焊前和焊后调质处理下25Cr2Ni4MoV钢焊接接头的组织及性能
2021-01-26仝雄伟
张 敏,仝雄伟,李 洁,许 帅,贾 芳
(西安理工大学材料科学与工程学院,西安 710048)
0 引 言
25Cr2Ni4MoV马氏体合金钢具有优异的强韧性匹配特征,高的硬度及低的韧脆转变温度,广泛应用于发动机转子。在850~930 ℃淬火会加速25Cr2Ni4MoV钢中马氏体的形成,但若奥氏体化温度过高,得到的板条马氏体较粗大[1]。当奥氏体化温度在900 ℃左右时,大量位错滞留在奥氏体晶粒内部,为马氏体相变提供了大量有效形核位置,所得马氏体有效晶粒尺寸较小,在此条件下25Cr2Ni4MoV钢焊接接头的性能较好[2]。回火温度能显著影响合金钢中铁素体基体相和碳化物的形貌,从而影响合金钢的力学性能。随着回火温度的升高,板条铁素体宽度增加,碳化物由粗大的条状合金渗碳体转变为弥散分布的针状合金碳化物,Cr-Ni-Mo-V系钢的硬度增大;进一步升高回火温度,碳化物发生球化,Cr-Ni-Mo-V系钢的强度快速下降,塑韧性快速提高[3]。张建斌等[4]研究发现,在P91耐热钢中马氏体晶界处存在δ-铁素体,并且在δ-铁素体边界聚集了大量粗大的碳化物,严重削弱了晶界的强化作用,导致了P91钢韧性的降低。张剑桥等[5]研究发现,在5Cr15MoV马氏体不锈钢热加工过程中,M23C6碳化物主要在1 100 ℃以下析出,但当热加工温度过低时,晶粒无法发生动态再结晶,碳化物主要呈长条状沿晶界析出;这种形状的碳化物容易引起应力集中,降低材料强度。刘松[6]研究发现,δ-铁素体的存在增强了1Cr17Ni2钢在HNO3+HF溶液中的耐腐蚀性能,但削弱了其耐Cl-腐蚀性能。
