SMA490BW耐候钢深熔焊工艺及接头的组织和性能
2020-09-10吴向阳田仁勇张志毅李亚南赵秩磊丁成钢
吴向阳 田仁勇 张志毅 李亚南 赵秩磊 丁成钢




摘要:分别采用高频脉冲MAG焊和普通脉冲MAG焊(深熔模式)对12 mm厚SMA490BW耐候钢板T型接头(角焊缝)进行了焊接工艺试验,观察和分析了熔深及焊接接头的宏观形貌、金相组织特征,并测试了焊接接头的维氏硬度(HV10)和焊接残余应力。结果表明:与普通脉冲MAG焊相比,在相近的焊接线能量(热输入)下,高频脉冲的熔深增加20%~30%,焊接热影响区(距焊趾处约12 mm)的残余应力降低约为11%~26%;与普通脉冲MAG焊相比,高频脉冲MAG焊接头呈较为理想的组织特征,焊缝中针状铁素体(AF)组织含量较多,熔合区不含侧板条铁素体(FSP)组织,先共析铁素体(GBF)组织数量较少,其过热区的晶粒粗化程度较小;两种焊接方法获得的焊接接头的維氏硬度值均小于380 HV10,符合焊接工艺评定标准的要求。
关键词:SMA490BW耐候钢;高频脉冲MAG深熔焊;残余应力;显微组织;维氏硬度
中图分类号:TG457.11 文献标志码:A 文章编号:1001-2303(2020)10-0065-05
