自由组装式焊接工位的创新设计与制作
2020-09-10朵丛黄新然胡海莲
朵丛 黄新然 胡海莲




摘要:为焊接人员提供良好的实践操作平台,结合不同场地的实际需要进行焊接工位的创新设计与制作。以手工及半自动熔化焊接工位为研究对象,根据目前各院校焊接实训基地和培训机构学习、培训及焊接大赛需要,选用碳钢材料加工制造焊接工位,工位可以根据不同场地和要求进行灵活组装、拆卸。通过与其他工位的制造和使用效果比较得出,自由组装式焊接工位创新设计与制作技术优势明显,具有广阔的应用前景。
关键词:焊接;工位;隔断;设备储柜;自由组装
中图分类号:TG43 文献标志码:B 文章编号:1001-2303(2020)10-0088-04
DOI:10.7512/j.issn.1001-2303.2020.10.18
0 前言
实训基地是高职院校办学的基本条件, 高职院校的发展必须以实训基地的建设为支撑[1]。焊接工位是各类专业院校学生以及焊接从业人员在学习技术、提升焊接技能过程中必不可少的基础设施,也是各类焊接制造企业用于焊接产品工艺实验和工艺评定不可或缺的装置。
根据焊条电弧焊、熔化极气体保护焊、非熔化极气体保护焊三种目前运用相对比较广泛的焊接方法,结合国家规定的焊工最小作业面积不低于4 m2的标准,确保相邻方向的几个焊接工位在焊接过程中不会相互干涉影響,为焊接操作人员预留足够活动空间,设备储柜能够容纳多种焊接设备,围挡区域摆放一台焊件支架,设备储柜上预留电动工具插座和储物空间,顶部有安装通风换气系吸气臂支架,隔断上有固定焊接气瓶防止倾倒的锁链。自由组装式焊接工位可以根据使用需要和场地条件进行规范灵活调整、拆卸和组装。
1 焊接工位现状
目前,焊接工位操作平台种类较多,实现的功能有着许多差异,但大体都能够实现管、板几种焊接位置的焊接功能。传统老式焊接工位存在一定的问题,如:固定结构、所占空间位置较大、功能单一、质量较大、移动不便、价格昂贵、性价比不高等问题,给焊工带来许多不便捷的因素[2]。实训基地的主要安全隐患为火灾、气体泄漏、触电、中毒、烫伤、机械事故等。主要原因是:设备、器械利用率较低,长久不用造成部位故障,如线缆老化破损、气管老化漏气;实训场所通风不良;安全通道不畅通;没有醒目的安全标识及设备安全操作规程等,以上这些都可能是造成事故的客观原因[3]。
目前,部分焊接培训学校和机构的焊接工位制作简陋,位置固定,不能灵活移动,内部焊接、切割设备及各种电缆线、气管、连接线暴露于外界,工位内的设备完好性难以保证,教学无法规范管理,学习者自身安全及单位设备财产隐患大,学习者在工位内容易受到较多不良因素的影响。焊接工位的设计与制作的优劣,如:外形、灵活性、规范性、安全性、设备完好性、适用性等将直接影响焊件的质量和焊接效率。
为此文中结合焊接人员学习培训特点,寻找一种能规范、有效地替代传统焊接工位的自由组装式焊接工位。
2 创新设计必要性
随着焊接技术的飞速发展,对焊接人员知识、技能要求越来越高、越来越全面,培训及学习场地不符合规范、安全性较差严重制约之后的教学与培训。对于学习者和教学方来说,由于常常没有足够、规范的焊接工位来满足全方位的焊接教学,通常只能在固定焊接区域内借助弊端较多、较为简陋的设施进行培训和学习,既增加了焊接缺陷发生的风险,又限制了教学内容的拓展,难以在有限的条件下教授给学习者全面的焊接技能。