焊接是一种重要的连接方法。使接头强度满足要求,同时提高接头的韧性是25Cr2Ni4MoV钢焊接的研究热点。在热循环作用下,焊接接头组织会出现不均匀现象,从而影响接头韧性;通过合理的焊后热处理能够改善组织的均匀性。然而目前,有关25Cr2Ni4MoV钢焊接接头热处理的研究较少。由于焊后热处理对高强钢焊接接头性能的影响不可预估,并且焊接结构件的强韧性问题尚未得到有效解决,因此焊接接头的热处理工艺研究非常重要。调质处理是25Cr2Ni4MoV钢工程应用前的必要工序。在前期研究[7]中,作者确定了25Cr2Ni4MoV钢的调质处理工艺,获得了较佳的力学性能。基于上述研究结果,作者对25Cr2Ni4MoV钢分别进行焊前和焊后调质处理,研究了不同工艺下焊接接头的组织和力学性能。
1 试样制备与试验方法
1.1 试样制备
试验材料为退火态25Cr2Ni4MoV钢,尺寸为300 mm×500 mm×20 mm,由国内某鼓风机制造公司提供;其化学成分见表1,组织为板条马氏体+粒状贝氏体,如图1所示,力学性能见表2。焊材为马氏体合金钢专用TENAX140焊条,化学成分见表1,其中的钼、镍等元素能降低马氏体转变开始温度Ms,提高焊缝强度。

表1 25Cr2Ni4MoV钢和TENAX140焊条的化学成分(质量分数)Table 1 Chemical composition of 25Cr2Ni4MoV steel and TENAX140 welding rod (mass) %
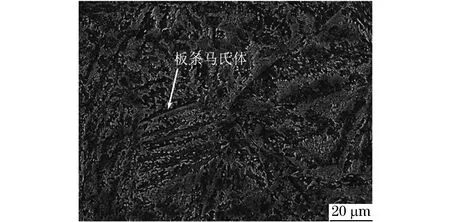
图1 退火态25Cr2Ni4MoV钢的显微组织Fig.1 Microstructure of annealed 25Cr2Ni4MoV steel
