空气组成,通过电磁仿真确定PEI和空气的占比,该段阻抗约49.5Ω~49.9Ω;玻璃段由玻璃组成(ε=4.00),外、内导体直径比5.3,阻抗50Ω。所以,传输段各段阻抗匹配50Ω。
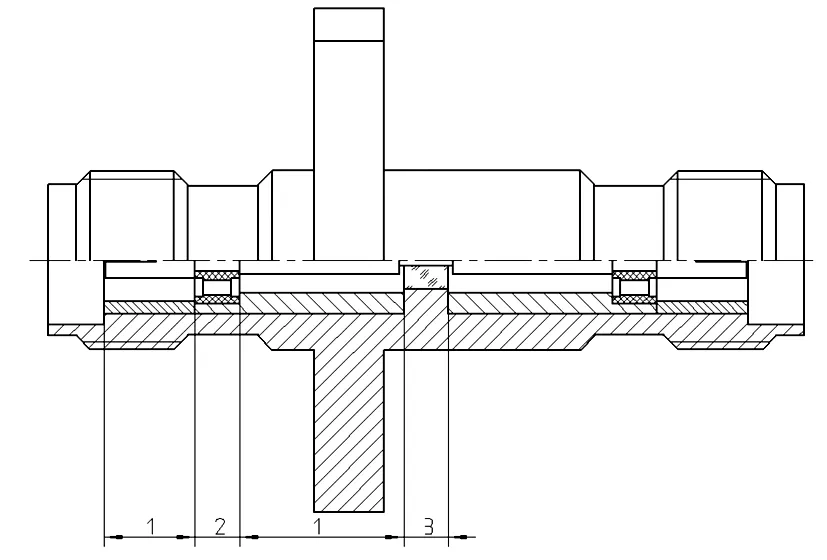
1空气段;2混合介质段;3玻璃段;
空气段与PEI过渡,通过在PEI上挖槽和打孔进行高阻补偿,空气段与玻璃段通过缩短插孔长度预留高阻补偿。所以,传输段介质过渡处均已补偿。
2.3 关键工艺控制点
通过对传输段结构的分析可知,传输段各段阻抗匹配。设计考虑内导体采用一体结构保证电连续性,并降低体电阻,所以PEI介质需要切开装配,PEI材料的切割方法和装配方法影响内外导体同轴度,进而影响电压驻波比。
空气与玻璃过渡处的高阻补偿完全依赖于装配后插孔与玻璃面间的距离,通过电磁仿真发现该尺寸对电压驻波比影响很大。
由于转接器使用频率高达40GHz,连接器界面处引入的高阻肯定会对电压驻波比造成影响。
综上所述,影响转接器电性能的工艺过程主要有:
(1)PEI介质的装配;
(2)空气段与玻璃间补偿长度的保证;
(3)转接器界面尺寸的控制。
3 工艺过程分析
3.1 PEI介质的装配工艺
PEI设计结构如图3所示,介质两端面设计有环形槽,在圆周方向均匀分布4个空气孔,要求PEI从四孔对称轴切开,考虑到切断无法拼接还原的情况,切割时需要保留1/5连接。
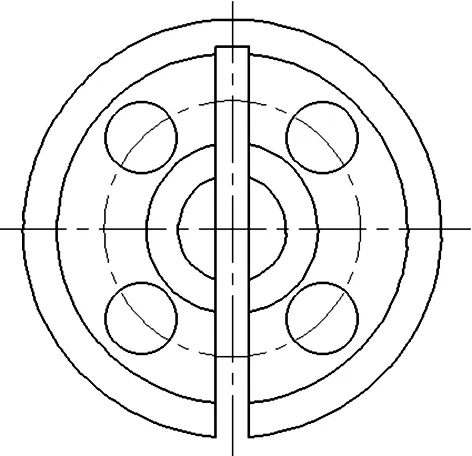