DOI:10.7512/j.issn.1001-2303.2020.10.13
0 前言
SMA490BW 耐候钢具有较好的强度、塑性、韧性以及耐大气腐蚀等综合性能,是制造高速动车组转向架焊接构架的主要用钢[1]。在转向架构架焊接生产过程中,某些焊缝受到焊接可达性限制(如焊接空间不足),只能实施单面焊双面成形,即要求底层焊道完全熔透、熔合以及成形良好。目前,转向架主要采用传统脉冲(普通脉冲)MAG焊,在限制焊接热输入量的工艺要求下,普遍存在熔合不良、熔深不足的问题。国内轨道交通装备制造企业在改善根部熔合性、提高焊接熔深等方面进行了相关的较为系统的研究[2-3],如选用进口焊机、进行焊接工艺试验及接头的综合评定。但还需做进一步深入的研究工作,比如熔深、焊接接头的金相组织的具体数据对比等。
针对焊接材料和工艺对转向架构架焊接接头组织和性能的影响,国内专家学者也进行了相应的研究。结果表明,随着焊接线能量的增加,焊接冷却速度降低,针状铁素体数量明显减少,会转变为条状或块状铁素体,热影响区的晶粒粗化会导致其韧性下降[4],国产焊丝CHW-55CNH可以代替进口焊丝G424M21Z进行SMA490BW耐候钢的焊接,两者对焊缝组织的影响差别不大,且拉伸试验均断裂在母材上[5]。