采用2种工艺制备25Cr2Ni4MoV钢焊接接头,分别为先调质处理再焊接(焊前调质处理)和先焊接再调质处理(焊后调质处理)。焊接试样的坡口形式和尺寸见图2,采用焊前调质处理工艺时,先调质处理再开坡口。使用Nebula-400型数字化逆变焊机进行手工电弧焊(SMAW),采用直流正接,焊前预热温度为300 ℃,正反各焊6道,焊接顺序为先正面3道(编号为正-1,正-2,正-3,以此类推),反面3道,再正面3道,反面3道。不同焊道的焊接电流、焊接电压和道间温度见表3。调质处理工艺为920 ℃×1 h油淬+580 ℃×2 h空冷回火。淬火的目的是使过冷奥氏体发生马氏体或贝氏体转变,回火的目的是提高焊接接头的强韧性。
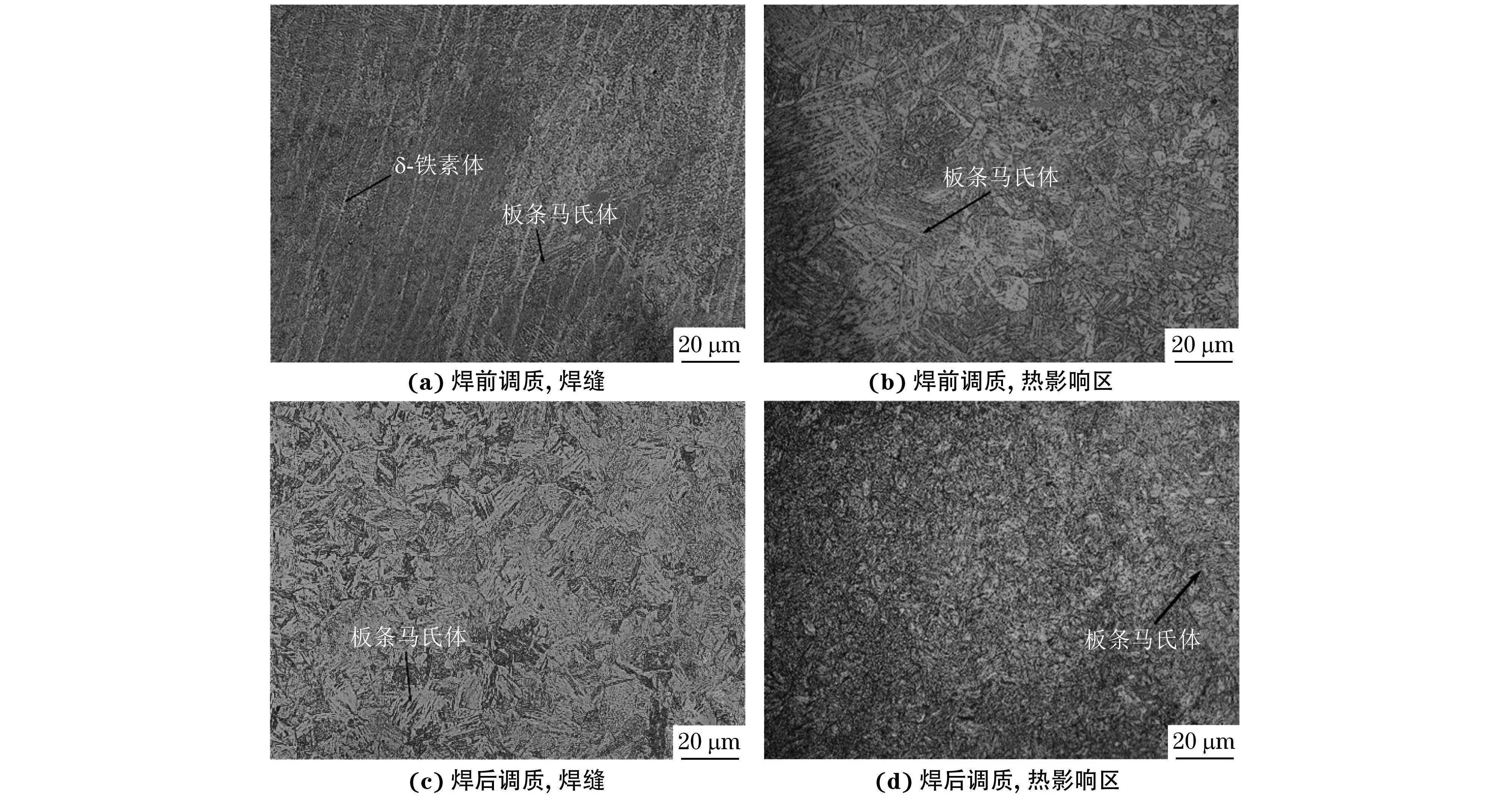
图3 焊前和焊后调质处理条件下接头焊缝及热影响区的显微组织Fig.3 Microstructures of weld (a, c) and heat affected zone (b, d) of joint under pre-welding (a-b) and post-welding (c-d) quenching and tempering conditions
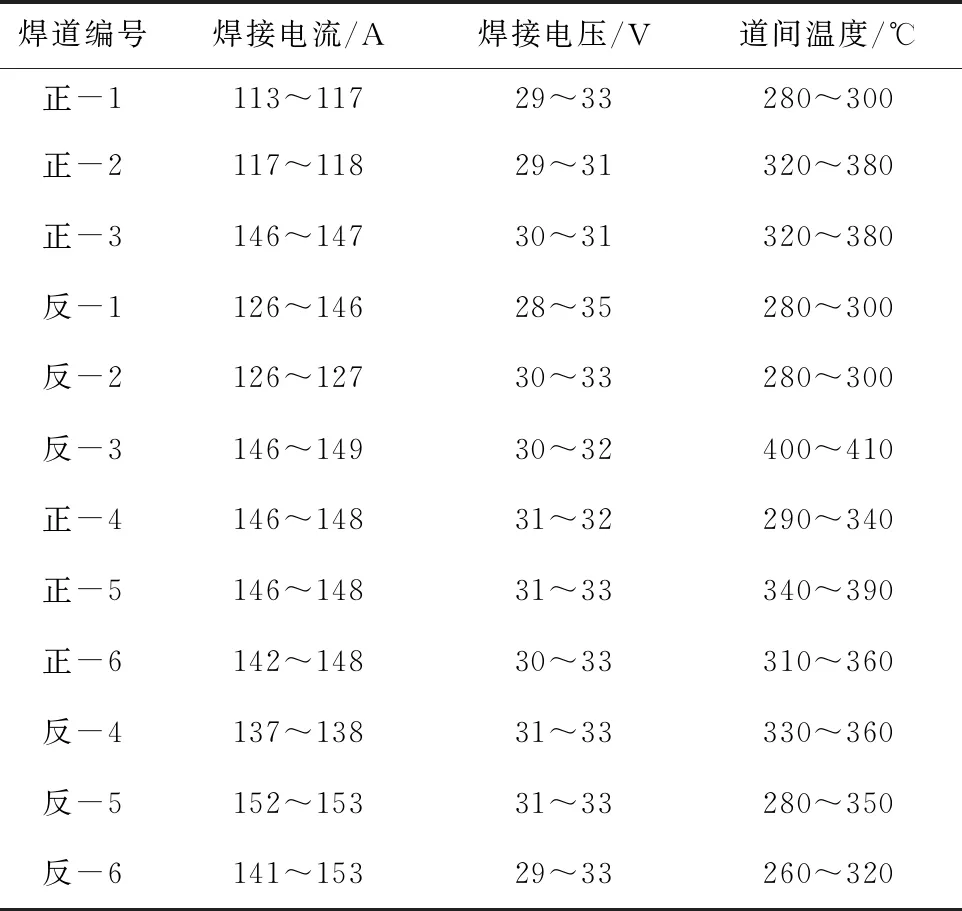
表3 焊接工艺参数Table 3 Welding process parameters
1.2 试验方法
在焊接接头焊缝和热影响区取样,经磨抛,采用质量分数为4%的苦味酸酒精溶液腐蚀后,在OLYMPUS GX71型光学显微镜(OM)和VEG A3 XMU型扫描电子显微镜(SEM)上观察显微组织和微观形貌,利用SEM附带的能谱仪(EDS)进行微区成分分析。采用XRD-7000型X射线衍射仪(XRD)测定焊缝的物相组成,扫描范围为5°~95°,测试温度为25 ℃。根据GB/T 2651-2008,在焊接接头(以焊缝为中心)和调质处理前后的母材上截取尺寸为φ5 mm×80 mm的拉伸试样,标距为5 mm,在HT-2402型万能试验机上进行室温拉伸试验,拉伸速度为0.5 mm·min-1。