PUREX流程中锝的分布特性研究进展
2020-10-28王均利晏太红
王均利,晏太红
中国原子能科学研究院 放射化学研究所,北京 102413
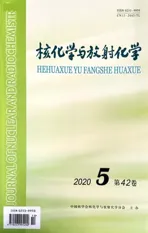
长寿命人造放射性核素99Tc(T1/2=2.1×105a)主要是由反应堆中235U热中子裂变产生的,也是一个具有较高裂变产额(6.13%)和高度迁移性的裂变产物[1],是环境放射性安全评估过程中重点关注的三个以阴离子状态存在的核素(99Tc、129I、79Se)之一[2]。后处理废液中的99Tc在地质处置过程中极易挥发泄露[3],泄露到环境中后,可在微生物、植物和某些无脊椎动物体内积累,进而对生态系统构成长期潜在的危害。随着核电事业的发展,核燃料燃耗加深及235U初始丰度的提高,锝含量显著增加,使锝在动力堆乏燃料后处理工艺中成为一个需要重点关注的元素。在PUREX流程中,锝的化学行为主要涉及三个工艺单元,即铀钚共去污段、锝洗段和铀钚分离段,共去污分离循环示意图示于图1。锝行为的复杂性主要体现在两个方面:(1)共去污过程中锝与其他金属离子发生共萃取,流程中影响锝共萃行为的因素复杂;(2)在铀钚分离过程中锝与还原剂发生复杂反应,可能对铀钚分离造成影响。因此,掌握锝的工艺过程特性及其分离技术对于后处理工艺设计、锝的走向控制和生态安全等均具有非常重要的意义。本文主要针对锝在PUREX流程中的分布特性研究进展进行综述,并提出今后的研究重点和建议。
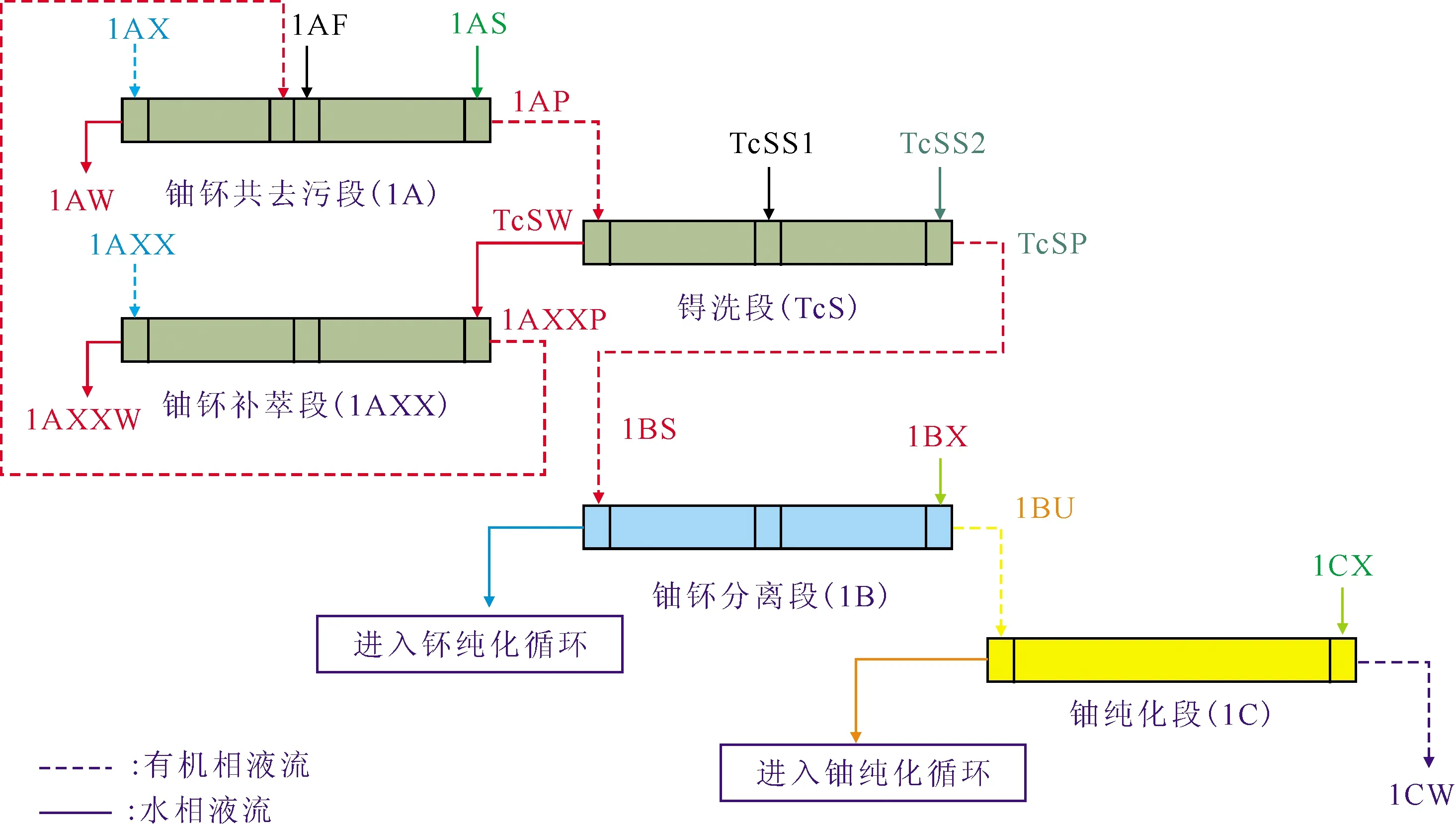
图1 共去污分离循环示意图
1 锝的化学性质简介
锝基态原子的电子结构为[Kr]4d55s2,因其特殊的电子层结构,锝可以-1~+7价态存在于化合物中,且具有一定的歧化趋势。在水溶液平衡系统中锝可以多种不同氧化态存在,且其相对稳定性受酸度、水解和络合等因素的影响,这也决定了在化学反应和不同工艺流程中锝特性的复杂性。
不同价态锝的氧化还原电位示于图2[4]。
