桥梁缆索用87Mn 镀锌钢丝扭转异常断裂分析
2021-03-04李玉岗路晨龙
李玉岗,路晨龙,薄 宇
(天津荣程联合钢铁集团有限公司,天津300352)
0 引言
桥梁缆索广泛应用在大跨度桥梁和大型建筑结构领域。其中有悬索桥的主缆、吊索,斜拉桥的斜拉索,拱吊桥的吊索,大型体育场馆、剧院、展厅的悬索和拉索等。桥梁缆索钢丝要求具有严格的机械力学性能,包括抗拉强度、屈服强度、延伸率、弹性模量、扭转、反复弯曲、缠绕、松弛、疲劳等性能指标。所以原料盘条需成分均匀、非金属夹杂物级别低、无异常组织、较高的强度和塑性、良好的表面质量。
桥梁缆索主要由高强度热镀锌钢丝制成[1],高强度热镀锌钢丝是采用经索氏体化处理的高质量盘条,经冷拉和热镀锌防腐处理加工而成。钢丝经热镀锌处理后通常受温度影响扭转性能会发生轻微下降,也有个别异常情况下,热镀锌钢丝扭转性能会急剧恶化,造成严重后果。针对钢丝扭转性能异常下降的现象,本文通过检测盘条、镀锌钢丝的各项质量指标,来分析和查找问题原因。
1 热镀锌钢丝生产工艺及主要问题
1.1 热镀锌钢丝生产工艺流程
桥梁缆索镀锌钢丝生产工艺流程:盘条酸洗磷化处理→拉拔至φ6.93 mm/φ7.05 mm→收线→镀锌→收线→稳定化处理→收线包装。
1.1.1 盘条拉拔工艺
盘条材料:87Mn;盘条规格:φ13.0 mm;拉拔道次:7 次;拉拔速度:2.5~2.8 m/s;总压缩率:70.6%。拉拔工艺见表1。
1.1.2 热镀锌工序

表1 拉拔工艺 /mm
(1) 酸碱洗处理。拉拔后的钢丝经过碱洗(NaOH)、酸洗(HCl)、清洗、烘干完成热镀锌前预处理工艺,碱洗的目的是除油;酸洗的目的是清除氧化皮。
(2)纯锌热镀。酸碱洗处理后的钢丝通过长度6 m 左右的纯锌槽,进行热镀锌作业。现场镀锌线速28 m/min,锌温450~460 ℃。
(3)锌铝合金热镀(GF)。根据终端需求还可以在纯锌热镀的基础上进行锌铝合金热镀,镀锌后的钢丝通过长度6 m 左右的锌铝合金槽,进行热镀锌铝合金作业,热镀温度450~460 ℃。要求两道热度工序总时长约为24 秒;钢丝单位面积的锌层重量不小于300 g/m2,换算单侧锌层厚度0.045 mm 左右;根据《GB/T 17101-2008 桥梁缆索用热镀锌钢丝》,尺寸允许偏差要求为φ7.00 mm±0.07 mm。
(4)稳定化处理。处理温度为370~380 ℃,42%张力。
1.2 主要问题及断丝形貌特征
根据客户要求,盘条拉拔成钢丝后扭转试验圈数要求达到20 次以上,经热镀锌后扭转试验圈数达到12 次以上。经测试发现,规格为φ13.0 mm的87Mn 盘条,在拉拔7 道次至φ7.05 mm 钢丝后,扭转圈数可稳定达到25~30 次,但热镀锌后,扭转圈数有明显波动,部分镀锌钢丝扭转圈数5次便已断裂。观察断口可以看到,异常断口多呈异常斜劈状(见图1),也有个别呈平面台阶状并伴有裂纹(见图2),而性能正常的镀锌钢丝扭转圈数可以达到20 次,且断裂面较平滑(见图3)。后文中为方便区分,异常断口统称为1#试样,正常断口统称为2#试样。
2 力学性能分析
2.1 钢丝力学性能