与普通脉冲MAG焊相比,高频脉冲MAG焊具有以下特点:①“一脉多滴”的熔滴过渡特点,使焊接速度更快,与普通脉冲MAG焊相比,焊接速度可提高约30%~40%;②弧柱收窄,具有压缩电弧特性,增加了焊接熔深及电弧的穿透力;③小电流更稳定,更适合立向下打底焊;④基本无焊接飞溅。基于此,文中以T型接头角焊缝为研究对象,选用高频(高速)脉冲MAG焊焊接方法,使用改制的焊机进行了深熔焊的工艺研究,并对焊接接头的应力、组织和性能进行了相关评定,以实现大熔深、高质量的焊接,为新的焊接工艺方法在高速动车组转向架构架焊接制造上的应用提供依据。
1 试验材料与方法
1.1 试验材料
试验用母材为厚度12 mm的SMA490BW耐候钢板,焊接试板规格为350 mm×150 mm×12 mm,填充材料为直径1.2 mm 的CHW-55CNH实心焊丝,母材和焊材的化学成分及力学性能如表1所示。
1.2 试验方法
1.2.1 焊接工艺对比试验
选用在原有焊机基础上改制的高频脉冲MAG焊机及普通脉冲MAG焊机(选用“熔深控制-深熔模式”),搭配HCD500A-1摆动式自动焊接小车焊接试板,保护气体选择EN ISO14175 M21型气体φ(Ar)80%+φ(CO2)20%,气体流量 22 L/min。焊接工艺参数如表2所示。
1.2.2 焊接接头综合评定试验