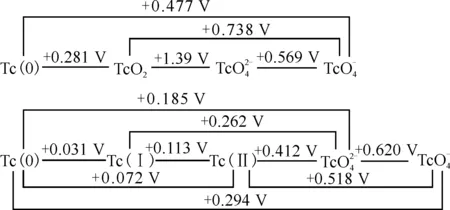
图2 不同价态锝的氧化电势[4]


2 锝在PUREX流程中的分布特性
2.1 锝在铀钚共去污段的分布特性
(1)锝在铀钚共去污段的萃取行为

(1)

(2)

(3)

(4)
在纯HNO3体系中,朱国辉[16]、Pruett[17]等依据萃取物中锝分配比(D(Tc))和磷酸三丁酯(TBP)浓度的关系,证明了锝是以HTcO4·3TBP的形式萃入有机相。当c(HNO3)=0.6~0.8 mol/L时,D(Tc)达到极大值,而HNO3浓度在0.8~12 mol/L时,D(Tc)随HNO3浓度增加显著降低。Lister等[19]从实验数据中拟合出D(Tc)与HNO3浓度(大于1 mol/L)的关系,如式(5)所示,可见D(Tc)随HNO3浓度的变化规律较为复杂。不同温度下D(Tc)与水相HNO3浓度的关系示于图3。由图3可知:在10~50 ℃,0.1~10 mol/L HNO3范围内,D(Tc)随温度升高而显著降低。Pruett等[17]结合25~60 ℃时D(Tc)与HNO3浓度的关系,得出萃取焓变ΔH=(-58.2±3.1)kJ/mol,证明TBP萃取锝为放热反应。

θ,℃:◀——10,▼——20,▲——30,●——40,■——50

(5)
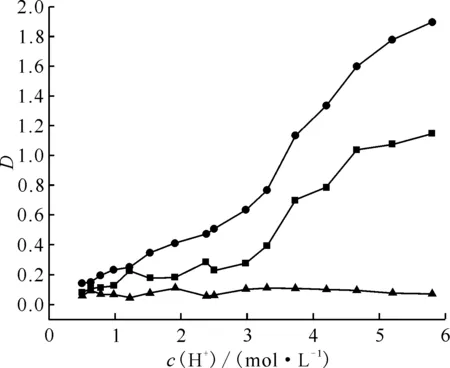
不同水相铀浓度下D(Tc)与水相HNO3浓度的关系示于图4[16]。由图4可知:在含一定浓度铀的HNO3体系中,D(Tc)随HNO3浓度增加而降低,但并没有出现极大值,且降低趋势平缓,含铀量越高,降幅越小。这是铀锝共萃形成UO2(TcO4)(NO3)·2TBP所致[16]。Jassim等[20]结合一定HNO3浓度和不同铀浓度时的分配比数据,提出了D(Tc)与水相铀浓度和自由TBP浓度的半经验函数(式(6))。
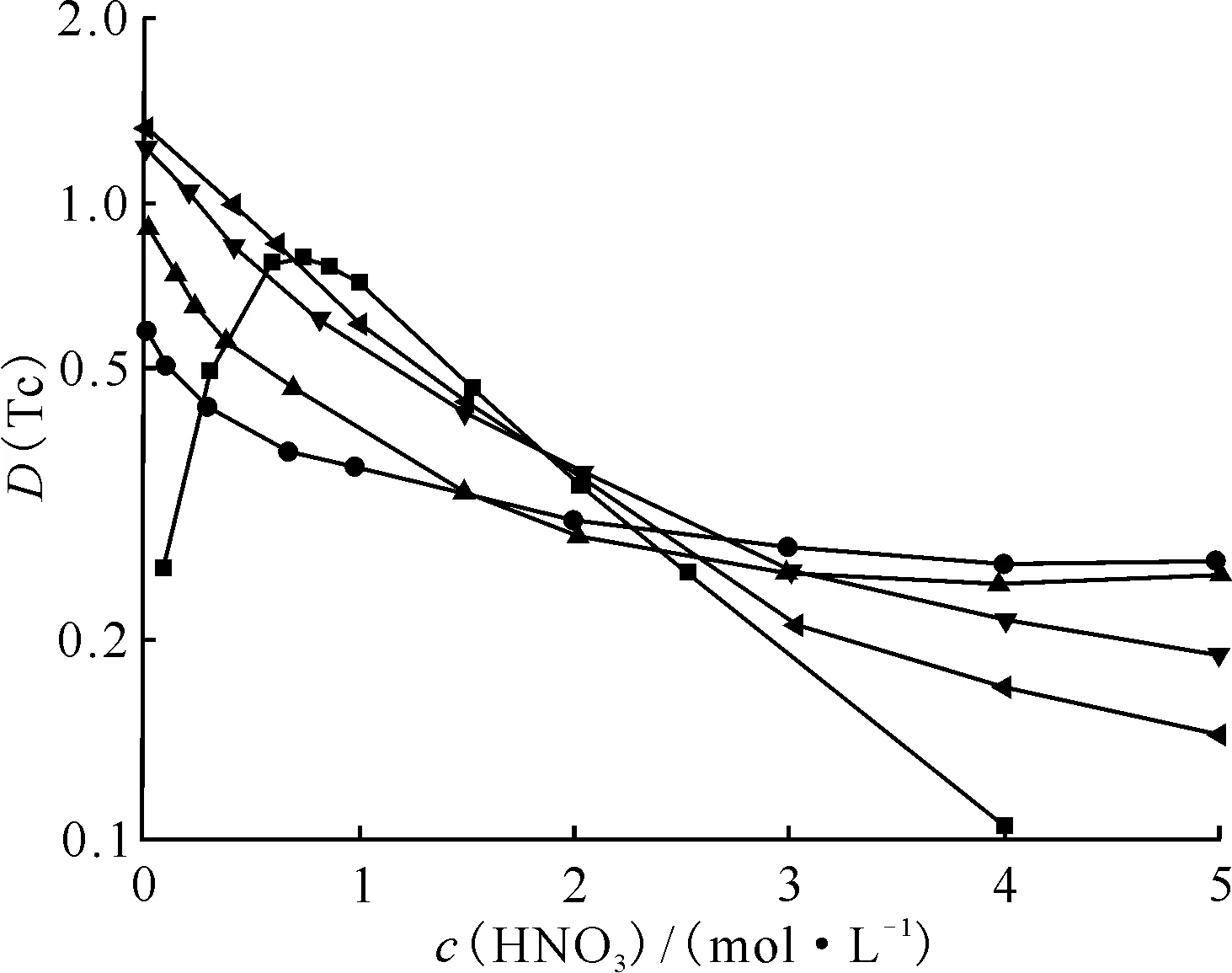