图1 镀锌钢丝异常斜劈状断口

图2 镀锌钢丝异常平断口

图3 镀锌钢丝正常平面断口
对一组φ7.05 mm 规格的87Mn 拉拔钢丝进行力学性能测试,结果如表2 所示。从表2 可以看出,盘条经拉拔成φ7.05 mm 钢丝后抗拉强度平均值为1 714 MPa,极值差为51 MPa,扭转性能良好、稳定,圈数介于25~30 次之间。
2.2 热镀锌钢丝力学性能
对一组φ7.05 mm 规格的87Mn 热镀锌钢丝进行力学性能测试,结果如表3 所示。从表3 可以看出,φ7.05 mm 钢丝热镀锌后抗拉强度略有下降,平均值为1 708 MPa,极值差为23 MPa,相对而言数值分布更趋于稳定,但扭转性能发生较大波动,扭转圈数介于5~20 之间。
3 热镀锌钢丝扭转性能异常分析
从热镀锌工艺可以看到,热镀温度在450~460℃,总时间约为24 秒,这相当于对钢丝做了一个短时间的退火,此时钢丝内应力降低,缓解拉拔后的加工硬化,使抗拉强度分布趋于稳定,有微小下降(6 MPa)。但同时短暂的退火会使钢丝韧性值下降,因此镀锌后钢丝通常会出现扭转圈数下降的现象,但如此明显的波动显然是不合理的。
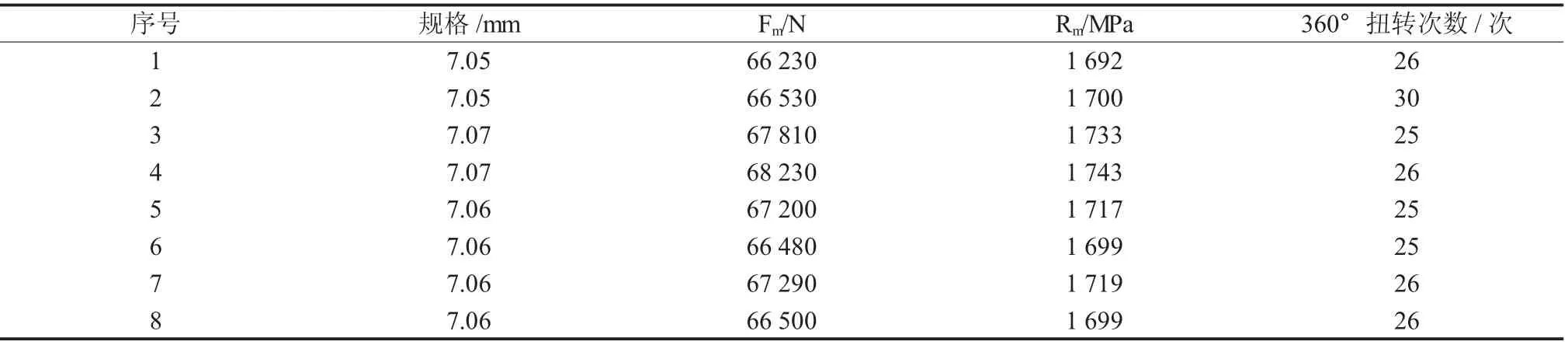
表2 拉拔钢丝力学性能
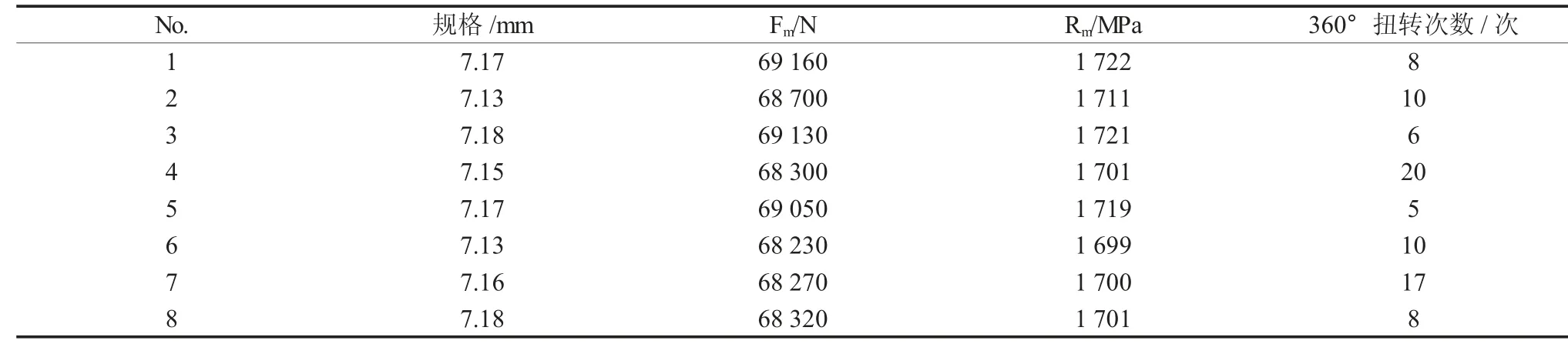
表3 热镀锌钢丝力学性能
因此,针对扭转圈数低于8 次断裂的异常断口(1#试样)和高于12 次以上断裂的正常断口(2#试样)分别做进一步的检验分析,来查找热镀锌钢丝扭转性能异常的原因。
3.1 化学成分对比分析
分别对1#试样、2#试样进行化学成分分析(见表4),从表4 可以看,出两者的化学成分无明显区别。
3.2 低倍形貌
对1#试样、2#试样垂直轴向取样,用1∶1 盐酸水溶液在65 ℃下浸蚀15 分钟后,观察试样横截面低倍形貌(见图4),可以看出,1#试样有较明显的中心偏析以及锭型偏析痕迹,而2#试样有轻微的中心疏松,无明显偏析现象。

