病死动物无害化处理一体机的试制研究
2021-01-07李福欣
高 亮,李福欣,褚 斌
(山东省农业机械科学研究院,山东 济南 250100)
中国畜禽养殖总量位居世界第一,畜禽养殖过程中会产生一定比例的死畜禽,除此之外,重大疫情或灾害发生时也会出现大量死畜禽[1]。如何安全快速处理死畜禽尸体成为人们关注的重点。
国外利用高温高压方法进行病死动物无害化处理的应用非常普遍,开发了自动化程度高的机械装备和监控系统,比如美国的AHSC、英国的Astell、加拿大协德公司[2-3]等。欧美一些国家近年来着手研发常压高温处理技术[4-5],处理后产品可用来加工有机肥[6]。
根据GB 16548-2006《病害动物和病害动物产品生物安全处理规程》[7]的规定,目前对病死动物尸体处理方式主要有焚烧、掩埋、化制和发酵4种方法[8-9]。其中利用发酵的方法能够将病死动物就地进行无害化处理,避免由于运输而导致疫病传播的可能性[10]。国内研究开发的设备有:曲祖乙[11]的无害化处理罐,该设备没有对病死动物进行机械分割、绞碎处理,处理时间长,且没有外部加热装置,对病原体杀灭效果差;徐进京[12]的无害化处理系统把上料、分割、搅拌分开操作,增加了成本且输送过程容易造成二次污染;姜学东[13]研制的动物尸体破碎机只有分割破碎的功能;盛力伟[14]的无害化处理技术只介绍了好氧发酵的工艺和无害化处理效果;刘云鹏[15]设计的无害化处理设备没有强制通氧和废气气水分离装置,没有涉及自动上料出料、自动化控制功能。
从技术和环保性、经济性的角度,笔者设计了一种集自动上料出料、机械分割搅拌、高温快速好氧发酵、废气气水分离、自动化控制功能于一身的无害化处理设备,以更好地实现病死动物的就地化、无害化、资源化处理和利用,并通过试验评估了设备的机械性能和无害化处理效果,为促进中国畜牧业绿色可持续发展、保障畜禽产品质量安全提供支撑。
1 无害化处理一体机的结构设计
1.1 无害化处理指标
高温好氧发酵是通过好氧微生物的代谢作用分解动物尸体,产生水、二氧化碳等物质;微生物代谢过程产生热量,使温度升高,高温阶段可以达到60 ℃以上,足以杀灭病原体,从而实现病死动物尸体的无害化处理[16]。该处理机进料、出料通过机械自动实现,发酵热蒸气经气水分离无害化处理后再排放,避免了人与病死畜禽的接触及生产造成的二次污染。病死畜禽处理前后均检测猪瘟病毒、伪狂犬病病毒、圆环病毒、繁殖与呼吸综合征病毒、大肠杆菌、沙门氏菌、蛔虫卵、抗生素等有害物质含量,验证处理机的无害化处理效果。