ρa(U),g/L:■——0,◀——50,▼——100,▲——200,●——280
lgD(Tc)=(2.23±0.15)+(0.86±0.03)×lgca(U)+(1.42±0.08)lgcfree(TBP)
(6)

●——D(Tc)Zr,■——D(Zr),▲——D(Tc)
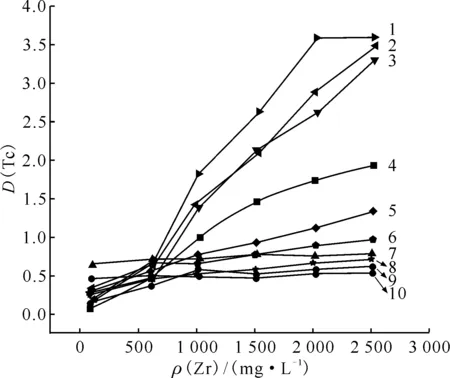
c(HNO3),mol/L:1——8.0,2——10.0,3——6.0,4——4.5,5——4.0,6——3.5,7——1.5,8——3.0,9——2.0,10——2.5
在含铀、锆与锝的HNO3体系中,铀含量较高时,锆浓度的变化对D(Tc)的影响很小,此时铀锝共萃占据主导地位,而在水相锆浓度较大时,锝锆共萃占据主导地位,如图7所示[16]。在含一定量钚的HNO3体系中,D(Tc)随HNO3浓度增加而增加,而在含铀(225 g/L)和钚(0.439~3.038 g/L)的HNO3体系中,D(Tc)并不随水相钚浓度而发生变化,说明此时铀锝共萃居于主导地位[17]。在真实乏燃料溶解液中,铀浓度比钚高1~2个数量级,故可忽略钚对锝走向的影响。

■——c(HNO3)=2.0 mol/L,ρ(U)=0;●——c(HNO3)=2.0 mol/L,ρ(U)=225 g/L;▲——c(HNO3)=3.0 mol/L,ρ(U)=0;▼——c(HNO3)=3.0 mol/L,ρ(U)=225 g/L
综上,HNO3体系中D(Tc)受酸度影响较大,在c(HNO3)=1.5~12 mol/L时,D(Tc)随HNO3浓度增加而显著降低;铀为低浓度时,锝锆共萃为主,D(Tc)且受HNO3浓度影响变化较大;而铀为高浓度时,有机相饱和度增加,以铀锝共萃为主,HNO3浓度和锆浓度对D(Tc)影响较小。
(2)锝在铀钚共去污段的走向特点