按照GB/T 2650-2008,在NI750F型冲击试验机上进行室温冲击试验,冲击试样尺寸为10 mm×10 mm×55 mm,开V型缺口,缺口分别位于焊接接头焊缝和热影响区,打击瞬间摆锤的冲击速度为5.0 m·s-1;采用VEGA3 XMU型扫描电子显微镜观察冲击断口形貌。在CS350电化学工作站上进行电化学试验,采用三电极体系,参比电极为饱和甘汞电极(SCE),辅助电极为铂电极,工作电极为焊缝金属,工作面积为1.0 cm2,电解液为体积分数为5%的HCl溶液。极化曲线测试时的扫描速率为0.5 mV·s-1,扫描范围为-0.3~0.5 V。
2 试验结果与讨论
2.1 显微组织
由图3可以看出:焊前调质处理(焊态)的接头焊缝组织为板条马氏体+网状δ-铁素体,热影响区组织为板条马氏体+奥氏体+少量铁素体;焊后调质处理的接头焊缝组织为板条马氏体+回火索氏体,热影响区组织为回火索氏体+回火贝氏体,接头焊缝组织较为均匀细小。
焊接熔池冷却时,首先凝固形成δ-铁素体。对于Cr-Ni系马氏体钢,当铬质量分数小于20%时,在凝固后的冷却过程中组织会发生δ→γ转变而完全转变为奥氏体,继续冷却则发生马氏体转变形成马氏体[8];同时由于冷却速率较高,在熔池凝固过程中存在合金元素偏析现象,焊态接头焊缝中形成大量网状δ-铁素体[9-11]。因此,焊前调质处理的接头焊缝组织为板条马氏体+网状δ-铁素体,其中板条马氏体由于含碳量低并且含有镍元素而韧性较好;但网状δ-铁素体的存在会严重降低焊缝的韧性[12-13]。在焊后进行调质处理时,焊缝中的δ-铁素体会优先在δ/γ′相界处共析分解为M23C6和γ′相;与焊态组织相比,焊后调质处理接头的整体组织较为均匀,各区域均由板条马氏体和回火索氏体组成。
