二冷电磁搅拌在车轴钢大圆坯上的工业应用★
2020-06-11王松伟张锦文赵志刚
王松伟, 张锦文, 赵志刚
(山西太钢不锈钢股份有限公司, 山西 太原 030009)
LZ50 车轴钢广泛应用于国内外铁路客货车辆车轴制造,是当下铁路车轴系列品种中产量最大,用途最广的钢种。但因为其成分体系中碳含量恰好在0.50%附近,其凝固结构上柱状晶十分发达,连铸坯内弧侧等轴晶比例极低[1],容易出现穿晶现象,形成严重的中心缩孔。
电磁搅拌技术是连铸过程中控制凝固结构及宏观偏析的有效手段[2]。太钢大圆坯连铸机于2015 年建成投产,起初装备有结晶器和末端电磁搅拌,但LZ50 车轴钢生产中内弧一侧柱状晶过于发达,引起严重缩孔问题。为了改善铸坯凝固结构,提高内弧侧等轴晶比例,增加了二冷电磁搅拌(S-EMS)装置。
1 主要技术参数
山西太钢不锈钢股份有限公司(以下简称太钢)大圆坯连铸机为全弧形铸机,基本参数见表1,主要生产铁路轮轴用钢,其中LZ50 车轴钢铸坯选用Φ690 mm规格,生产试验中钢水成分范围如表2 中所示。

表1 大圆坯连铸机的基本参数
铸机的二冷电磁搅拌装置可安装在弧形四段或五段上,主要参数见表3。

表2 LZ50 车轴钢成分范围 %
表3 S-EMS 拌装置主要技术参数
2 应用效果
2.1 对铸坯等轴晶比例的影响
一般认为电磁搅拌技术通过打碎枝晶增加形核、均匀液相温度来促进等轴晶转变[3],合理的电磁搅拌可有效增加连铸坯凝固的等轴晶。图1 为LZ50车轴钢装备S-EMS 前后的铸坯内弧侧等轴晶情况,增加S-EMS 后内弧一侧等轴晶区长度由未装备时的50 mm 提高至134 mm,效果显著。
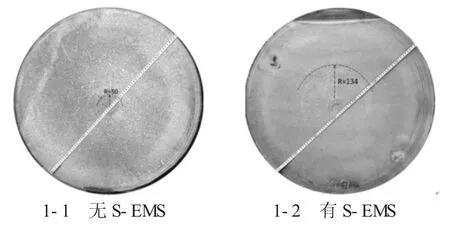
图1 装备S-EMS 前后圆坯内弧侧等轴晶比例对比
2.2 对铸坯中心缩孔的影响
铸坯缩孔是凝固末期钢液无法补充自然收缩而引起,图2 为使用S-EMS 前后铸坯纵剖低倍上中心200 mm 宽度范围内低倍照片,使用S-EMS 后缩孔程度明显减轻。对该宽度范围内的缩孔进行统计,结果如图3 所示,10 mm 以上缩孔基本消除,5 mm 以下缩孔数量则明显增多。等轴晶比例提升后,凝固自然收缩的体积被分散在整个等轴晶区域内,从而提高铸坯中心质量。
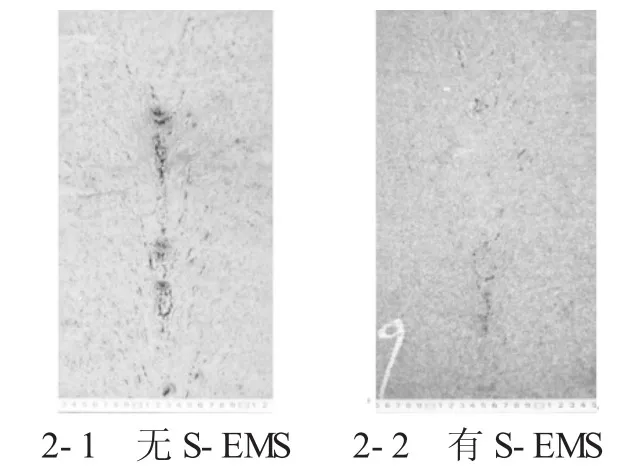
图2 装备S-EMS 前后圆坯纵剖低倍质量对比
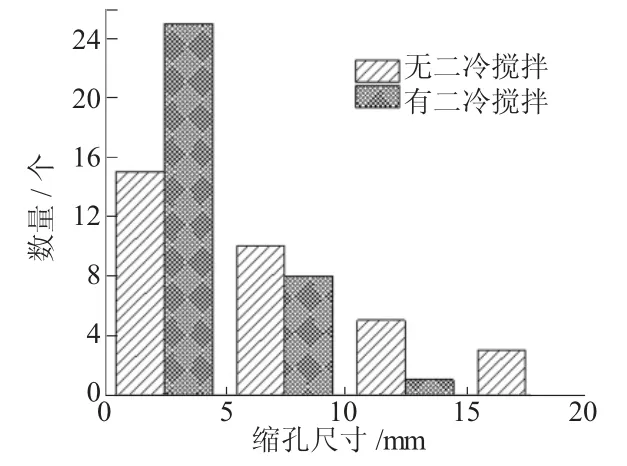
图3 装备S-EMS 前后圆坯纵剖低倍缩孔对比
3 关键参数讨论
3.1 白亮带问题控制
对于LZ50 车轴钢而言,因为其成分特点,凝固柱状晶十分发达,S-EMS 施加过程中,强制流动的钢液冲刷凝固前沿,极易产生白亮带问题[4]。图4 为铸机弧形4 段装备S-EMS 后生产中出现的白亮带低倍图片。白亮带的产生主要与电磁搅拌强度直接相关,实践中通过减小电流、调低频率、施加换向等措施来降低搅拌强度,消除白亮带。
3.2 搅拌位置对二冷搅拌效果的影响
应用中发现,S-EMS 的安装位置对其搅拌效果的影响最为显著。表4 为不同工艺条件下LZ50 车轴钢大圆坯内弧侧等轴晶比例统计情况,S-EMS 安装在铸机弧形5 段时(白亮带大小计算液芯比例为26%),并不能起到增加等轴晶比例的作用,前移至弧形4 段后(白亮带大小计算液芯比例为46%)则搅拌效果显著。

