智能消防机器人三维数字化设计与仿真研究
2021-01-12郑灵洁胡晓军徐家俊毛旭平倪斌斌朱谆奕
郑灵洁, 胡晓军,徐家俊,毛旭平,倪斌斌,朱谆奕
(1.湖州师范学院 工学院,浙江 湖州 313000;2.湖州师范学院求真学院,浙江 湖州 313000)
随着我国各方面的迅速发展,人们频繁出入大型会场、高层办公场所,已逐渐成为日常生活的一部分.这些场所的消防安全问题也逐渐被人们重视,一旦这些场所发生火灾,由于人员不足、消防设施不完善导致短时间内火势不被控制而蔓延,将会给人们带来不可估量的损失.本文利用工业软件,设计一款即可消除消防安全隐患,又可辅助大型消防设施救援的智能消防机器人.
1 消防机器人工业设计
1.1 创意、概念设计
智能消防机器人主要应用于商场或写字楼,辅助人们开展消防巡逻、救援等工作[1].为满足环境使用、实用性、创新性等要求,采用圆形车身,锂电池驱动,辅助红外传感器、摄像头作为避障及火焰检测,对灭火系统结构进行创新性设计,将灭火弹、灭火器、外接消防栓3种方式集成到机器人系统[2-3].机器人属于中等复杂度机械产品(产品零件数为20~100件),为提高装配精度和设计效率,采用TOP-DOWN设计的方法(首先总体布局设计;其次划分产品子系统单元;最后对零部件进行详细设计),同时完成零部件的详细设计和产品的装配设计[4-5].具体设计流程如图1所示.

1.2 结构件参数化设计
总体控制结构设计完成后,将控制参数、特征关联复制到各子系统,并依据总体布局分别完成各子系统及其零部件的详细设计.因消防机器人装配结构零部件较多,且各零部件的设计流程基本一致,本文以车身系统中的外壳为例说明设计流程(图2):
(1) 将车身系统设为工作部件,将总体布局中的基准坐标系、基准平面和草图曲线关联复制到车身系统,使总体布局与车身系统建立关联.
(2) 将外壳设置为工作部件,将车身系统中的基准坐标系、草图曲线和基准平面BODY SYSTEM_DP关联复制到外壳部件,使车身系统与外壳建立关联.
(3) 对关联复制的草图曲线进行拉伸、抽壳等操作,完成壳体绘制;依据壳体建立相关的草图特征,并对草图进行拉伸、布尔运算等操作,完成外壳绘制.
2 消防机器人工程设计
2.1 工程图设计
零件工程图纸是产品信息的载体,也是设计人员与车间生产人员沟通的桥梁,产品零部件的加工必须依靠工程图纸.目前主流三维设计软件均有三维实体转二维工程图纸的功能,且两者具有全相关性,即修改三维模型,所有的相关工程图纸会同步自动更新,反之亦然.本设计的零部件工程图纸采用UG NX软件生成.利用三维模型生成工程图纸前,修改默认图纸格式,使生成的工程图纸满足制图标准;通过确定图纸尺寸、添加一般视图、投影视图、标注、技术要求、工具栏等操作完成工程图纸的绘制,如图3所示.

2.2 工程仿真
UG NX运动仿真模块可以对装配体进行精确模拟和运动单元分析,通过Motion 分析功能,能够完成如力、弹簧、阻尼等方面的计算[6].本设计利用该模块完成消防机器人行走、摄像头检测、灭火弹灭火、消防水管灭火、灭火器灭火、灭火器安装等动作.仿真效果如图4所示.