1.2 结构设计
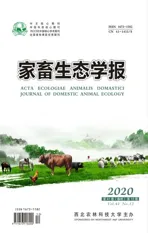
无害化处理机由进料、粉碎发酵、出料、气水分离、动力、电控六部分组成。其中进料斗、出料斗、粉碎发酵仓门的开闭由液压系统提供动力;粉碎、切割、搅拌由主电机提供动力;气水分离由冷凝器电机提供动力。电控操作分为自动和手动两种模式,自动模式下整机运行会按照程序设定步骤和时间进行工作,工作过程中没有紧急情况,无需操作。无害化处理机详细结构见图1,外观见图2。
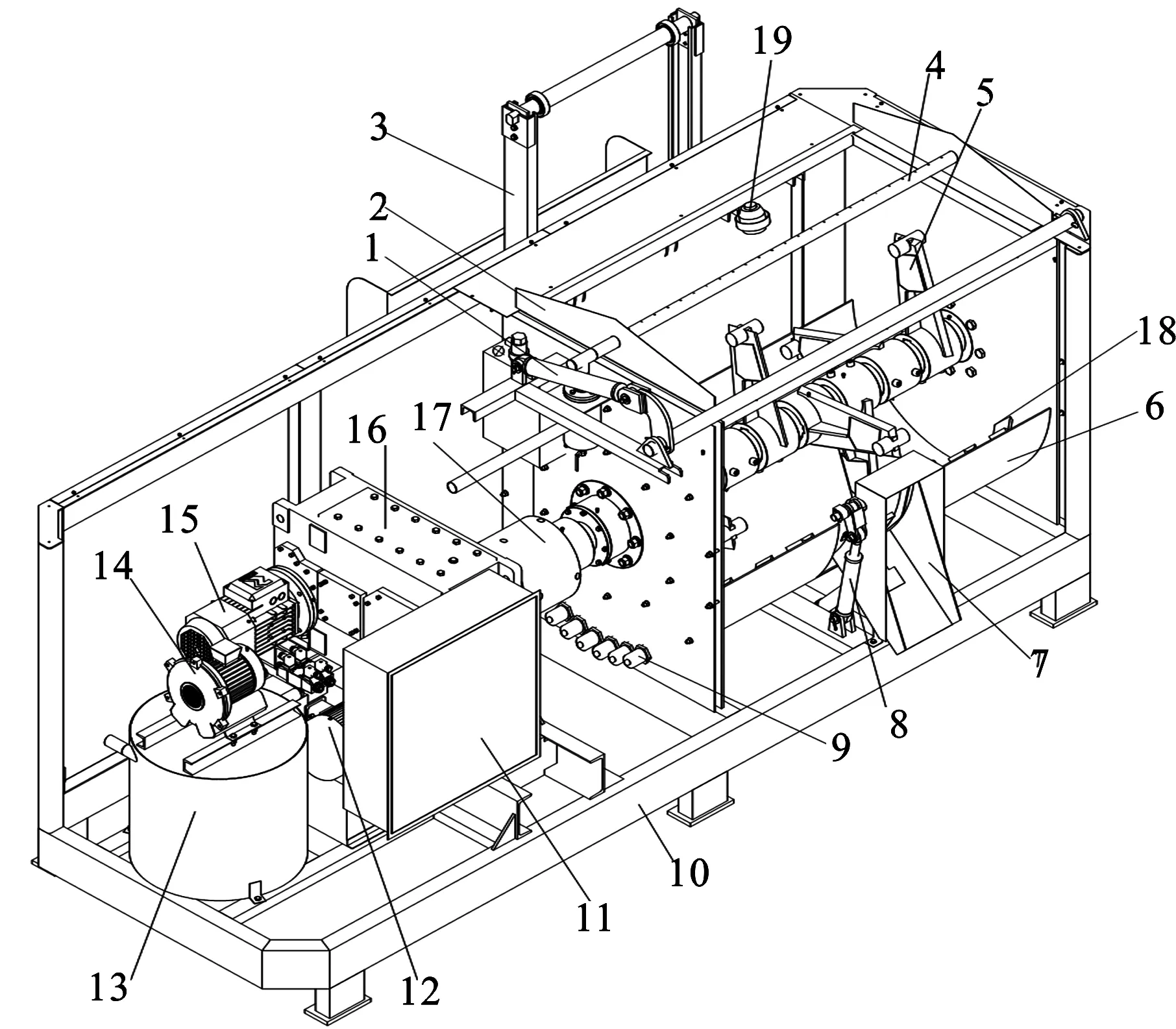
图1 无害化处理一体机内部结构

图2 无害化处理一体机外观
无害化处理机核心部件是切刀,包含动刀和定刀,具有分割、切碎、搅拌的作用,要有较好的机械强度,能承受较大的剪切力和扭力,动刀结构设计如图3。动刀材料全部采用304不锈钢,压辊上表面焊接2~3道316耐磨材料,工作过程中,压辊通过图1中的定刀片间隙,起到分割、挤压粉碎的作用;上下加强筋和上筋板及下筋板起到增加刀片强度和搅拌分流的作用;动刀片两侧开刃,具有分切动物尸体的功能;动刀整体焊接,共有8个,通过轴套固定安装在主轴上,动刀跟随主轴旋转,与固定在仓体内壁上的定刀配合,起到分割、粉碎、搅拌的作用。
图3 动刀结构
1.3 工作原理
无害化处理机工作过程可以概括为进料、发酵、出料、气水分离。运输来的动物尸体放入进料斗,在液压缸的驱动下,仓盖打开,进料斗上升把动物尸体送入发酵仓后返回原位,仓盖关闭。仓体内动刀、定刀分切、粉碎动物尸体,并把动物尸体、辅料、菌剂搅拌混合均匀;油槽里加热棒通电,加热介质油,从而快速提升仓体内物料温度,为发酵过程提供适宜的温度;发酵过程中主轴带动动刀旋转,通气阀达到一定压力自动进入空气,从而实现高温快速好氧发酵。冷凝器通过冷凝吸管把发酵过程中产生的热蒸气吸走,利用冷凝原理实现气水分离,并经处理达标后排放。经12 h高温好氧发酵处理,液压缸开启出料斗,在主轴和动刀的旋转推动下,实现出料,出料结束后液压缸关闭出料斗,至此完成一次无害化处理。整个工作过程可遥控控制,无需人工操作,自动化程度高,避免工作人员和病死动物接触。为了试验研究设备性能,控制部分增加了手动控制功能。