图4 二冷搅拌白亮带问题
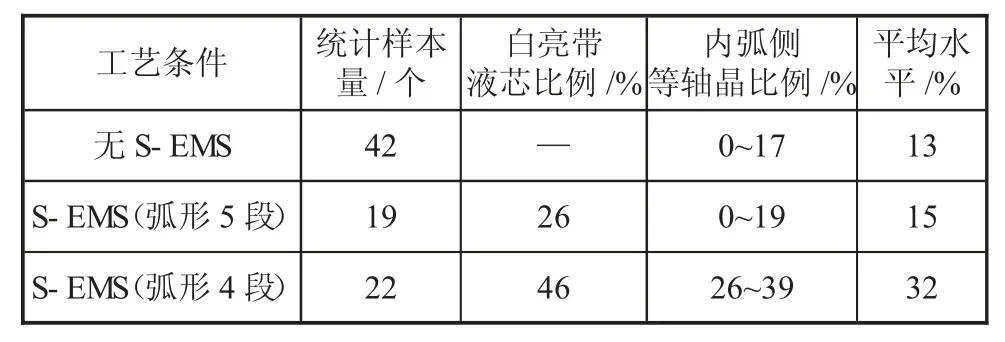
表4 不同S-EMS 工艺条件下等轴晶统计结果
4 结论
1)施加S-EMS 可将LZ50 车轴钢Φ690 mm 大圆坯的内弧侧等轴晶比例提升至30%左右,达到基本消除10 mm 以上缩孔的效果。
2)S-EMS 出现的白亮带问题可通过减小搅拌电流、调低搅拌频率、施加换向等措施进行控制。
3)S-EMS 的安装位置对其搅拌效果影响最为显著,45%液芯附近是适宜的安装位置。
