垂直连铸凝固过程的数值模拟研究
2020-09-16李宝宽刘中秋
王 卓, 李宝宽, 刘中秋, 牛 冉
(东北大学 冶金学院, 辽宁 沈阳 110819)
与弧形连铸机相比,立式连铸机消除了弯曲力和绞直力,产品质地均匀结构对称.其垂直对称的熔池形状有利于夹杂物上浮和钢液的补缩,在质量要求极高的钢种生产中具备明显的优势[1].然而在实际生产过程中仍存在诸多缺陷,严重影响钢材质量.如在直径或厚度超过200 mm的大尺寸坯连铸生产中普遍存在中心偏析、中心裂纹和等轴晶率低等内部缺陷[2].合金凝固过程中伴随着溶质再分配行为,溶质通过固液相界面向液相富集,富溶质熔体在热-溶质浮升力的驱动下流动,引起熔池内溶质的宏观传输.由于连铸大尺寸坯拉速较慢,凝固时间长,在铸锭凝固中心由于冷却速率下降,溶质的宏观传输加重,即表现为铸锭的中心偏析.中心偏析会破坏产品的力学性能和抗腐蚀性[3].随着凝固进行到后期,较发达的柱状晶相互搭接,容易在内部形成封闭的小熔池,限制了熔体的流动,在凝固收缩的作用下形成细小的孔洞,造成中心疏松[4].由于上述两种缺陷均发生于凝固后期,因此往往相伴发生.对于连铸工艺的实验研究,受限于复杂的连铸设备和高昂的成本,往往难以大规模开展,并且高温熔池内的现象难以测量和观察,因此有必要针对此过程开展数值模拟研究.
对于连铸凝固过程的研究,前人已经进行了大量工作.Jiang等[5]研究了厚板坯连铸过程,认为熔池内钢液对流和坯壳热收缩是形成宏观偏析的主要原因.Sun等[6]采用焓-多孔介质模型研究了连铸大方坯凝固过程中热-溶质浮力和电磁搅拌作用对液相流动和溶质偏析的影响,指出凝固后期非冻结区域造成了钢坯内孔隙的形成.Choudhary等[7]对高碳钢钢坯的宏观结构和偏析特征进行了采样研究,结果表明较高的钢液过热度会促进柱状晶发展,造成更严重的气孔和中心偏析.Fang等[8]采用CA-FE法对连铸坯的凝固组织进行了模拟研究,指出中心等轴晶率随过热度的减小而增大,随铸速的降低而减小.
由于焓-多孔介质法和CA-FE法均未考虑游离等轴晶粒的流动,而在立式连铸过程中存在显著的等轴晶游离现象,为了更好地预测铸锭的凝固组织和宏观偏析,本文在前人基础上使用基于Eulerian-Eulerian方法的液相-柱状晶-等轴晶三相凝固模型[9],对方坯垂直连铸过程进行研究,预测了柱状晶组织的生长及游离等轴晶的传输现象,并分析了上述过程对铸坯内部偏析特征及凝固组织分布的影响.
1 物理模型及假设
图1为垂直连铸结晶器及数学模型示意图,钢液通过浸入式水口注入水冷铜制结晶器内,凝固形成坯壳后由结晶器内连续拉出,并经喷淋水雾、空气冷却等过程直至铸芯完全凝固.
由于方形铸坯的对称性,为降低计算成本,本文将截面边长170 mm方坯的四分之一作为计算区域.忽略水口的影响,将上述过程简化为三维区域内钢液的凝固过程,冷却边界按结晶器(Mould)及二冷区(Z1至Z5)划分.钢液热物性参数及边界条件如表1及表2所示.