锝在PUREX流程铀钚共去污段的走向取决于工艺条件的选择,其中最重要的是1AF和1AS的HNO3浓度、铀和锆的含量等。江浩等[23]对锝在共去污段(8级萃取,8级洗涤)的串级实验结果表明(如图8所示),锝在萃取段由于锆锝共萃,使大部分锝进入有机相液流,而在洗涤段由于有机相铀饱和度较高,使部分锆和锝被洗涤下来,导致萃取段有些级锆浓度较高,出现累积。

(a):均含U、Tc,ρ(U)=225 g/L,ρ(99Tc)=0.2 g/L;■——c(HNO3)=3.0 mol/L;●——c(HNO3)=2.0 mol/L;▲——c(HNO3)=3.0 mol/L,ρ(Zr)=1 g/L;▼——c(HNO3)=2.0 mol/L,ρ(Zr)=1 g/L;◀——c(HNO3)=2.0 mol/L,ρ(Zr)=1 g/L,ρ(Pu)=0.24 g/L(b):c(HNO3)=2.0 mol/L,ρ(U)=225 g/L,ρ(99Tc)=0.2 g/L;●——ρ(Zr)=1 g/L;▲——ρ(Zr)=0
王辉等[21]通过三组台架试验(8级萃取,8级洗涤),其中一次2-3流程(即1AF和1AS的HNO3浓度分别为2 mol/L和3 mol/L)和两次3-3流程(其余参数基本相同),研究了锝在1A槽的走向,结果表明,三组试验中分别有总锝的52.3%、93.3%和73.8%进入1AP。经分析,不同工艺流程中洗涤段(9—16级)有机相铀饱和度较高(达到萃取容量的80%左右),萃取的HNO3较少(图9[21]),对锝走向几乎没有影响。1A槽各级铀质量浓度分布图示于图10[21]。由图10可知:在萃取段(1—8级),铀质量浓度较低,HNO3浓度分布差别较大,此时以锆锝共萃为主,HNO3浓度越高,越有利于锝进入1AP。尽管两次3-3流程工艺参数基本一致,但由于试验运行状况不同,导致酸分布不同,所呈现的锝走向结果也有所不同。

■——2-3流程,●——3-3流程1,▲——3-3流程2
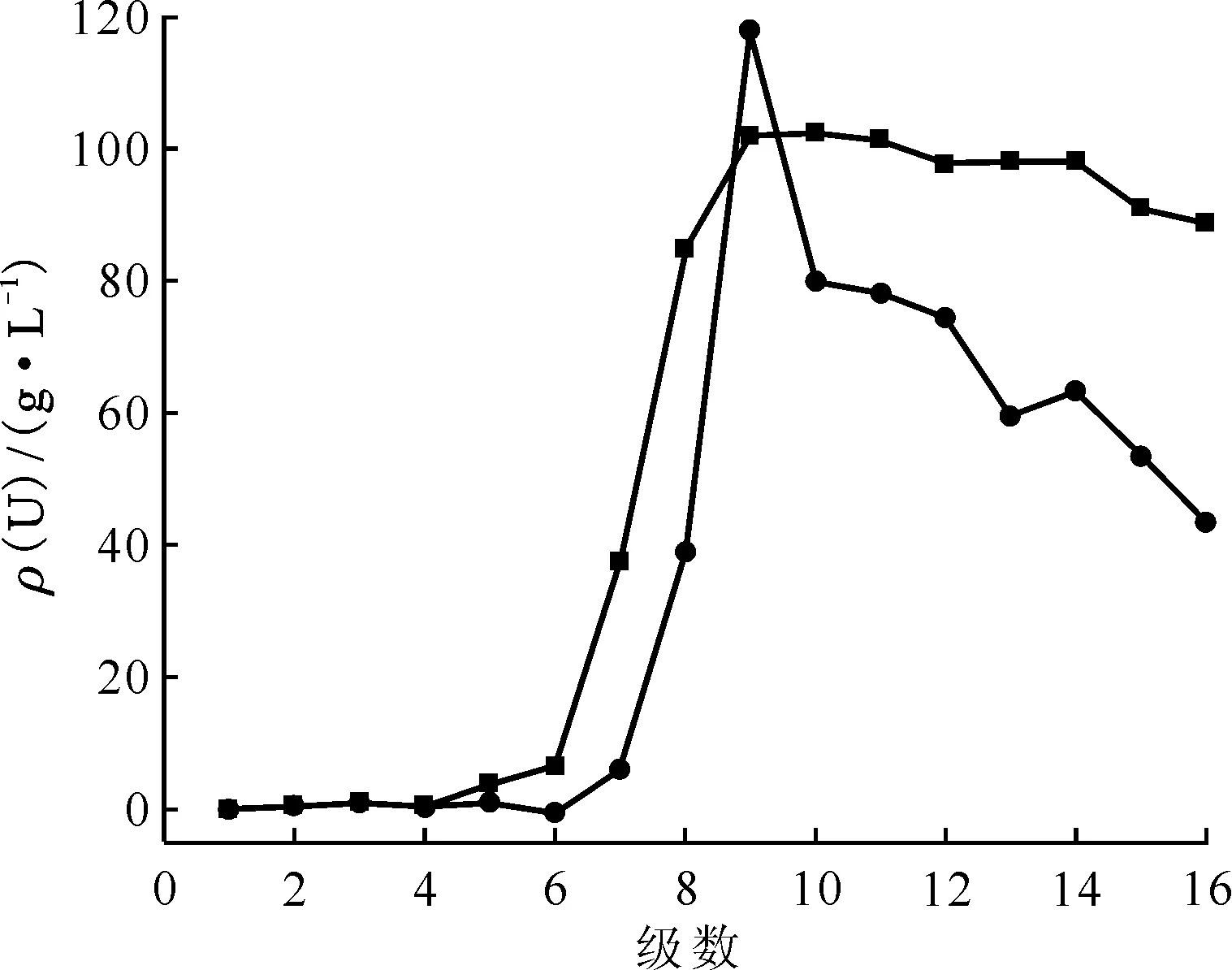
■——有机相,●——水相