3 消防机器人数控编程设计
消防机器人产品零部件除了需采用模具加工外,部分零部件还需在机床车削或铣削加工.数控加工时,规则、简单的零部件通常采用手工编程;复杂的零部件通常采用CAM软件辅助编程[7].图3所示的分隔栏零件属于较复杂类零件,因此采用UG NX软件的加工模块进行辅助加工.
3.1 零件加工工艺分析
分隔栏零件造型是由平面轮廓拉伸形成的,实体由外轮廓、孔、腰型槽等组成.分隔栏零件属于板类零件,整体尺寸较大,平口钳很难装夹,在此采用工艺板夹具装夹.首先将工艺板夹具固定在工作台上,再用4块压板压住毛坯的4个角(毛坯尺寸为170 mm×150 mm×25 mm),将其固定在工艺板夹具上.实际加工时,为不使刀具铣削到工作台,Z向对刀以工艺板上表面为Z0.根据先粗后精、先主后次、先面后孔、基面先行等要求[8-9],先加工40孔和24孔,粗加工单边壁余量为0.5,精加工保证尺寸为负公差;再加工腰型槽、12孔和M8螺纹孔;最后用压板压住腰型槽处加工外轮廓.加工工艺卡片如表1所示.
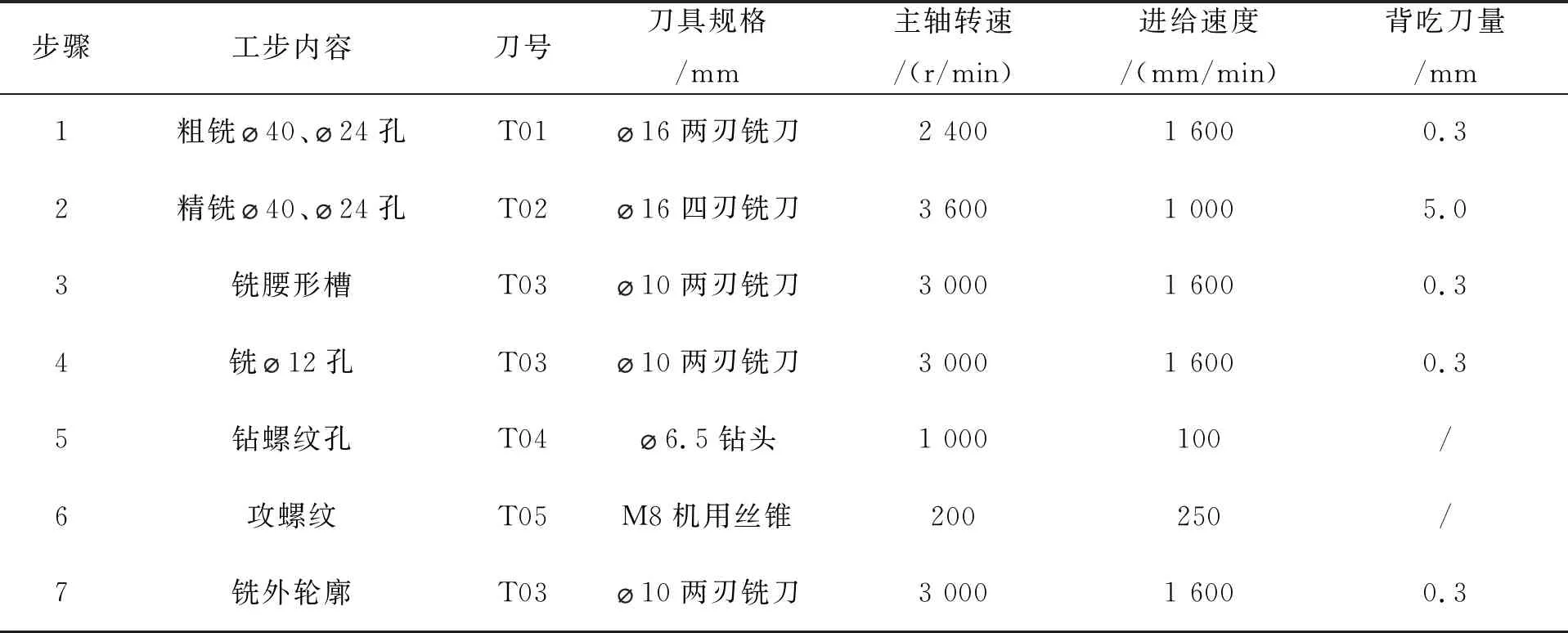
表1 分隔栏零件加工工艺卡片Tab.1 Part processing technology card
3.2 UG NX软件编程
运用UG NX软件的加工模块进行编程时,需要从实体建模模块切换到加工模块,然后通过相应设置完成编程,具体编程流程如下:
(1) 在“几何视图”中,设置工件坐标系为零件底面中心、刀具安全平面、工件和毛坯[10].
(2) 在“机床视图”中,选择创建刀具,类型选择MILL_PLANAR,刀具子类型选择MILL,修改刀具名称为D16,修改刀具直径为16 mm,创建16两刃铣刀立铣刀;利用同样方法分别创建16四刃铣刀立铣刀、10两刃铣刀立铣刀、6.5钻头、M8丝锥.
(3) 为保证加工过程中刀具不过切,使用“带边界面铣”命令创建编程工序.为方便选择各加工边界,创建程序前在零件底面创建辅助体,如图5所示,创建40、24孔的“带边界面铣”工序,选择16刀具,设置面边界分别为40和24孔的底面,设置切削模式为“跟随部件”,毛坯距离为25 mm,其他参数按照表1的步骤1进行相应设置,生成刀具路径如图6所示.按照同样方法分别生成40和24孔精加工、腰形槽、12孔、6.5孔、M8螺纹攻丝、外轮廓刀具路径.