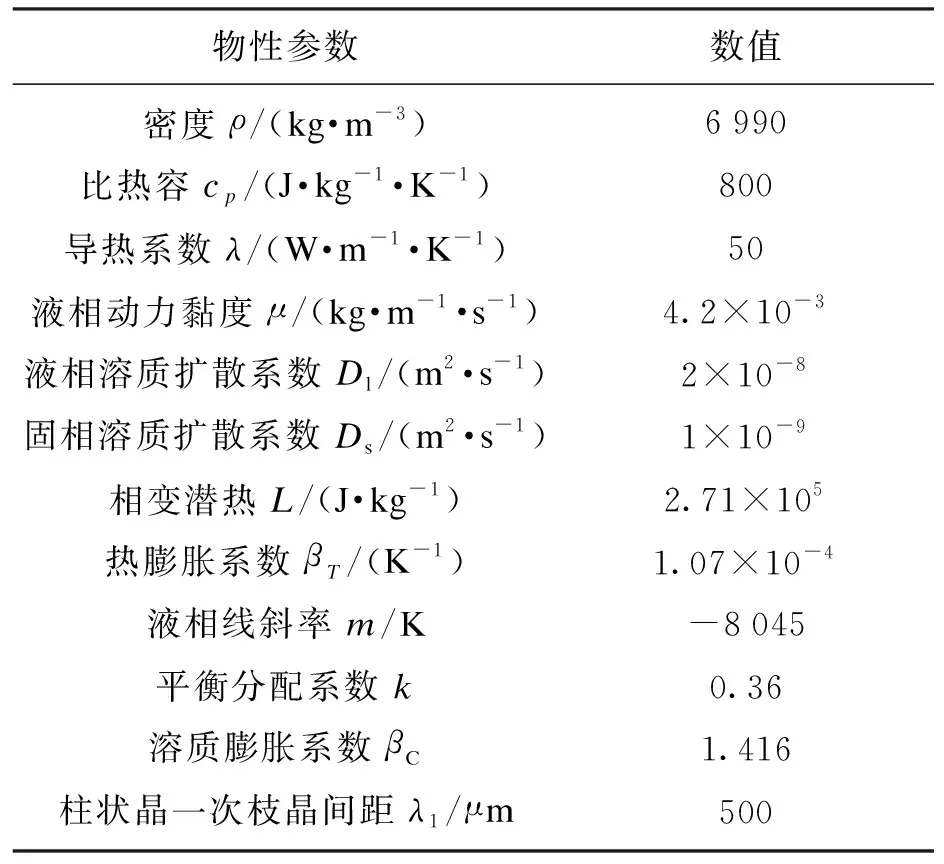
表1 钢的热物性参数[10]Table 1 Thermo-physical properties used for the simulation(w(C)=0.45%)
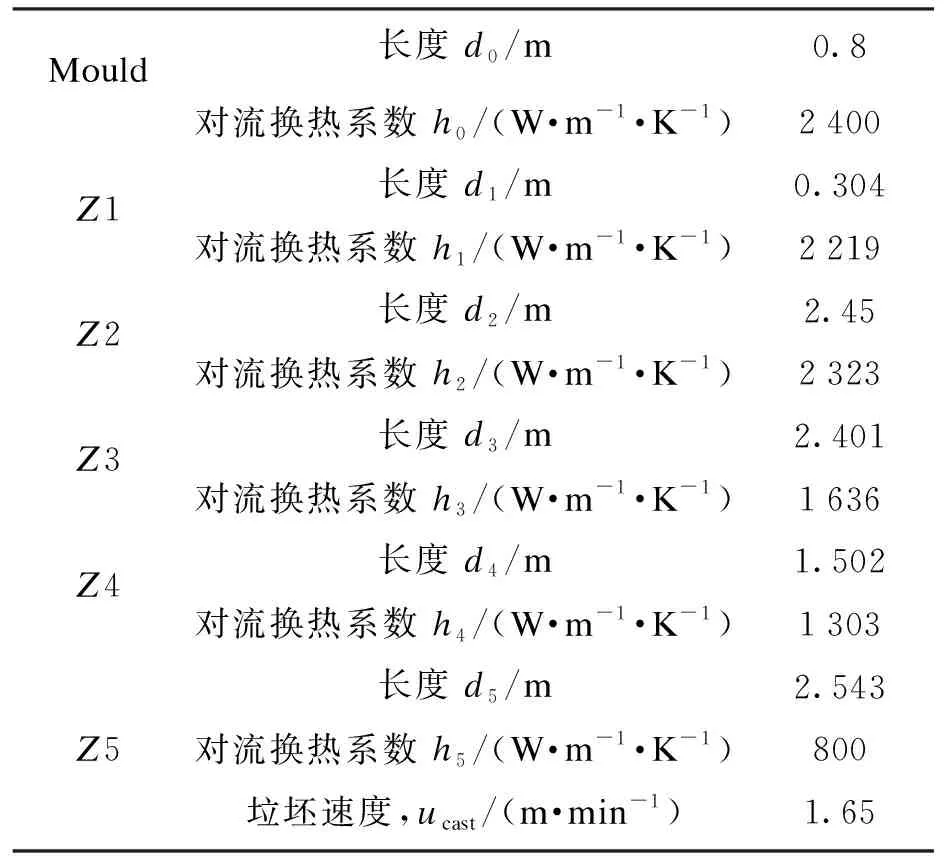
表2 对流边界条件及过程参数Table 2 Convection boundary condition and process parameters for simulation
本文使用了包含液相、等轴晶固相及柱状晶固相的三相凝固模型,考虑了凝固过程中熔体对流、等轴晶粒形成和漂移及柱状晶生长的作用.
为简化计算,做出如下假设:1)忽略水口的影响,流动状态为不可压缩层流,且入口处速度径向分量为零;2)忽略凝固收缩现象的影响,浮力项采用Boussinesq近似;3)液相和等轴晶相为流动相,柱状晶相随铸坯拉速运动;4)等轴晶相形态近似为球状,柱状晶形态近似为圆柱,糊状区阻力系数由Kozeny-Carman及Blake-Kozeny模型[11]计算;5)忽略冷壁处等轴晶向柱状晶转变过程,认为柱状晶从壁面处开始生长,并忽略柱状晶破碎现象.
2 数值模拟方法
宏观传输方程包括质量、动量、能量及溶质守恒方程,微观模型包括连续形核模型、柱状晶和等轴晶的生长模型.通过在宏观传输方程中添加源项将晶体生长过程与宏观传输过程进行耦合,宏观传输方程如下.