3 设计思路
(1)新设计的焊接工位需要满足国家规定的焊工最小作业面积不低于4 m2的标准,安全可靠。
(2)焊接工位结构美观紧凑,稳定、牢固,能够根据需要灵活进行移动,便于使用时的装拆。
(3)内部设施完善,焊接设备、气瓶存放空间充足,保证可两人同时在工位内操作。
(4)焊接工位可以满足于焊条电弧焊、熔化极气体保护焊、非熔化极气体保护焊、气焊四种焊接方法。
综合以上因素,自由组装式焊接工位在同类焊接工位中具有较大的发展和进步空间,焊接工位更具有适用性、灵活性、艺术性、经济性、安全性及人性化的功能性要求,符合国家标准(不低于4 m2),制作成本低,内部设施完善,焊接设备、气瓶、焊件支架空间充足,预留电动工具插座和储物空间,地铺12 mm厚度橡胶板保证安全,设备储柜顶部可以安装单体式通风换气系统或者集中式通风换气系统吸气臂,配置使用移动式遮弧帘,拆装方便、快捷。自由组装式焊接工位能够满足目前所有焊接技能竞赛、培训及教学项目开展。
4 焊接工位构造设计
为更加适应社会需求,丰富培训和学习内容,克服教学场地不规范和不安全的问题,自由组装式焊接工位必要的场地要求为:①厂房。对厂房适应性好,可根据厂房地形尺寸进行任意位置的组合。②地面。焊接工位质量小,体积适中,方便组装、拆卸,搬运容易,可安装于任何楼层,对地面硬度和平整度要求低。③电力系统。焊接工位内部预留设备电缆通道,穿线时安全容易,布有两组三相四线制开关和两组单项插座,满足两套焊接设备同时运行和电动工具用电。④换气系统。焊接工位设备储柜上方可以选择采用单体式通风换气系统或者安装集中式通风换气系统吸气臂,根据需要自行确定。
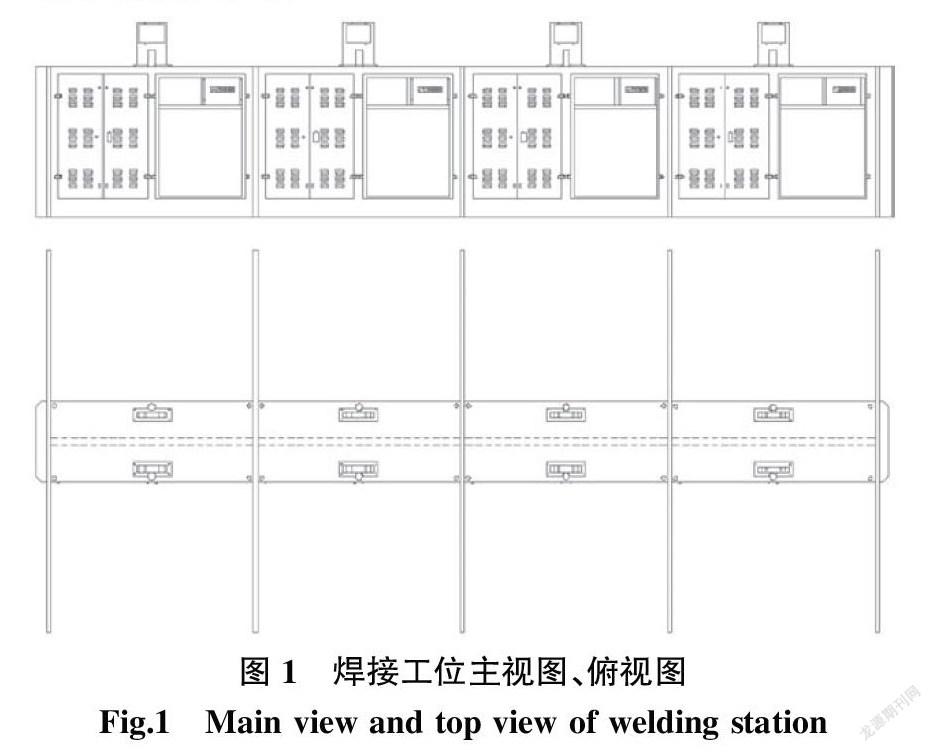
自由组装式焊接工位结构示意如图1~图4所示,包括:焊接、切割设备储柜,焊接、切割隔板,换气系统吸气臂安装支架等部分。其中焊接、切割设备储柜部分底板为增加质量、提高稳定性,采用了厚度4 mm碳钢板制作,其余箱体、门体采用2 mm碳钢板制作;隔板框架采用50 mm×50 mm×3 mm方钢,中间部分采用2 mm碳钢板折弯制作,安装时与储柜螺栓固定;安装支架根据外购换气系统吸气臂规格和型号,采用50 mm×50 mm×3 mm方钢制作,与储柜螺栓固定。
5 技术要点分析
设备储柜为独立部分,通过两端4颗螺栓与隔板自由组装、拆卸,多个连接组装时,隔板被两个储柜对夹在中间,提高了隔板的稳定性,所有设备储柜和隔板用前后两根标准接地导线串联起来,用螺栓牢固连接,由最后的端头总电柜导入大地。储柜外部四角预留4个30 mm圆孔,主要用做设备气体管路进口。内部顶端左右各预留一个100 mm一次线电缆通道圆孔,孔内穿有绝缘管,中间部分绝缘管用U型碳钢结构件支撑。储柜尺寸2 000 mm×1 000 mm×1 500 mm(长×宽×高),2 000 mm长的储柜被内部中段隔成1 000 mm的两个独立空间,下部分1 000 mm的两个空间较大,可同时安装一台手弧焊机,一台气体保护焊机,每个储柜同时安装四台焊机。