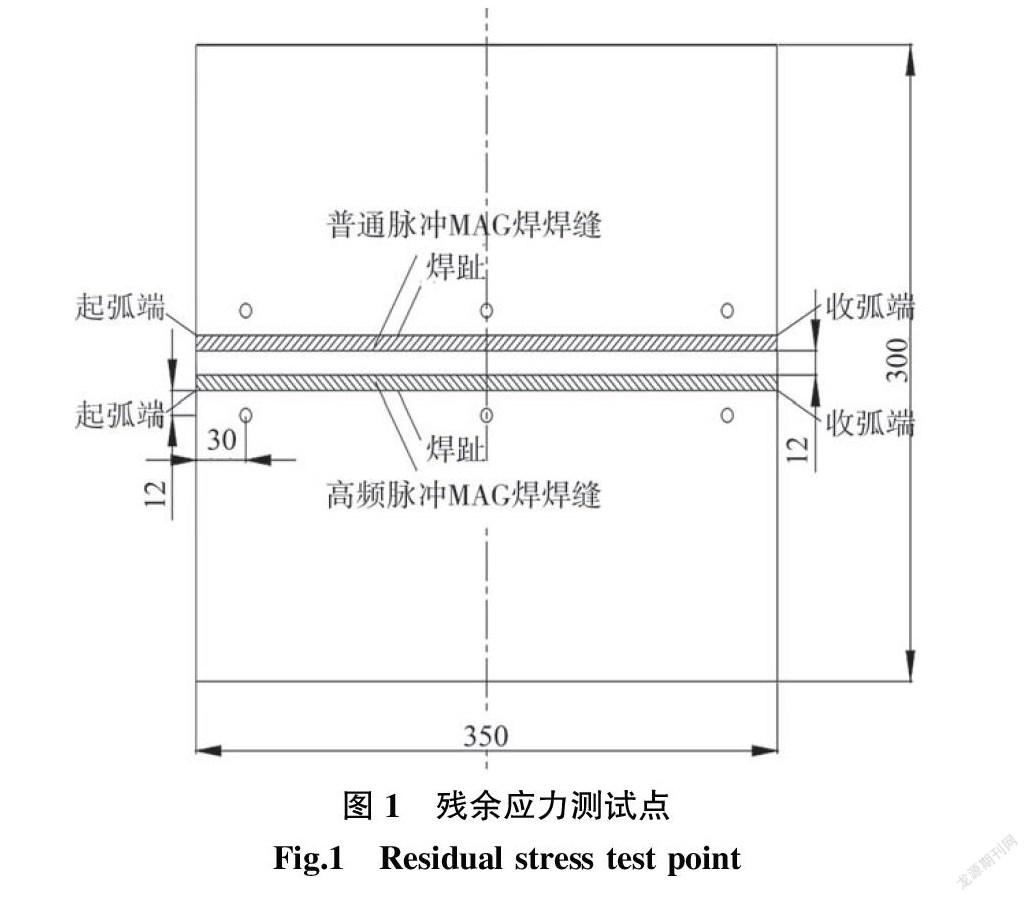
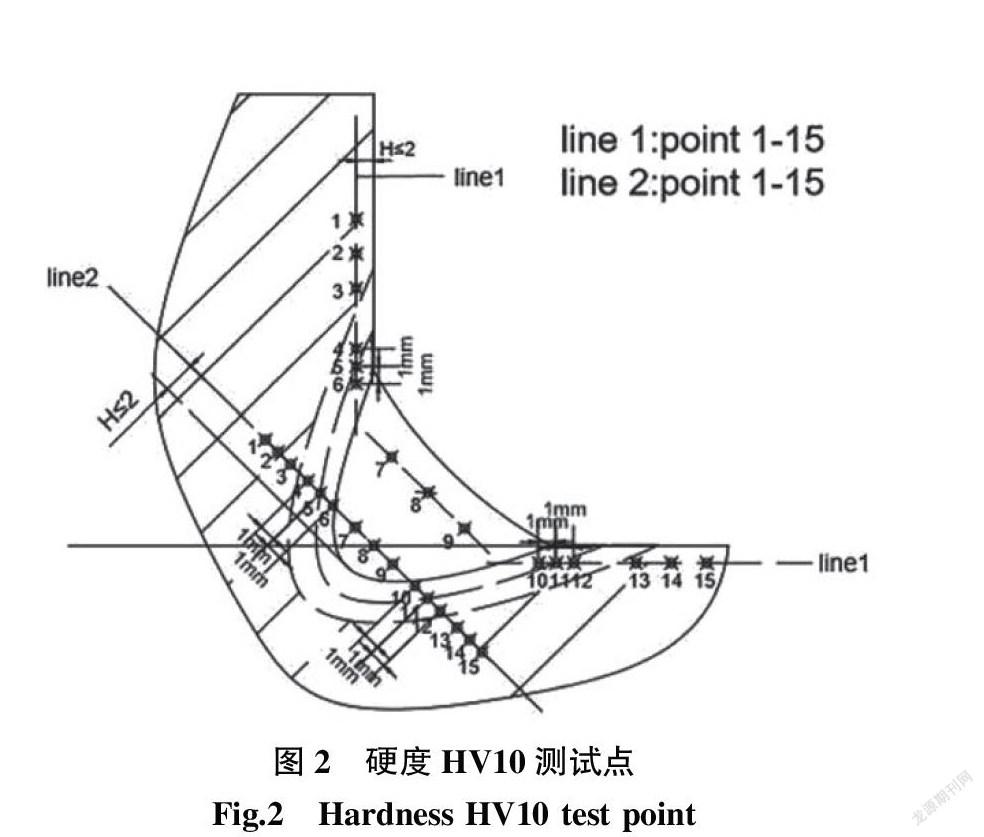
参照GB/T 24179:2009“金属材料残余应力测定压痕应变法”标准的规定,用KJS-3型压痕应力测试系统测试距角焊缝焊趾处约12 mm的焊接热影响区的残余应力,测试点选起弧部位、中间部位、收弧部位各1点,如图1所示;参照EN ISO17639:2013标准,用Leica DMi8 A金相显微镜观察金相组织,分析接头显微组织特点;焊接接头维氏硬度(HV10)的测试参照EN ISO9015:2011标准,用HVA-10A小维氏硬度试验机测试焊接接头硬度,加载载荷10 kg,测试点如图2所示。
2 试验结果与分析
2.1 焊接接头的宏观形貌
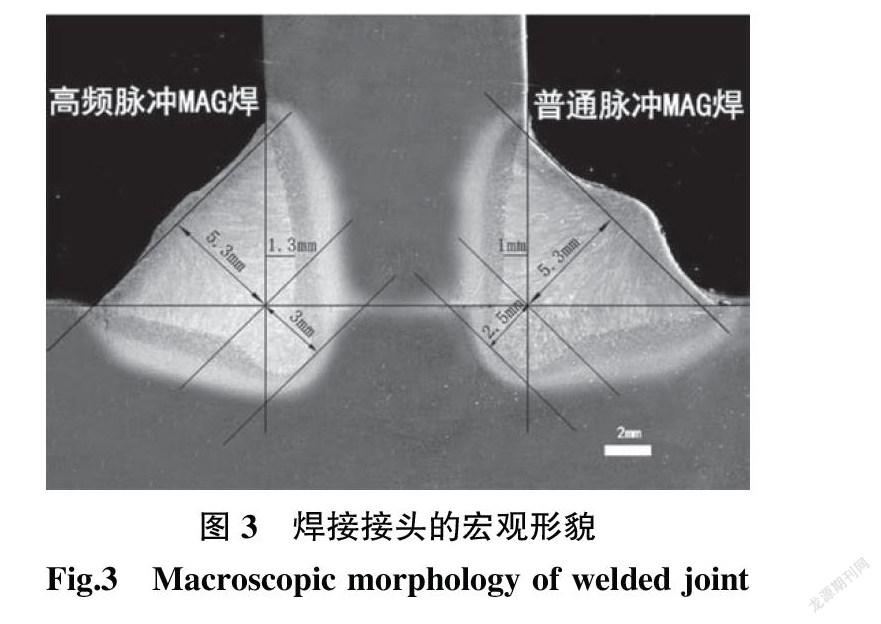
焊接接头的宏观形貌如图3所示。由图3可知,高频脉冲MAG焊、普通脉冲MAG焊根部及侧壁熔合良好,未见裂纹、气孔、夹杂类缺陷。值得注意的是,与普通脉冲MAG焊相比,高频脉冲MAG焊的焊缝余高较小,熔深较大,根部熔深值高出约20%,侧壁熔深值高出约30%,这是由于高频脉冲MAG焊压缩性电弧作用的原因。