通过工艺实验数据分析表明,在铀钚共去污段中铀、锝与锆的共萃取行为是影响锝走向的主要因素:在洗涤段,30%TBP/煤油萃取铀的饱和度一般为60%~80%,这一区域中HNO3和铀浓度分布对锝走向的影响非常微小;在萃取段,铀浓度迅速降低,而不同工艺实验中的HNO3分布则呈现很大差异,c(HNO3)为0.5~5 mol/L的范围内,HNO3浓度的提高均有利于锝的萃取。在洗涤段HNO3分布情况相近的条件下,锝在铀钚共去污段的走向主要取决于萃取段HNO3的分布。萃取段HNO3浓度越高,越有利于锝进入1AP。但酸度过高不利于铀钚的萃取及后续工艺段铀钚的分离,故而需综合考虑,目前后处理厂1AF酸度一般控制在2~4 mol/L。此外,工艺数据表明:如果要提高锝的萃取率,可以相应增加萃取级数和相比;如果想要将锝赶入到1AW废液,可以提高洗涤液的HNO3浓度和增加洗涤的级数来实现。以上工艺参数需要在保证较小的铀钚损失率情况下进行优化[24]。
由于锝的化学行为复杂,在不同的工艺体系中,铀钚共去污段锝的走向会产生很大的差异。法国实验室的冷实验结果表明,有35%~40%的锝随铀钚进入有机相[25];英国在Thorp厂小型中间实验装置上进行的放射性料液实验结果表明,几乎100%的锝进入1AP[26];真实乏燃料溶解液的实验结果表明,一般约有90%左右的锝进入到1AP,约10%进入到1AW高放废液中。
2.2 锝在锝洗段的分布特性
共去污段只能除去少部分的锝,残余的锝在后续铀钚分离段中会造成还原剂的过量消耗,进而影响铀中除钚的效果。张丕禄等[27]的研究结果表明,当1BF中ρ(Tc)>135 mg/L时,会严重破坏钚的还原反萃,1BF中ρ(Tc)<70 mg/L时,对钚的还原反萃影响不大。因此,萃取了铀、钚与锝的有机相液流在进入铀钚分离前,有必要设置锝洗工艺段(TcS)以降低锝浓度至可接受的范围。锝洗工艺段利用HNO3浓度较高时D(Tc)较低的原理将萃入有机相中的锝洗入水相,从而实现对锝的去污。锝洗工艺段不仅具有洗涤锝的功能,在后处理厂中同时具有洗涤除氚的功能。洗氚的同时还能降低有机相酸度,有利于铀钚分离段中铀与钚的分离[28]。