1 500 mm高度被隔分成两层,下部高度1 200 mm,上部高度300 mm,上部又继续隔分为左右两个大小相同的独立空间,右侧装有设备断路器开关盒,开关盒有三把独立开关,周围装有绝缘板、护线圈,两台焊机各通过一次线与断路器开关连接,为方便工位内使用电动工具,留有两孔、三孔插座各一个。左侧为储物箱,可以储存培训和学习人员劳动保护用品。储柜前后共有8道外开门体,每两道相互扣合,装有上下同时锁定的门锁。同一个工位内打开一侧两道门为设备正面,即此工位使用的设备;另外一侧两道门为设备背面,是对向工位使用的设备。前后自由开合的门体设计节约了空间,方便安装、更换、检查设备。储柜前后门体部分各自冲压多列百叶通风孔,自然空气从设备背面吸入后由正面排出,空气对流避免了焊接、切割设备工作中温度过高而发生烧损现象。每道门体上、下各装有一个磁门吸,靠隔板门体打开后为90°,由磁门吸固定在隔板上;另一侧门体打开后为180°,与中间门体重合由磁门吸固定。
储柜外顶端中部为换气系统吸气臂安装支架,采用50 mm×50 mm×3 mm方钢制作,支架底部由4颗螺栓与储柜连接固定,储柜上开吸气臂配重60 mm圆孔。
焊接、切割隔板由两端4颗螺栓与储柜连接对夹固定,多个连接组装时,始端隔板又与总电柜连接对夹固定,被储柜和总电柜对夹在中间,一次电缆进入总电柜后由断路器开关途径隔板100 mm电缆通道圆孔进入储柜后被分配到每一个工位断路器开关盒。隔板高度1 500 mm,长度5 000 mm,外框架采用50 mm×50 mm×3 mm方钢,中间部分采用2 mm碳钢板折弯制作。储柜与隔板组装后,前后各自形成了一個安全、规范独立的培训和学习空间[4]。
6 结论
自由组装式焊接工位的创新设计与制作实现了在一个固定空间内可以自由把单个或多个设备储柜、隔板组装成国家标准4 m2的焊接作业面积,在此工位能交替进行焊接和热切割作业,从而大大提高了焊接人员技能培训、学习的全面性。焊接工位相比现有同类焊接工位有较大的发展与进步,更具有实用性、灵活性、经济性、安全性,也更人性化,可以满足目前所有焊接和热切割工作竞赛、培训、学习、职业资格等级鉴定项目的需求。该焊接工位适用于院校、专业焊接培训机构、职业学校、技能鉴定、焊工技能大赛等场所,在保证培训质量的基础上,能够减少焊接准备时间,降低培训成本,提高练习效率,教学效果明显[5]。
参考文献:
[1] 侯勇,杨跃,章友谊,等. 高职焊接专业实训基地建设的 探索与实践[J]. 电焊机,2015,45(5):218-221.
[2] 吴犇,朱斌海,张昭. 新型组合式焊接工位设计与制作[J]. 民营科技,2017(11):25.
[3] 杨起俊,李晓峰,庞远智. 高职焊接专业实训教学安全管 理的探讨[J]. 课程教育研究,2016(2):240-241.
[4] 朵丛,江灏源. 自由组装式焊接工位平台[P]. 中国:2016 20317950.1,2016-04-15.
[5] 韩闰劳. 新型多功能焊接工位架在焊接培训中的应用[J]. 金属加工(热加工),2019(8):46-48.