图3 PEI结构示意图
对PEI介质的切割会形成切割缝隙,切割缝隙会导致装配不同轴。对同轴连接器来说,同轴度的大小直接影响VSWR。假设不同轴度为e,如图4所示。
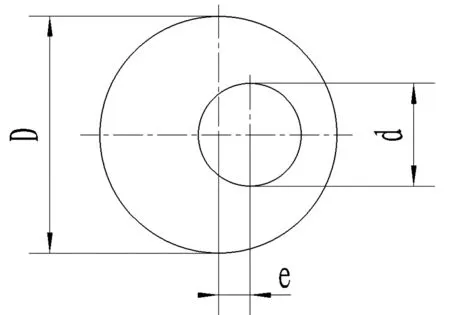
图4 不同轴示意图
由于内外导体不同轴,所产生的阻抗误差为:
由电磁仿真可得:传输段阻抗在49.5Ω~50Ω时电压驻波比满足设计要求。因此由同轴度引起的阻抗误差为49.75±0.25Ω,取ΔZ=0.25,D=3.1,d=0.8,计算得e≈0.097mm,即允许不同轴度为±0.097mm。
根据同轴度计算结果,我们采用小缝隙切割法对PEI绝缘子进行切缝处理。切割效果如图5所示。

图5 PEI切割效果图
将20只切割后的绝缘子与插孔装配后计量同轴度,数据如图6所示。
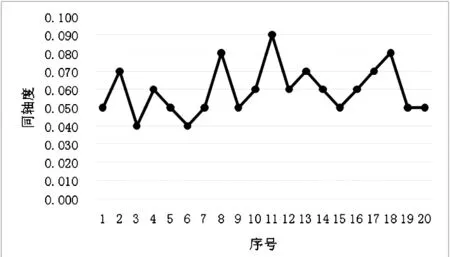
图6 同轴度计量数据
a)空气段与玻璃间的补偿长度的保证
如图7所示,连接器设计时考虑到不同介质过渡造成的阻抗突变,在此处预留了高阻补偿,根据仿真参扫的结果(如图8所示)可知,L=0.02mm~0.06mm时,电压驻波比符合设计要求。
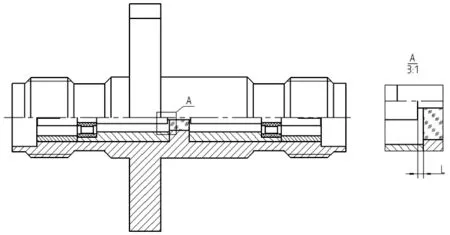
图7 高阻补偿位置
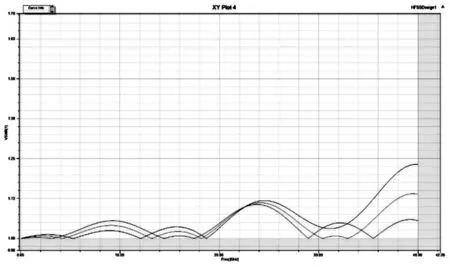