2 病死动物无害化处理试验
2.1 试验设备与材料
无害化处理一体机1台,出料筛分机1台,病死鸭尸体600 kg,病死小猪尸体600 kg,稻壳粉600 kg,高温发酵菌剂2 kg,包装袋35条,采样工具及采样袋,温度传感器,便携式水分测量仪,电缆。
2.2 样品采集与指标检测
选择寿光金盛源固废处理有限公司作为试验场地,该公司是寿光市定点病死畜禽处理点,有较好的病死畜禽联网管理平台和运输条件,无害化处理一体机和出料筛分机安装在该公司3号新车间。设备安装调试完毕后,分别进行病死鸭、病死小猪的无害化处理试验。
为了取样,设备采用手动控制。先开仓盖加入病死动物尸体,关闭仓盖启动主电机对尸体进行分割粉碎,运行2 h。然后开仓盖加入稻壳粉和菌剂,关闭仓盖直到本次处理完成。最后打开出料斗,筛分出料,把没有发酵分解完全的物料筛分出来。
病死猪粉碎后、处理成品分别取样2份送检,检测猪瘟病毒[17]、猪伪狂犬病病毒[18]、猪圆环病毒[19]和猪繁殖与呼吸综合征病毒[20]。病死猪粉碎后、处理成品分别取样1 kg送检,检测粪大肠菌群[21]、沙门氏菌[21]、蛔虫卵死亡率[21]、青霉素[22]、磺胺-6-甲氧嘧啶[23]。病死鸭处理成品取样2份,各0.5 kg,检测大肠菌群[21]和沙门氏菌[21]。病死鸭、病死猪处理后的废气冷凝水分别取样0.1 kg,检测总大肠菌群[24]、沙门氏菌[25]和总大肠菌群[26]。
3 结果与分析
3.1 机械性能
机械性能主要是指无害化处理一体机对动物尸体的分割、粉碎、搅拌混合性能,实现对发酵原料的预处理,加快好氧发酵过程,提高效率。病死鸭、病死猪处理过程中,入料时拍照如图4,运行2 h开仓盖拍照如图5,然后加入稻壳粉和菌剂,再运行10 h,处理完毕,开仓盖拍照如图6。观察物料状态,分析机械分割、粉碎、搅拌效果。处理成品筛分出料后,未分解物料如图7。

图4 物料入料状态Fig.4 Feeding status
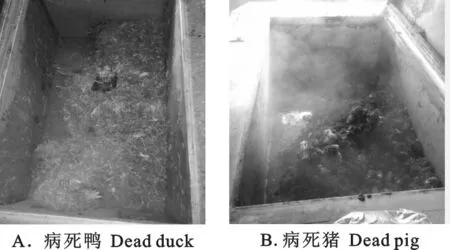
图5 运行2 h物料状态Fig.5 Running for 2 hours

图6 处理完毕物料状态Fig.6 Processed material status