质量守恒方程:

(1)
动量守恒方程:

(2)
能量守恒方程:
(3)
溶质守恒方程:
(4)
晶粒传输方程:
(5)
在液相动量方程中Sg表示由于溶质再分配作用和温度变化而产生的热-溶质浮升力,其表达式如下:
Sg=φlρl(βT(Tref-Tl)+βC(cref-cl))·g
在等轴晶相动量方程中Sg表示由于固液相密度差产生的晶粒沉降动力:
Sg=φsΔρ·g
式中:φq为各相体积分数(p和q表示液相l、等轴晶相e和柱状晶相c);Mpq,Upq,Qpq,Cpq分别为相间质量、动量、热量和溶质传递;L为凝固潜热;μq为各相动力黏度;kq为各相导热系数;Dq为各相溶质扩散率;βT和βC分别为钢液的热膨胀系数和溶质膨胀系数;n为等轴晶晶粒密度;Ne为等轴晶晶粒密度变化率.
微观模型包括等轴晶晶粒形核、生长以及柱状晶生长模型.
三参数形核模型[12]:
(6)
式中,成分过冷度ΔT=Tf+mcl-Tl,其中Tf为主要成分熔点,m为相图液相线斜率,cl,Tl分别为液相成分和温度.
等轴晶晶粒生长速度:
(7)
等轴晶质量传输速率:
(8)
柱状晶径向生长速度:
(9)
柱状晶质量传输速率:

(10)
其中:Re,Rc分别为等轴晶平均晶粒半径和柱状晶平均径向半径;Vtip,Rtip分别为柱状晶尖端生长速度和尖端平均半径,由LGK模型计算[13];Rf为柱状晶一次枝晶间距λ1的一半.