表4 镀锌钢丝化学成分对比分析 /%

图4 低倍形貌
3.3 镀锌钢丝表面微观特征
(1)垂直钢丝轴向经抛光后,用扫描电镜观察钢丝表面锌层,2#试样表面锌层相对较厚,同时锌层更加致密,气孔较少较小(见图5、图6)。
(2)用稀盐酸洗掉钢丝表面锌层后,使用4%硝酸酒精腐蚀,从试样表面组织来看,1#试样表面脱碳层厚度为0.05 mm(图7),2#试样脱碳层厚度为0.05 mm(图8)。

图5 1#试样锌层300×
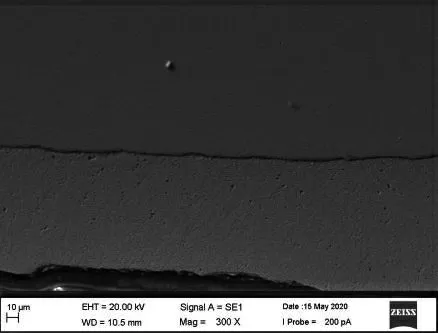
图6 2#试样锌层300×
扭转性能对金属表层性能尤为敏感,有文献认为表面质量能较好的反应出钢丝的扭转性能[2],从上述金相检验结果来看,两支钢丝脱碳深度并无差异,也未发现有明显的表面缺陷,仅钢丝表面锌层上有所区别,判断锌层致密度更好的情况下,对扭转性能或有较好提升。
3.4 镀锌钢丝内部微观特征
(1)垂直镀锌钢丝轴向磨制抛光式样,使用4%硝酸酒精腐蚀后,1#试样在50 倍下观察均可以看出心部有明显的偏析(图9),在2#试样心部未发现偏析(图10)。放大至1 000 倍后观察,1#试样心部受扭转影响,索氏体沿扭转方向变形,2#试样心部组织扭转次数多、变形大呈更为明显的条状分布。
(2)从钢丝原材盘条上取样观察横截面,对比试样心部组织原始差异。试样经抛光后用碱性苦味酸钠水溶液(2 g 苦味酸,25 g 氢氧化钠,100 ml 水)[3],在沸腾状态下煮蚀试样30 秒。在光镜50 倍下观察,1#试样原材盘条心部有明显偏析,放大至500倍后观察为大量的二次渗碳体沿原奥氏体晶界呈严重的网状分布(图11),2#试样心部未发现二次渗碳体(图12)。
桥梁缆索87Mn 碳含量已过共析点,在缓冷状态下会沿原奥氏体晶界析出二次渗碳体,生产上通过控制冷却使奥氏体过冷至Ac1 温度以下,先共析二次渗碳体转变被遏制而直接发生共析转变,冷却后得到索氏体组织。二次渗碳体是一种硬而脆的组织相,在受力时易在此处产生应力集中形成裂纹或孔隙,导致断裂。而二次渗碳体的析出是由于冷却速度相对较小或中心碳偏析(碳含量高)引起。
从上述检验结果来看,心部的偏析对扭转性能有较大影响,即心部偏析越大,二次渗碳体分布越多,对于扭转性能的恶化越严重。