利用Thermo-Calc软件计算平衡状态下接头焊缝中各相含量随温度的变化。由图4可以看出:当温度低于600 ℃时,接头焊缝区的平衡相主要为α-铁素体,随温度的升高,α-铁素体向奥氏体转变,奥氏体转变终了温度AC3约为760 ℃;当温度升高到1 450 ℃时,奥氏体转变为δ-铁素体。试验时调质热处理工艺的淬火温度高于AC3,因此在淬火温度下焊缝区组织完全奥氏体化,在随后快速冷却过程中转变为马氏体。
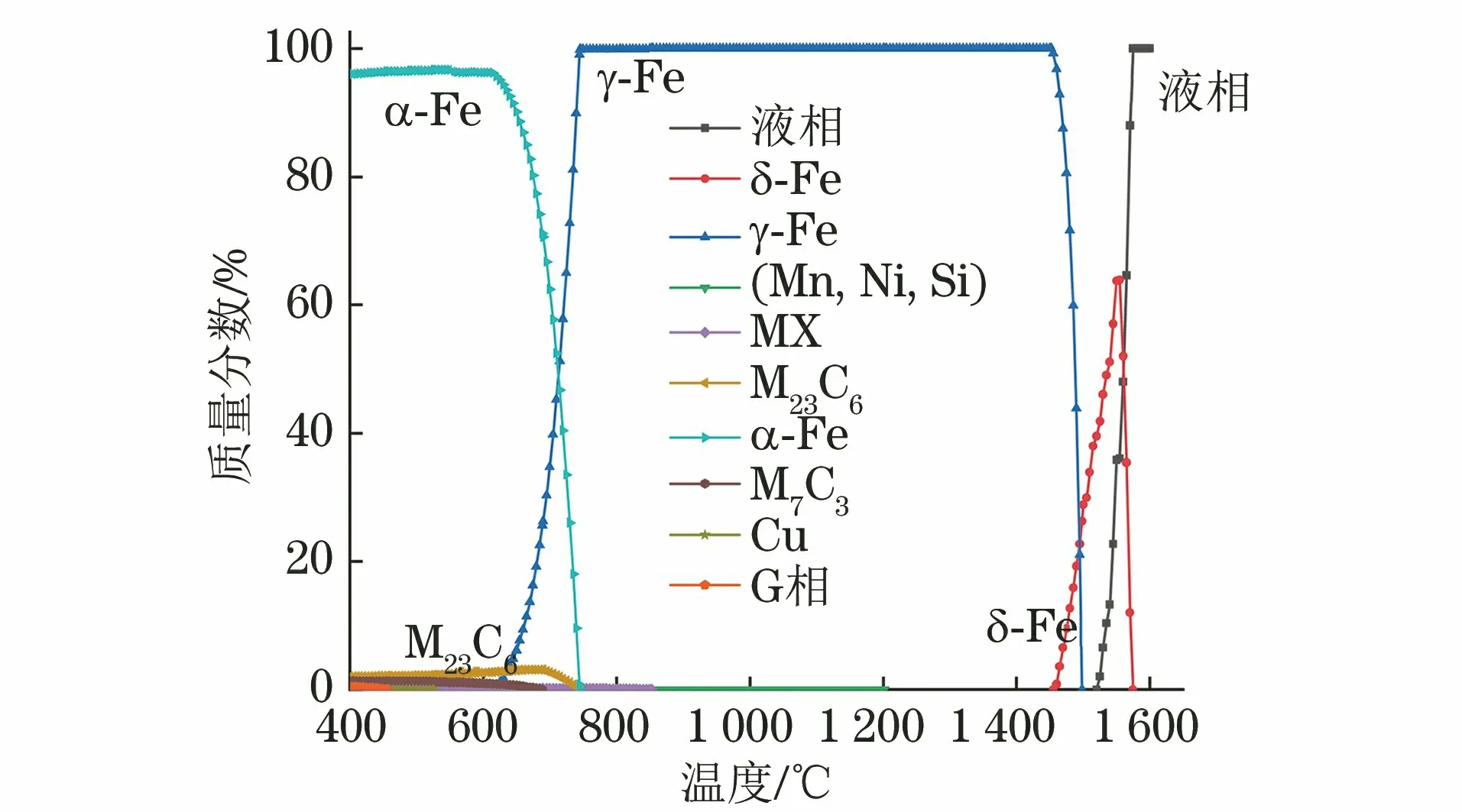
图4 接头焊缝中平衡相含量随温度的变化曲线Fig.4 Curves of equilibrium phase content vs temperature of joint weld
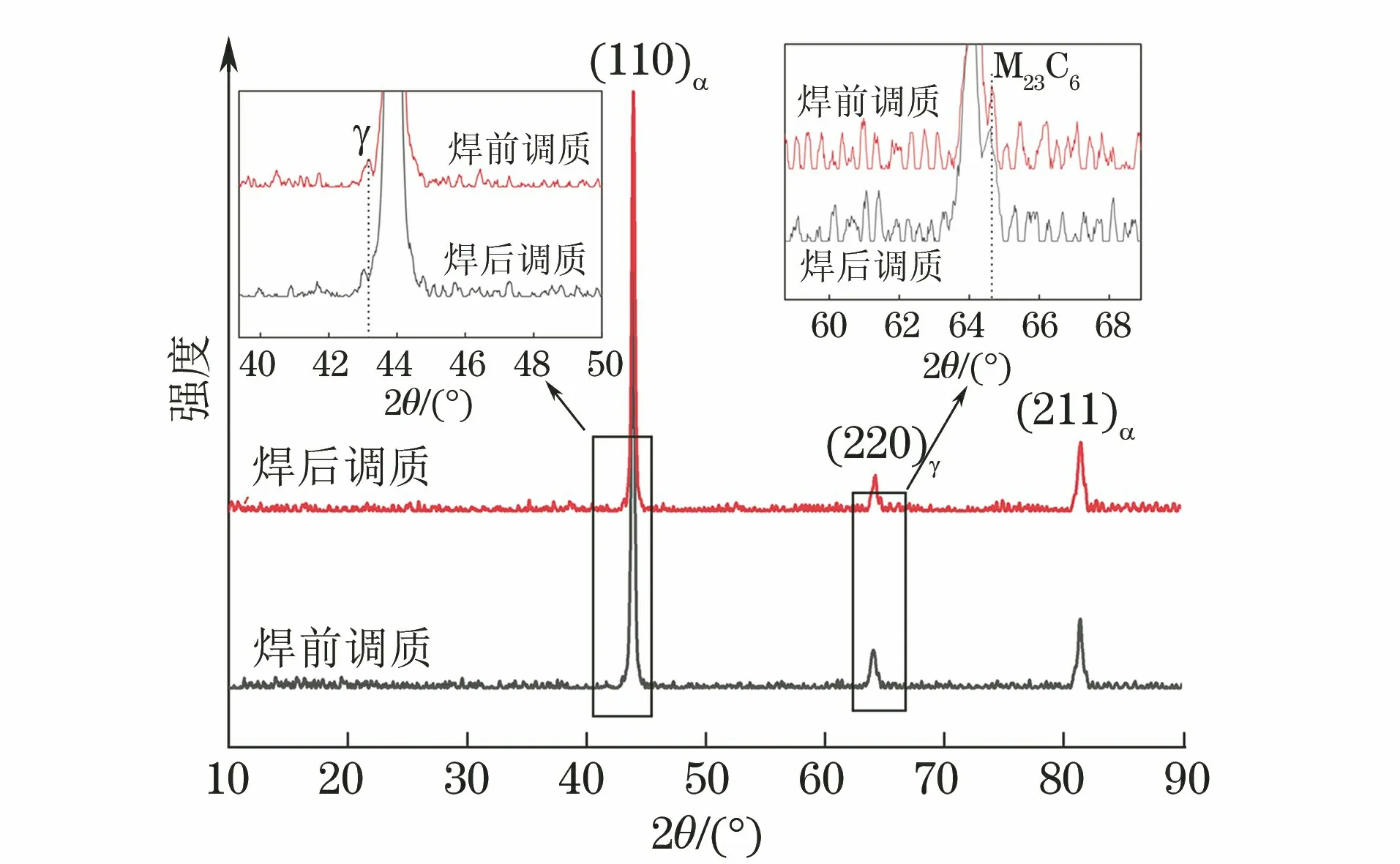
图5 焊前和焊后调质处理条件下焊缝的XRD谱Fig.5 XRD spectra of weld under pre-welding and post-welding quenching and tempering conditions

图6 焊前和焊后调质处理条件下焊缝的SEM形貌Fig.6 SEM morphology of weld under pre-welding (a) and post-welding (b) quenching and tempering conditions
由图5可知,焊前和焊后调质处理时焊缝中均析出了M23C6碳化物。结合图4分析可知,在焊后冷却过程中,当δ-铁素体在原奥氏体晶粒内形核长大时,会析出M23C6和MX(X=C,N)碳化物[13]。但由于MX碳化物的含量太少,XRD未能检测到。
由图6可以看出:焊前和焊后调质处理时,接头焊缝区原奥氏体晶界处均出现一定量的亮白色析出相。由表4可知:该亮白色析出相颗粒主要含有铬、锰、铁、镍等元素,结合图5分析可知其应为M23C6碳化物;焊后调质处理焊缝中M23C6碳化物的铬含量比焊前调质处理的高,镍含量则低于焊前调质处理的。