由图4和图5可知,设备运行2 h,病死鸭和猪的尸体被完全分割、粉碎,未发现大块尸体和骨头。因病死鸭羽毛蛋白质含量高,质地柔韧,大部分羽毛保持完整形态;测量含水率,病死鸭为62%,病死猪为66%。由图6可知,设备运行12 h处理完毕后,成品料质地均匀、松散,未见羽毛、尸肉;测量含水率,鸭料成品46%,猪料成品50%。由图7可知,成品料筛分后均有未分解的碎块骨头,尺寸都在5 cm以内,未见羽毛及大块骨头,可见无害化处理一体机的机械性能良好,能够有效分割、粉碎动物尸体,尸体、辅料和菌剂混合均匀,搅拌混合效果明显,加快了高温好氧发酵过程,提高了处理效率。
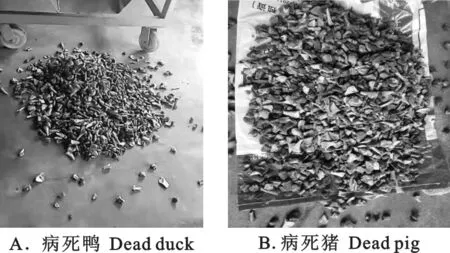
图7 筛分后未分解物料状态Fig.7 Undecomposed material status after sieving
3.2 温控性能
温度是高温好氧发酵的关键参数,温度过低菌剂活性不够,无法快速繁殖和代谢,发酵速度慢;温度过高,一定时间后会让菌剂灭活,起不到加快发酵过程的作用。55~75 ℃是高温好氧菌比较适宜生存的温度环境。
无害化处理一体机的仓体内壁、油槽均安装有温度传感器,整个处理过程可以实时监测发酵仓内部和油槽温度,以便及时调控温度,为发酵过程提供适宜的温度,加快菌剂的繁殖和代谢分解作用。设备整个运行过程取8个时间点记录油槽和仓内温度数值,如图8所示。
由图8可见,设备运行前油槽和仓体都是室温温度;加热1 h温升无多大变化;加热2 h仓体内温升幅度变小,原因是打开仓盖添加辅料和菌剂造成温度下降;运行6 h,仓体内温度达到75 ℃,达到了发酵温度上限,此时设备自动运行冷凝系统,把仓体内蒸气抽走进行气水分离,打开通气阀给仓体内增氧并降温,此时油槽温度是106 ℃;运行12 h,处理完成,设备自动断电。
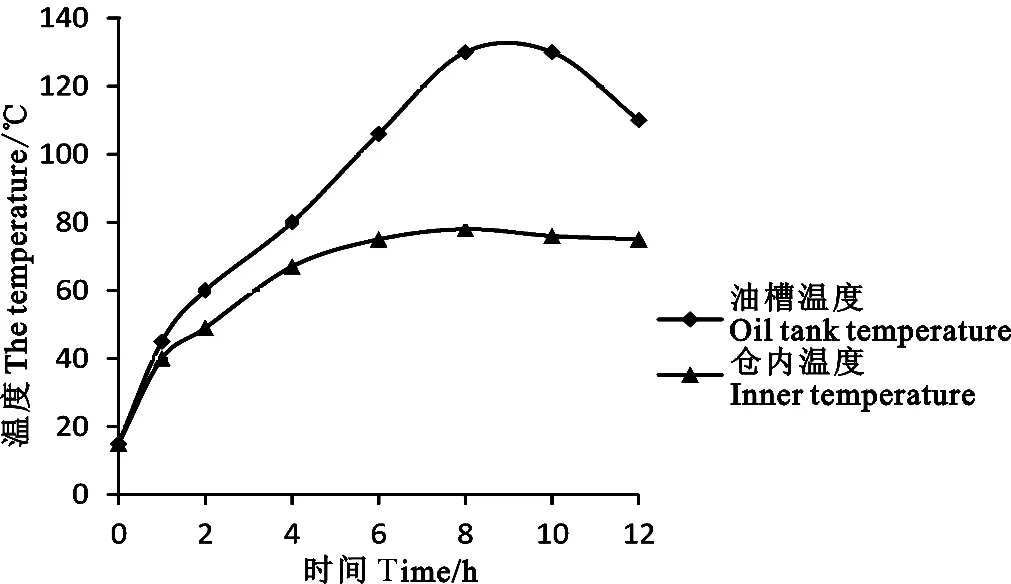
图8 油槽和仓内温度变化曲线Fig.8 Oil tank and warehouse temperature curve
运行6 h至处理完成,仓内发酵温度稳定在75 ℃,这是由自动温度控制实现的。一是空气的流入和流出降低了舱内温度、排出了废蒸气,同时为好氧发酵提供了充足的氧气;另一方面保证了高温好氧发酵的适宜温度,为菌种繁殖和新陈代谢提供条件,从而加快发酵进程,提高效率。由此可见,无害化处理一体机的温控性能良好,能够保障高温好氧发酵适宜的温度环境。