法国UP3厂单独设置一根脉冲柱,用于洗涤法除去氚和锝。采用1.5 mol/L的不含氚的HNO3和10 mol/L的含氚HNO3作为洗涤液,1AP∶TcSS1∶TcSS2流比为1∶0.05∶0.12,使出口酸度控制在4 mol/L以上,锝的净化系数为2.8~3.2,从而使进入铀钚分离段的锝减少2/3左右。法国UP3厂、UP2-800厂和日本的六个所厂所采用的氚和锝洗涤工艺流程基本一致,如图11所示[29]。我国后处理中试厂的洗锝工艺为:TcSS1与TcSS2分别选用11.5 mol/L和2 mol/L的HNO3作为洗涤液,1AP∶TcSS1∶TcSS2流比为1∶0.076∶0.095,锝的净化系数也为3左右,即有70%左右锝进入锝洗尾液再经铀钚补萃段进入1AXXW废液中。
Liu等[30]在台架试验中发现当洗涤酸的酸度在4.5~6 mol/L之间时,其酸度对锝净化系数影响很小(变化在0.2左右)。而在其它条件不变的情况下,改变进料(1AF)与洗涤酸的流比从5.6到4时,锝的净化系数可从3.1升至10.3,但同时会有4%~5%的铀和钚流入TcSW。周常新等[28]的研究结果表明,在台架试验中通过控制TcSW酸度为4~4.5 mol/L,调整TcSS1和TcSS2的HNO3浓度和流比,发现TcS工艺段的锝净化系数相近,且均大于3。此外,若TcSS1采用较高酸度、TcSS2采用较低酸度有利于降低TcSP的酸度,同时能够降低进入TcSW中的铀和钚含量。刘金平[31]通过台架试验证实总HNO3用量是影响锝净化系数的最大因素,其次是锝洗段HNO3浓度。若要提高锝净化系数,需提高总HNO3用量,但同时TcSW中铀钚量也会增加,当增加总HNO3用量使锝净化系数分别达到10和20时,铀钚损失量分别约为9%和19%。故而需对工艺参数综合考虑,在提高锝净化系数的同时,尽可能减少铀和钚的损失。