3.3 G代码生成
刀具轨迹生成后,通过刀具路径仿真观察刀具路径是否正确.确认无误后,可通过“后处理”命令,选择合适的后处理器(一般为法兰克3轴)、文件输出路径、文件名生成对应的G代码.部分后处理代码如图7所示.
3.4 零件加工仿真
生成G代码后,采用斯沃数控仿真软件验证程序是否正确[11],具体验证流程如下:
(1) 打开斯沃数控软件,选择0iM型号的模拟机床,进入铣床界面.
(2) 点击界面急停按钮,打开急停开关;点击程序写保护按钮,将系统设置为程序可编辑状态;点击机床回零按钮,使机床处于回零等待状态,为避免机床回零过程中主轴与工件发生碰撞,先点击操作界面“Z”按钮,待机床Z方向回零完成后,依次点击界面“X”“Y”“4”按钮,完成机床所有运动轴回零操作.操作界面如图8所示.
(3) 通过“工件操作”下的“设置毛坯”选项,添加毛坯,设置毛坯长、宽、高分别为170 mm、150 mm、25 mm,材料选择铝;通过“工件操作”下的“工件装夹”选项,设置毛坯装夹方式为工艺板装夹,完成毛坯及夹具设置.
(4) 通过“机床操作”下的“选择刀具”选项,选择直柄立铣刀,将刀具直径设置为16 mm,并添加到1号刀位,按照上述方法依次将10立铣刀、6.5钻头、M8丝锥依次添加到3号、4号、5号刀位,完成刀具设置.
(5) 在“刀库管理”界面,将1号刀具添加到主轴,设置机床状态为“MDI”模式,显示区域切换到程序界面,输入“M03 S800”并执行程序,使主轴正传,通过手轮操作,移动刀具分别碰触工件X方向的两边,并分别记录X的坐标值X1、X2,将刀具抬高至工件上表面30 mm处,并沿X方向移动到(X1+X2)/2处(即工件X方向的中心位置),在机床坐标系界面G54坐标中设置X方向为工件坐标系的X0位置,Y方向对刀与X方向原理相同,将刀具沿Z方向缓慢下降,跟工艺板接触位置为G54的Z0,至此,16刀具对刀完成;因加工过程中,工件位置相对主轴在X和Y方向不变,其他刀具对刀时,仅对Z方向即可.
(6) 将机床状态设置为“程序编辑”状态,显示区域切换到程序界面,输入程序名“O200”,通过“文件”下的“打开”选项,选择40和24的粗加工程序,将程序加载至机床系统,依据上述方法加载所有程序至机床系统.
(7) 将机床状态设置为“自动运行”状态,分别运行上述程序进行模拟加工,验证G代码,结果如图9所示.

4 结 论
本文设计的消防机器人具有灭火器、喷水灭火和灭火弹3种灭火方式,可通过传感器、摄像头等自动进行消防巡逻和辅助救援,适用于大型会场、大型工厂车间和高层办公场所,具有较高的实用价值.本设计不仅要求团队成员熟练使用三维设计软件,还涉及机械专业材料工程、机械设计、机械原理、数控技术、模具设计、机械制图等主干课程的知识,是对机械类本科生全方位知识的考验,对培养大学生的工程实践能力具有重要意义.该作品在第12届全国3D大赛浙江省省赛获得特等奖,在全国3D大赛国赛获得三等奖.