3.3 无害化处理效果
病死动物的无害化处理是研制此设备的核心目的。对处理前后的物料和处理后的废气冷凝水进行检测,对比检测结果,验证一体机的无害化处理效果。检测结果如表1所示。
病死猪粪大肠杆菌含量,处理前达到9.3×104MPN/g,严重超标,高温好氧发酵后含量<3 MPN/g,符合国标要求。蛔虫卵死亡率经过高温好氧发酵处理后提高了34个百分点,达到96%,符合国标要求。病死鸭经高温好氧发酵后,含有的大肠菌群和沙门氏菌符合国标要求。病死猪和病死鸭高温好氧发酵过程中产生的废气冷凝水经无害化处理后含有的总大肠菌群数<2 MPN/100 mL,符合国标要求,沙门氏菌未检出。结果表明一体机采用的高温好氧发酵工艺,能够有效杀灭病毒、病菌、蛔虫卵等有害病原体,满足病死动物尸体无害化处理的要求。

表1 检测结果Table 1 Test results
3.4 成本分析
一体机无害化试验,一个批次的处理成本核算见表2。总成本491元,其中稻壳粉和电耗成本较高。
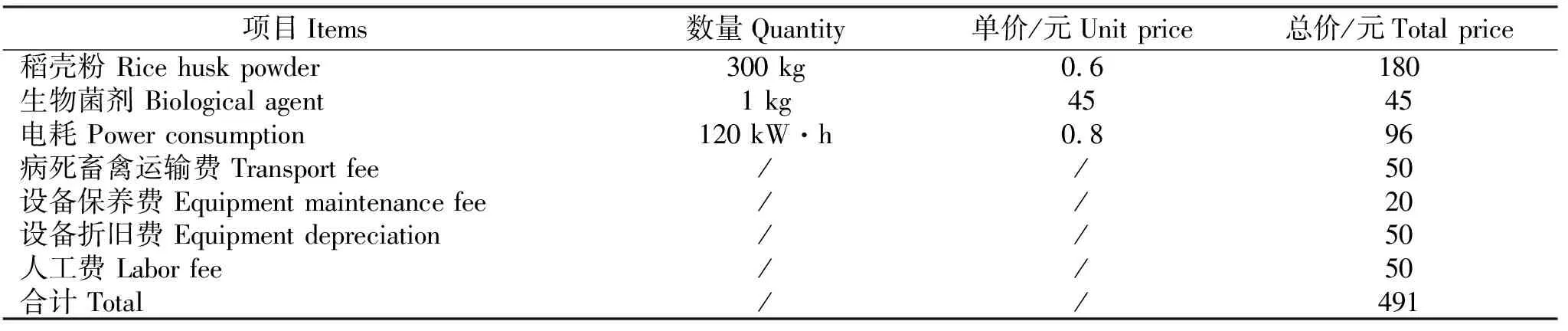
表2 一个批次处理成本Table 2 One batch processing cost
4 讨 论
4.1 无害化一体机处理效果及存在问题
经无害化处理一体机处理,成品筛分后出现未降解的尺寸在5 cm以内的尸体骨头,说明一体机动刀和定刀的设计还不能有效粉碎小尺寸物料,刀安装在主轴上,刀与刀之间的间隔过大,应该是造成小尺寸物料不能被有效粉碎的原因。出料成品的含水率较高,主要原因是机械搅拌性能不够,发酵过程中不能有效翻堆物料,高温蒸气不能及时散发并通过冷凝系统排出,次要原因是高温发酵处理时间短,从而造成发酵成品含水率较高。
从油槽和仓内温度变化曲线可以看出,一体机仓内降温系统是有效的,能保证高温发酵期间温度的恒定,为微生物提供适宜环境温度;当仓内温度达到恒定时,油槽温度仍在上升,说明温度控制没有实现闭环,加热棒仍然按照设定时间工作,造成油槽温度持续上升,增加了能耗。