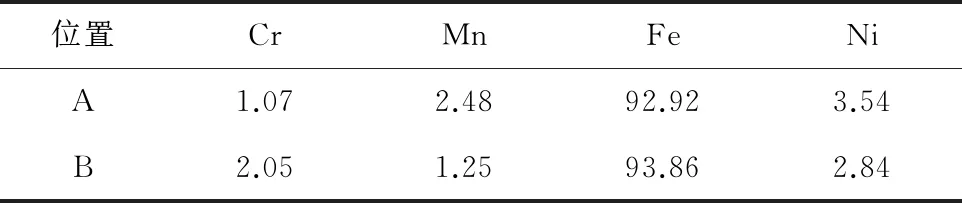
表4 焊前和焊后调质处理条件下焊缝中第二相的EDS分析结果(质量分数)
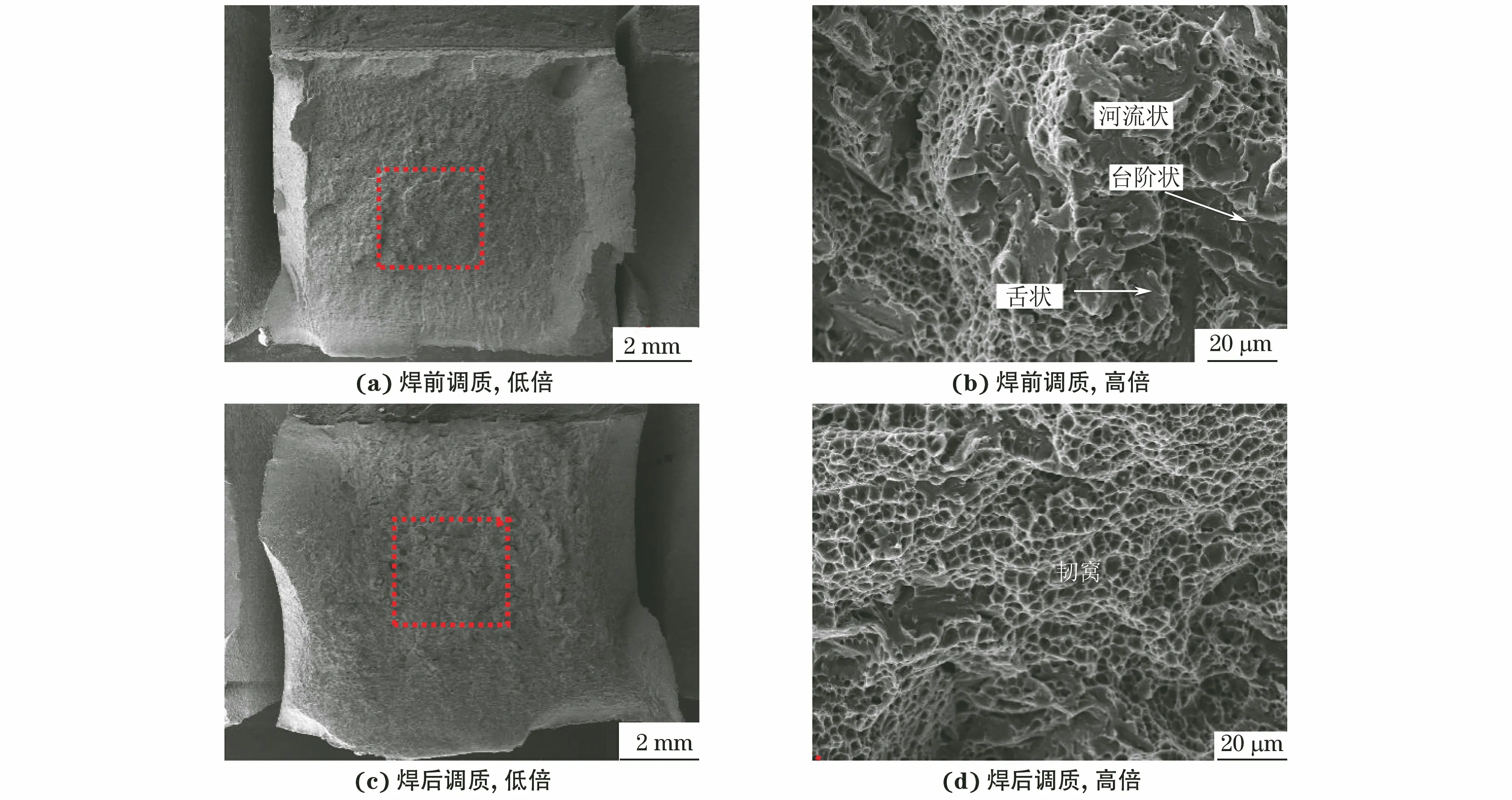
图7 焊前和焊后调质处理条件下焊缝的冲击断口形貌Fig.7 Impact fracture morphology of weld under pre-welding (a-b) and post-welding (c-d) quenching and tempering conditions: (a, c) at low magnification and (b, d) at high magnification
2.2 力学性能
由表5可以看出,与焊前调质的相比,焊后调质处理的焊接接头具有更高的强度。焊前调质处理接头焊缝中的δ-铁素体和呈链状分布的M23C6碳化物会降低原奥氏体晶界和板条马氏体晶界的钉扎力,同时引起应力集中,从而降低接头的强度。焊后调质处理时,马氏体晶内形成的高密度晶格缺陷会阻碍位错运动,且焊缝中在原奥氏体晶界和马氏体板条晶界处呈不连续颗粒状分布的M23C6碳化物可以有效阻碍晶界滑移,提高晶界强度,抑制板条结构的回复;粗大的碳化物还会成为准解理断裂的起裂点,同时碳化物的形成还会消耗合金元素,造成基体组织和δ-铁素体边界附近的固溶强化效果降低。因此,调质态焊缝的强度得到大幅度提高[14]。
调质处理前后母材的冲击功分别为106,114 J。

表5 不同条件下接头和母材的拉伸性能Table 5 Tensile properties of base metal and joint underdifferent conditions