图8 参扫驻波对比
为了保证装配尺寸L满足0.02mm~0.06mm的要求,机加工艺需要严格控制零件尺寸,减小装配累积公差。将装配定位面更改为外壳孔底,并要求孔底清根。尺寸链计算如图9所示,L=B-A1-A2=0.06,L最大尺寸为0.06mm,满足设计要求。

图9 尺寸链计算
b)转接器界面尺寸的保证
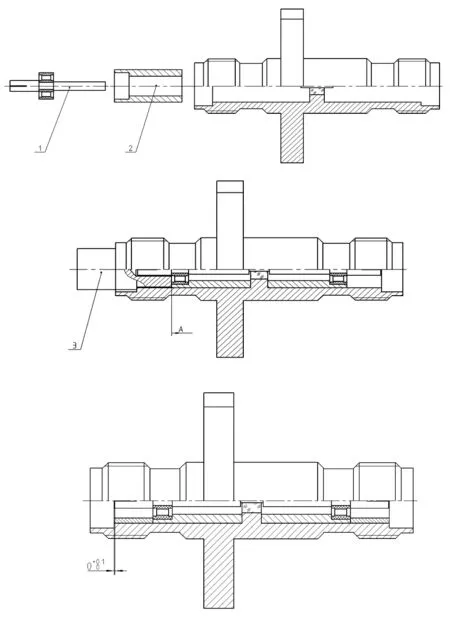
1插孔组件;2衬套;3定位工装
3.2 产品电压驻波比实测结果
各取30套零件,按装配工艺优化前后各装配30只转接器,电压驻波比测试对比如表2和表3所示,典型测试报告如图11和图12所示。
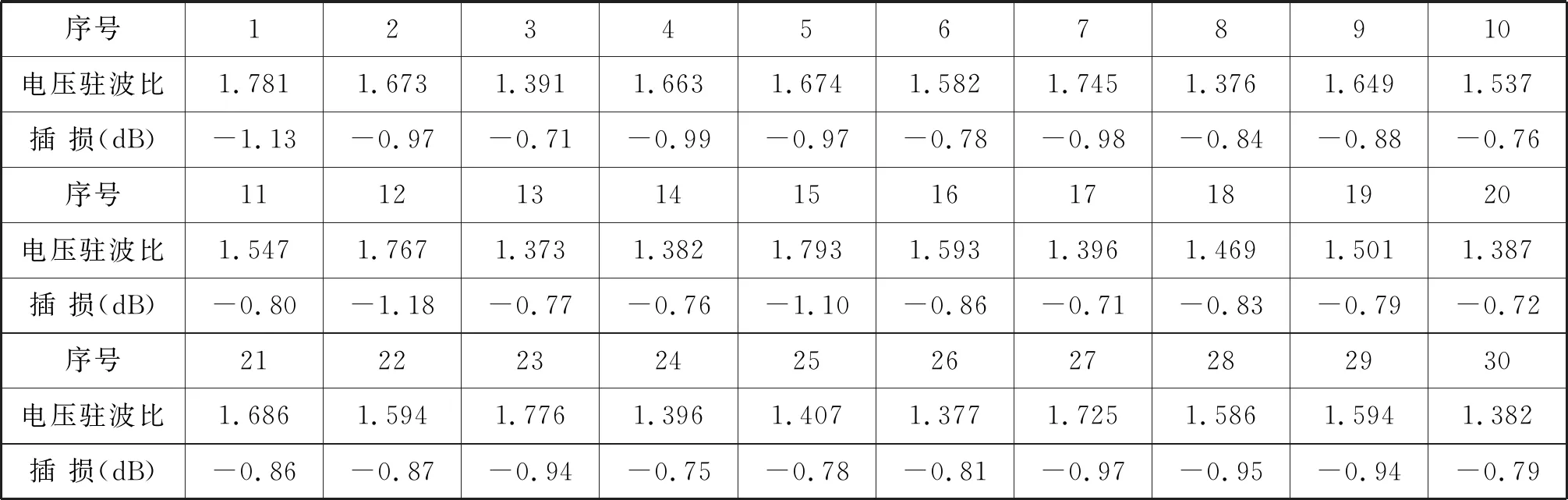
表2 装配工艺优化前测试结果
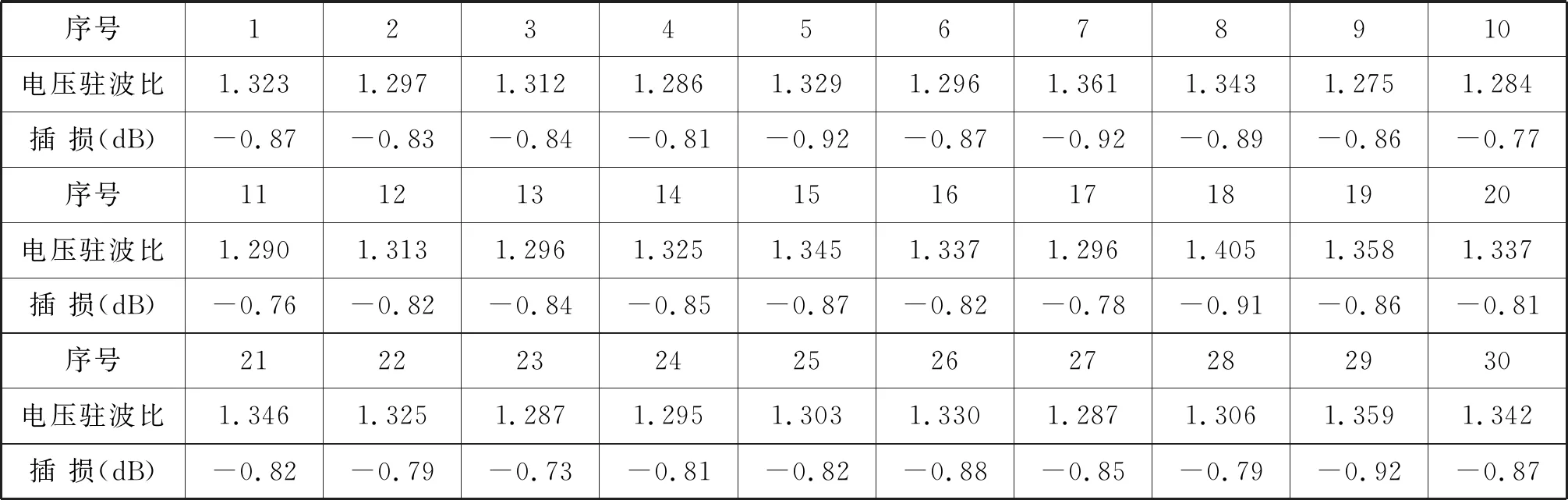
表3 装配工艺优化后测试结果
图11 优化前测试曲线 图12 优化后典型测试报告
从以上对比表可见,装配工艺优化前转接器合格率30%,装配工艺优化后转接器合格率96%,装配改进措施有效,成品率显著提升。
5 结论
本文通过对2.92型气密封转接器进行结构分析,确定影响电性能的关键参数,针对关键参数控制,确定关键工艺过程。选择合适的加工方法,确保零件满足装配要求;设计专用装配工装保证装配精度;通过制定合理有效的装配顺序提高装配的工艺性以及装配成品的合格率,经过小批量试制,工艺优化措施有效。