从以上研究结果可以看出,设置锝洗槽可以显著提高锝的净化系数,但仍会有一部分锝不可避免经TcSP流入铀钚分离段。由于锝对铀钚分离的影响,需要在深入认识锝的特性基础上选择合适的工艺条件,有效地控制锝的走向,降低锝对工艺流程的影响。
2.3 锝在铀钚分离段的分布特性
铀钚分离段主要是采用还原剂将Pu(Ⅳ)还原为基本不被萃取的Pu(Ⅲ),从而实现铀钚分离。由于锝化学行为的复杂性,锝可能直接影响到还原剂的消耗,进而影响铀钚分离。锝主要以Tc(Ⅶ)形式进入有机相,被还原后的低价锝基本不被萃取[32],故其走向主要受所用还原剂和洗涤酸度等条件的影响。因此,有必要深入研究HNO3体系中锝与还原剂和HNO3等的反应特性,以便加深对锝走向的认识,解决PUREX流程中还原反萃体系可能存在的问题。
在铀钚分离阶段,当前广泛使用四价铀-肼还原反萃体系,Tc(Ⅶ)在U(Ⅳ)-N2H4的还原反萃体系中主要有下列反应(式(7)—(15))[29,33]。


(7)
(8)

4TcO2+3N2+8H2O
(9)
(10)
(11)
(12)
(13)
(14)
(15)

AHA能够很好地络合Pu(Ⅳ),它既能抑制水相液流中Pu(Ⅳ)被30%TBP/煤油萃取,又能有效地把萃取到30%TBP/煤油中的Pu(Ⅳ)洗涤到水相液流[41-43]。当AHA浓度增高、HNO3浓度降低时,有利于Pu(Ⅳ)在水相液流中的保留。同时,AHA的存在不影响30%TBP/煤油对U(Ⅵ)的萃取。AHA能够缓慢还原Tc(Ⅶ)到低价态并形成亲水性配合物,当Pu(Ⅳ)存在时,会加速这一反应,且不影响钚的分配比。铀钚分离段的台架试验表明,由于流程中两相液流接触时间较短,AHA来不及还原有机相中的Tc(Ⅶ),导致锝在两相液流中的走向是分散的(总锝的约10%进入1BP)[39]。
DHU能够快速还原Pu(Ⅳ)和Np(Ⅵ),且有利于在较高酸度下进行铀钚分离,并且能够有效地清除HNO3体系中的HNO2,无需另外再加支持还原剂[46-48]。DHU能还原Tc(Ⅶ),提高DHU浓度和温度均有利于锝更快进入水相。铀存在时,DHU还原反萃Tc(Ⅶ)的速率加快,但综合铀锝共萃因素,体系中是否含铀对进入水相的锝总量并无显著差异。DHU还原Tc(Ⅶ)的速率慢于MMH,模拟PUREX流程与铀钚分离段的台架试验结果表明:在铀钚分离段约有75%锝进入水相1BP[39]。