由表6可以看出,焊后调质处理下接头焊缝和热影响区的冲击韧性均优于焊前调质处理的,2种条件下焊缝和热影响区的冲击韧性均比母材的差。δ-铁素体与马氏体基体组织的强度存在差异,会导致变形期间产生应力集中,促使裂纹萌生而降低焊缝的冲击韧性[15],因此焊前调质处理的焊缝韧性较差;焊后调质处理后,δ-铁素体消失,同时不连续颗粒状M23C6碳化物的析出使基体中碳含量下降,Ms升高,马氏体基体软化,焊缝韧性得到提高。

表6 不同条件下接头不同位置的冲击功Table 6 Impact energy of different positions injoint under different conditions J
由图7可以看出:焊前调质处理下,焊缝冲击断口上的纤维区和剪切唇面积较小,放射区面积较大,纤维区存在韧窝、河流状花样、舌状花样以及解理平台,属于混合型断裂;焊后调质处理下,焊缝冲击断口的纤维区和剪切唇面积较大,放射区面积较小,纤维区有明显的韧窝,韧窝细小且均匀,属于微孔聚集型韧性断裂。
2.3 耐腐蚀性能
由图8和表7可以看出,焊前与焊后调质处理下,接头焊缝的极化曲线基本重合,自腐蚀电位、自腐蚀电流密度相差不大,说明2种条件下焊缝的腐蚀倾向和腐蚀速率基本相同。
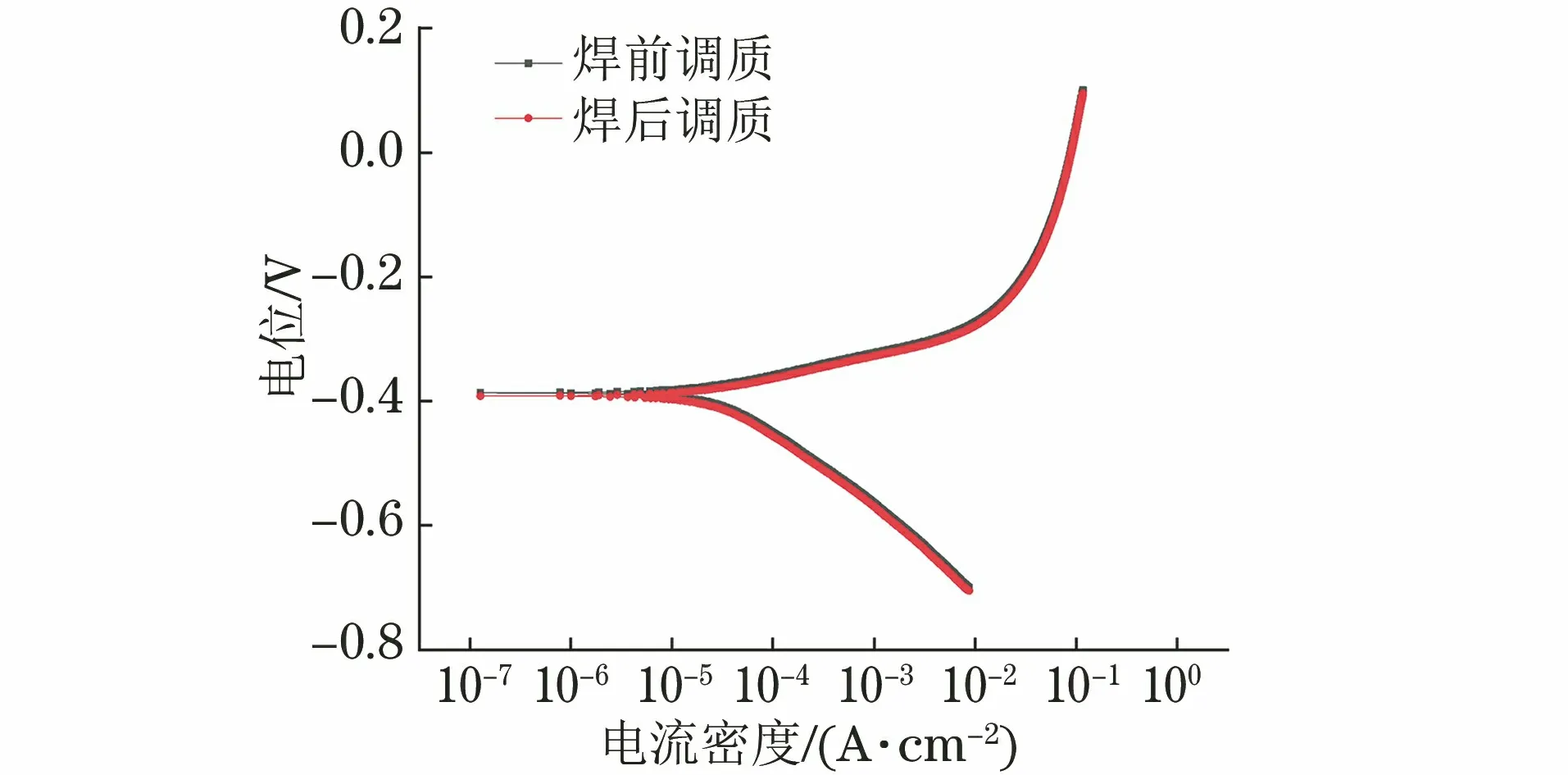
图8 焊前和焊后调质处理条件下焊缝的极化曲线Fig.8 Polarization curves of weld under pre-welding and post-welding quenching and tempering conditions
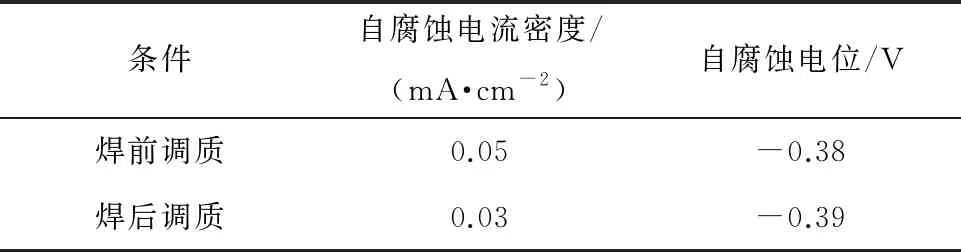
表7 焊前和焊后调质处理条件下焊缝的自腐蚀电流密度和自腐蚀电位