3 结果分析
本文认为连铸过程进行至液穴深度恒定时达到稳态,即入口输入的热量与结晶器冷却速率达到平衡.截取入口过热度为5 ℃时凝固达到稳态的模拟结果如图2~图4所示,包括对称面及不同液穴深度(2,5,8 m)横截面上液相率等值线及等轴晶相体积率分布(见图2),液相和等轴晶相速度矢量(见图3)以及对称面上溶质偏析度分布(见图4).
稳态时铸坯内凝固组织分布结果显示,铸锭两侧以柱状晶组织为主,分布少量等轴晶组织.在接近完全凝固的区域中心处沉淀了大量等轴晶粒,从而限制了两侧柱状晶的发展.
熔池内的流动状态受热溶质浮升力及等轴晶相的沉降作用共同驱动.在糊状区域,等轴晶相形核并在重力作用下向下流动,同时凝固前沿液相受到的热-溶质浮升力由温差主导,方向向下,两者共同作用造成流动相在凝固前沿以向下流动为主.而在熔池内部,温度梯度较低,液相主要受向上的溶质浮升力作用,且熔池内部几乎不存在等轴晶相,因此在压力梯度作用下形成向上的对流.
凝固初期(P1)柱状晶组织迅速生长,同时凝固前沿因较大的过冷度生成大量等轴晶粒.等轴晶粒被迅速生长的柱状晶捕获,使得靠近壁面处的等轴晶率升高.由于此时凝固速率大且熔体对流微弱,壁面处偏析度较低.凝固中期(P2)柱状晶生长及等轴晶沉降较为稳定,等轴晶率及偏析度无明显变化.凝固后期(P3)糊状区前沿接近熔池底部,富溶质熔体向凝固前沿排出形成中心射流,造成该区域溶质负偏析.
溶质分布的预测结果显示,已凝固铸锭中心由于富集大量等轴晶粒,造成该区域存在负偏析,而在紧邻负偏析堆两侧,即柱状晶向等轴晶转变的区域则以正偏析为主,并且呈带状分布.在柱状晶发达的区域,偏析度较低且变化平缓.
接近凝固终点时,等轴晶粒开始大量向熔池底部堆积,同时富溶质熔体随着底部向上的射流而向外侧富集,造成中心负偏析及带状正偏析区域.
对不同的过热度浇注工况进行了模拟研究,其完全凝固部分凝固组织及偏析度在对称面上的分布情况如图5所示,横坐标为距中心线的距离.
结果表明,随着金属熔体过热度增加,抑制了等轴晶粒形核过程,在铸锭靠近壁面区域等轴晶率显著降低.在铸锭中心区域等轴晶率无明显变化,这是由于凝固接近中心区域时,入口熔体过热度的差异对凝固速率和等轴晶沉降已无明显影响;由于熔池加深,在凝固终点液相对流更加强烈,加重了中心偏析.
4 结 论
1) 使用液相-柱状晶相-等轴晶相三相混合凝固模型,对立式连铸结晶器内的凝固过程进行了模拟.模型考虑了熔体对流、柱状晶相的生长和等轴晶粒的形核及运动.结果显示等轴晶粒和液相的相对运动是造成中心偏析的主要原因.
2) 铸锭中心处存在等轴晶粒占比近30%的负偏析区域,被带状正偏析区域包围.铸锭中部偏析度极低,同时柱状晶充分发展.铸锭外侧由于凝固初期强烈的流体对流,等轴晶率和偏析度均有一定程度升高.
3)在相同的凝固条件下,随着入口钢液过热度提高,铸锭外围区域等轴晶组织占比降低,柱状晶组织更加发达,但偏析程度无明显变化.铸锭中心区域的负偏析随过热度升高而加重,但等轴晶率分布无明显变化.