无害化指标检测结果表明,高温好氧发酵对死猪尸体病毒杀灭效果最好,对大肠菌群和蛔虫卵的杀灭效果较好,大肠菌和蛔虫卵没有被完全杀灭,一方面原因是微生物本身特性导致其较难被杀灭,另一方面原因是高温好氧发酵时间短,部分微生物失活但不足以致死,发酵完成待温度下降后,其活性又恢复。在尸体及处理后的产品和冷凝水中均未检出沙门氏菌,说明试验用的死猪、死鸭并未感染沙门氏菌,无法检验一体机对沙门氏菌的杀灭效果。两种抗生素在样本中未检出,无法探究高温好氧发酵与抗生素消减之间的关系。
4.2 无害化一体机处理成本
稻壳粉和电耗的成本较高,稻壳粉主要用来调节C/N比和吸水,为微生物菌剂的快速繁殖提供条件,其价格随市场供需关系而变化;一体机运行的电耗可以通过机械结构优化、选用性能更好的保温材料、实现温控系统的闭环控制等方法来降低。单个批次入料900 kg,出料750 kg,处理成品的成本为650元/t,每吨成品料售价在700元上下,企业采用该一体机进行无害化处理,可以盈利。寿光金盛源固废处理有限公司进行病死畜禽集中无害化处理,政府管理部门会根据网上管理平台录入的数据给予企业补助,政府补助可以很大程度上抵消企业运营成本。企业运营,政府财政支持,这也是大部分国内病死动物无害化处理企业的现状。因此,节约成本,降低能耗,是无害化处理亟待解决的问题。
本研究内容从无害化处理机械装备节本降耗的角度出发,研制了一种高效无害化处理一体机,与同类设备相比,一体机吨料电耗小于180 kW·h,同类产品吨料电耗在200 kW·h以上;一体机无害化处理过程无污水、臭气排出,比同类产品更环保;一体机单批次处理时间12 h,同类产品单批次处理时间20 h以上;一体机无害化处理只需一次加料,处理过程与外界隔离,可操作性和安全性比同类产品更高。
5 小 结
通过对无害化处理一体机的试验研究,验证了一体机的机械性能和温控性能,整机设计合理、结构紧凑,性能良好。
对病死猪、病死鸭处理前后物料和废气冷凝水检测结果验证了高温好氧发酵工艺处理病死动物尸体的有效性,验证了一体机的无害化处理效果。
以后可从几方面进行优化改进:改进刀具排列布置,提高对小尺寸物料粉碎能力;增强机械搅拌性能,充分翻抛发酵物料,使蒸气及时排出,降低成品含水率;增加温度闭环控制功能,准确控制加热棒动作,降低能耗;适当延长高温发酵处理时间,增强对病原微生物的杀灭效果;优化设计机械结构并采用更高效保温材料和加热方法,降低生产成本和能耗;提高设备智能化控制水平,减少工作人员接触机会。增加含水率、ph值等发酵条件控制功能,为菌剂提供更适宜的环境,加快发酵过程,提高处理效率。