采用图9中的等效电路拟合得到电化学阻抗谱见图10,图中:R1为参比电极与试样之间的介质电阻元件;R2为电极表面腐蚀产物形成的结合层电阻元件;R3为电荷转移电阻元件;C为腐蚀产物结合层电容元件;CPE为双电层电容元件。由图10可以看出,焊后调质处理条件下焊缝的容抗弧半径大于焊前调质处理的,说明焊后调质态焊缝的耐腐蚀能力更强。在含Cl-的溶液中,焊缝中铁素体形成元素铬、钼会与Cl-结合形成可溶性氯化物[16],从而诱发材料腐蚀。
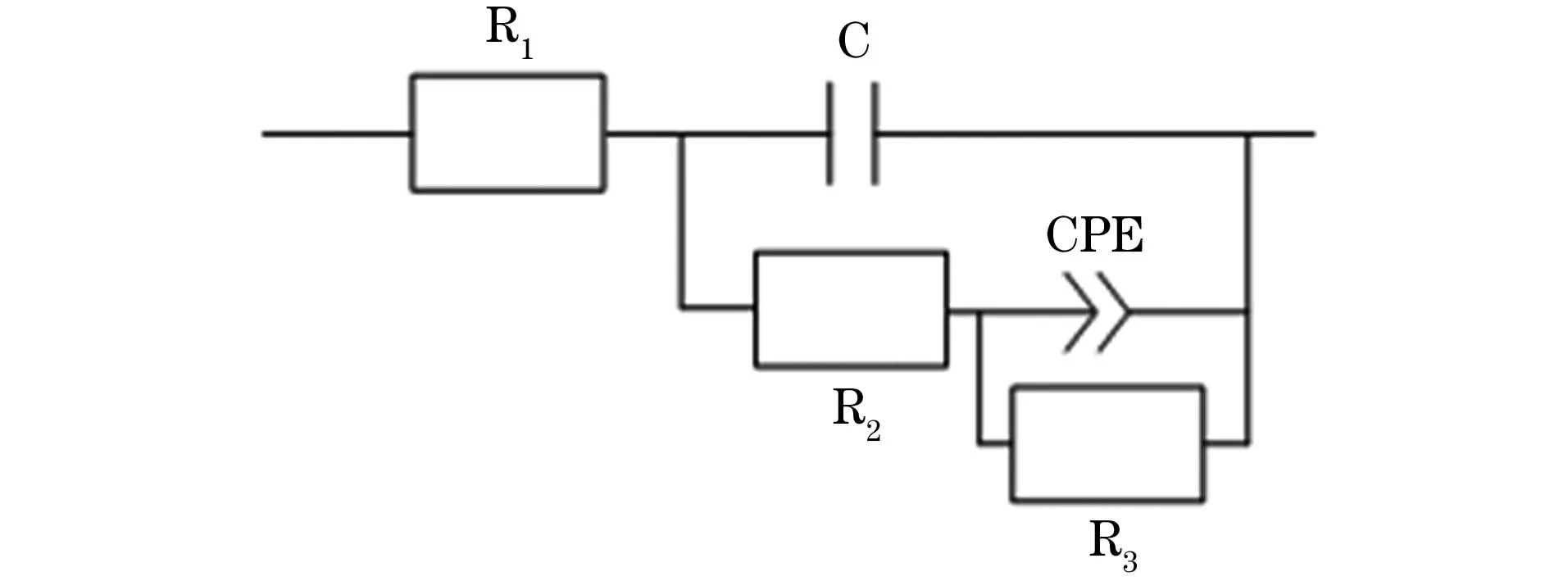
图9 等效电路Fig.9 Equivalent circuit diagram
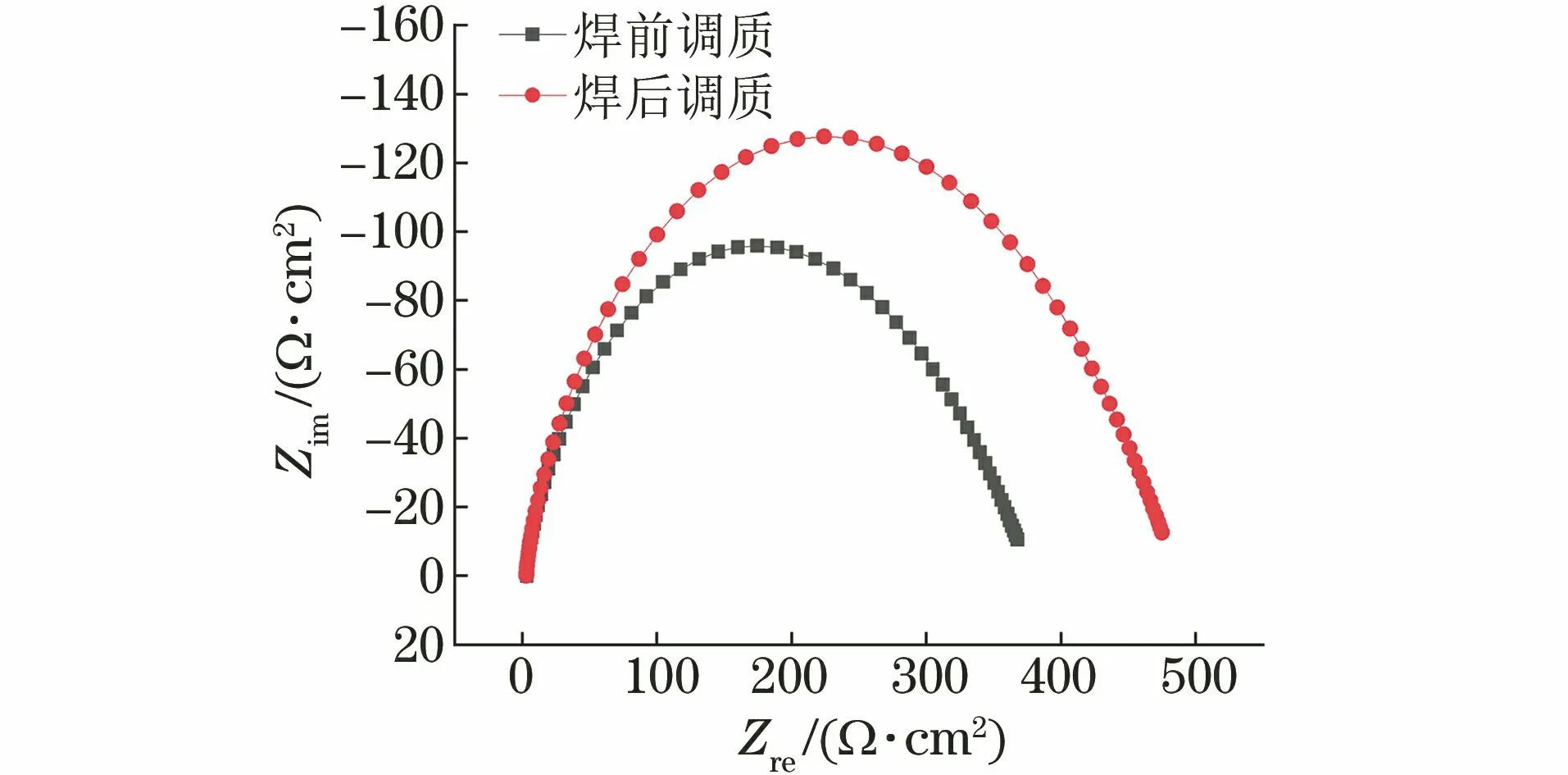
图10 焊前和焊后调质处理条件下焊缝的电化学阻抗谱Fig.10 Electrochemical impedance spectra of weld under pre-welding and post-welding quenching and tempering conditions
3 结 论
(1) 调质态25Cr2Ni4MoV钢在焊接后(焊前调质处理),其焊缝组织由板条马氏体、网状δ-铁素体和M23C6碳化物组成,M23C6碳化物在原奥氏体晶界处呈链状分布,使得焊缝强度和韧性降低;退火态25Cr2Ni4MoV钢在焊接并经调质处理后(焊后调质处理),焊缝组织中的δ-铁素体在淬火过程中溶解并形成均匀细小的板条马氏体,回火后析出回火索氏体,同时在奥氏体晶界和马氏体板条晶界还存在颗粒状分布的M23C6碳化物,焊缝具有较高的强度和冲击韧性。
(2) 焊前和焊后调质处理条件下,接头焊缝的极化曲线基本重合,自腐蚀电位、自腐蚀电流密度相差不大,说明2种条件下焊缝的腐蚀倾向和腐蚀速率基本相同;焊后调质处理条件下,焊缝的容抗弧半径较大,说明焊后调质处理条件下焊缝的耐腐蚀能力更强。