目前国内外所开展的后处理研究中,锝与无盐试剂的作用研究主要有:锝与U(Ⅳ)及肼和衍生物的反应动力学、锝在PUREX流程中的分布特性等。研究结果表明,在含铀介质中,锝与无盐试剂体系反应动力学差别较大,导致锝的走向以及无盐试剂的破坏情况差别很大。目前,对复杂体系如含不同钚浓度、酸度和温度等条件下,无盐还原剂与锝的相互作用机制、配位化学和两相反应动力学还缺乏深入研究。
3 结 论
综述了PUREX流程三个主要工艺单元,即铀钚共去污段、锝洗段和铀钚分离段中锝的分布特性研究进展。主要结论如下:
(1)目前后处理厂PUREX流程中的锝约10%经铀钚共去污段进入1AW高放废液中,70%左右经锝洗尾液及铀钚补萃段进入1AXXW废液中,20%左右经铀钚分离段和钚纯化循环进入2AW废液中;
(2)锝在PUREX流程中的分布特性主要取决于工艺参数(酸度、流比、温度、萃取级数和洗涤级数等)的选择:在铀钚共去污段,主要受进料液水相液流的酸度和流比影响较大,目前1AF酸度一般控制在2~4 mol/L;在锝洗段,洗锝效果最有效的方式是调整此工艺段的HNO3总用量及进料与洗涤酸的流比;在铀钚分离段,还原剂的选择对锝的走向影响较大,除U(Ⅳ)外,其他无盐还原试剂也展现了较好的应用前景;
(3)由于燃耗程度的不同,裂片元素如锶、铯、锆和钌等裂片元素的含量也会明显不同,需要根据核燃料的铀丰度和燃耗程度等具体情况选择合适的工艺参数,如调整萃取剂浓度、酸度和洗涤级数等,在保证铀和钚等收率的前提下,尽可能提高锝净化系数;
(4)在开展工艺研究的基础上,应深入开展PUREX流程中锝与无盐还原剂的氧化还原反应机理、配位化学及在两相中的反应动力学等方面的研究,为无盐试剂在后处理厂的应用及锝的分布走向控制奠定基础。