图7 1#试样脱碳500×
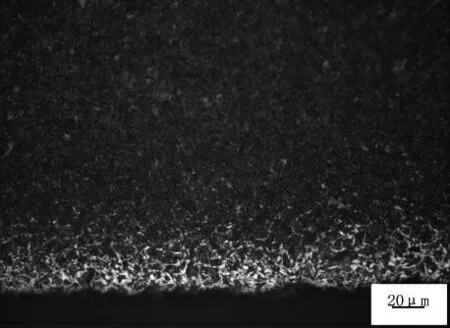
图8 2#试样脱碳500×

图9 1#试样心部组织50×
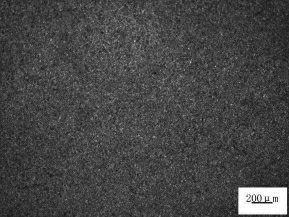
图10 2#试样心部组织50×
3.5 镀锌钢丝扭转异常断口微观特征
钢丝在扭转过程中表面受到最大的切应力,因此扭转性能对钢丝表面质量有着高敏感性,理论上开裂应起源于承受最大应力的钢丝表面。但从1#试样平面台阶状断口处取样,抛光后观察断口裂纹分布状态(图13、图14),从裂纹的分布特征判断裂纹起源于A 点(图14),即扭转开裂起源于钢丝内部。
从图14 可以看到,裂纹由A 点开始向多个方向扩展,两侧分布二次裂纹,经测量A 点距边部1 712 μm,钢丝的直径为7.05 mm,计算可知A 点处于钢丝直径的1/4 附近,这也与文献中试验结果所判断一致,即扭转断裂起源于钢丝直径的1/4 处[4]。
同时文献试验指出,在450 ℃下短时间保温可以使碳原子扩散,铁素体内碳原子浓度变高导致时效硬化,使钢丝扭转性能发生变化,产生分层[4]。而值得注意的是,上文低倍检验结果表明,扭转性能较差的钢丝有明显的锭型偏析低倍形貌,同时偏析的边缘也十分接近钢丝直径的1/4 处。而偏析带附近碳原子浓度更高,因此向铁素体内扩散程度更高,同样支持断裂起源于钢丝内部理论。而不同部位性能产生的差异性变化,也会在扭转过程中使钢丝变形不均而引起裂纹,导致扭转性能恶化。
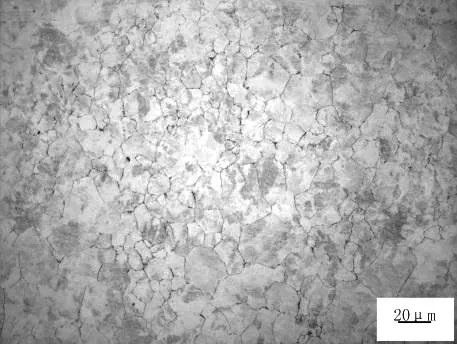
图11 1#试样原材盘条心部500×
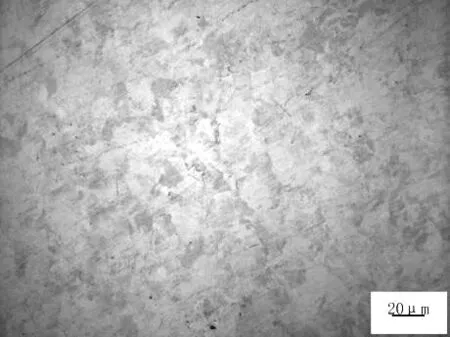
图12 2#试样原材盘条心部500×

图13 1#试样平面台阶状心部组织
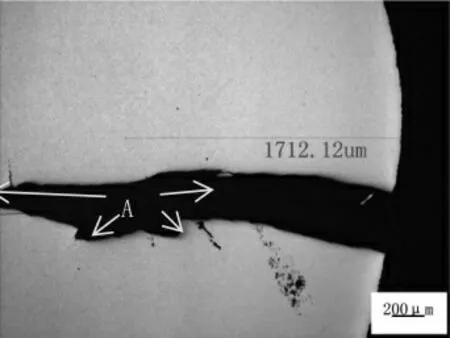
图14 1#试样平面台阶状断口边部组织
3.6 非金属夹杂物
非金属夹杂物以机械混合物的形式存在于钢中,其性能与钢有很大的差异,破坏了钢基体的均匀性、连续性,当出现超出临界尺寸的夹杂会在该处形成裂纹导致开裂。为判断夹杂物对扭转性能的影响,沿试样轴向剖开,抛光后观察断口纵截面,发现断口处无非金属夹杂物聚集现象。
根据标准GB/T10561-2005《钢中非金属夹杂物含量的测定标准评级图显微检验方法》中A 法评级结果(表5)可以看出:1#试样A 类硫化物0.5 级,断口附近非金属夹杂物级别较低,未发现大颗粒及超尺寸夹杂,纯净度较好;2#试样B 类氧化铝0.5 级,整个截面上仅发现1 条长度为30 μm 的B 类氧化铝夹杂物,纯净度较高。
上述结果表明,在偏析明显的情况下,即使非金属夹杂物纯净度情况较好,对扭转性能能够造成的有利影响依旧有限。

表5 非金属夹杂物(A 法) /级
4 结语
(1)平面台阶状断口扭转断裂裂纹起源于钢丝内部。钢丝经热度锌工艺450 ℃下短时间保温后,钢丝原铸坯偏析处,因碳扩散的原因导致与钢丝其他部位性能存在差异,扭转时应力集中易产生裂纹,使扭转性能变差。
(2)盘条心部的碳偏析对扭转性能有较大影响,即心部碳偏析越大,二次渗碳体分布越多,对钢丝扭转性能的恶化越严重。
(3)在偏析较为明显的状态下,即使钢的纯净度情况较好,对扭转性能的提升依旧有限。
(4)扭转性能对金属表层质量敏感,在锌层更致密的情况下,对扭转性能有利。