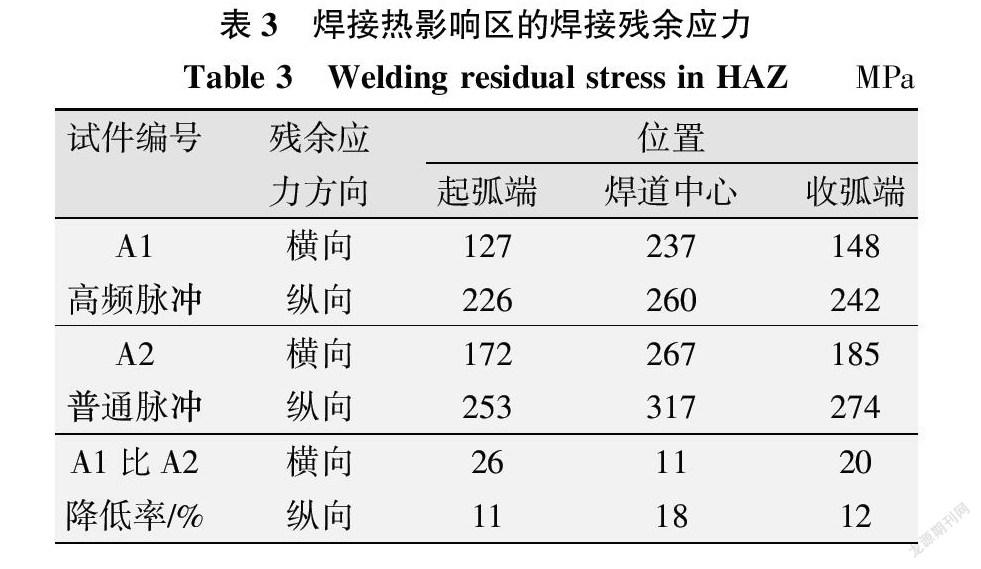
2.2 焊趾处残余应力
距焊趾处约12 mm的热影响区焊接残余应力如表3所示。与普通脉冲MAG焊相比,在相同位置,高频脉冲MAG焊的焊接残余拉应力降低约在11%~26%。高频脉冲焊的压缩电弧使得电弧能量密度较高,焊接接头的残余应力得以降低。
2.3 焊接接头的金相组织和硬度
焊接接头的显微组织如图4~图6所示。由图4可知,两种焊接工艺条件下的焊缝显微组织类型相似,为先共析铁素体(GBF)、针状铁素体(AF)、少量粒状贝氏体(BG)及珠光体(P)组织,高频脉冲MAG焊焊缝中明显含有数量较多的AF组织。
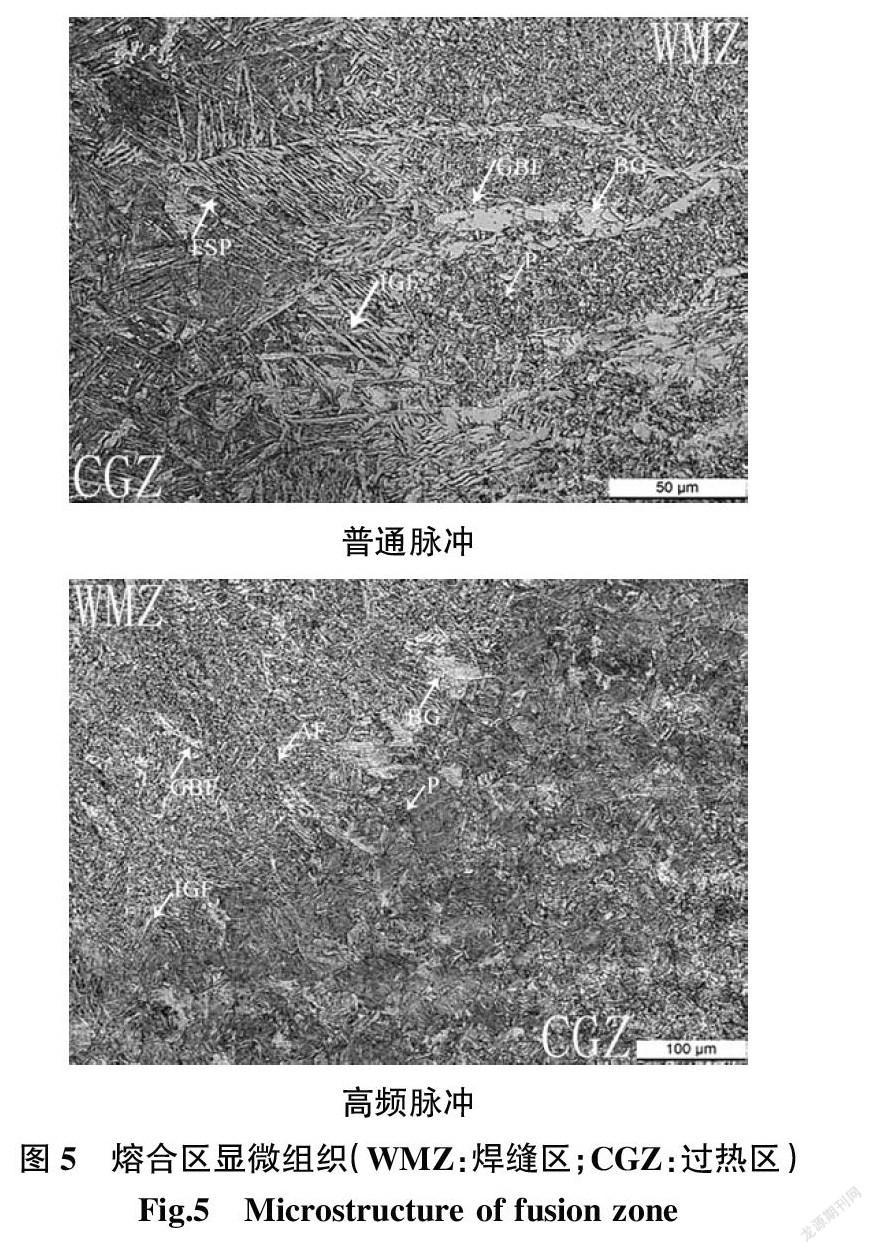
由图5可知,熔合区的显微组织类型有所不同。高频脉冲MAG焊接头熔合区的显微组织为晶内细条状铁素体(IGF)、AF及少量的GBF、BG和P组织;而普通脉冲MAG焊接头熔合区的显微组织为GBF、FSP及少量的IGF、BG和P组织;高频脉冲MAG焊、普通脉冲MAG焊过热区的组织特征是:晶粒较为粗大,晶内为细条状铁素体(IGF)及少量BG和P组织,未见粗大的魏氏组织。
值得注意的是,两种焊接工艺条件下接头的组织特征有显著不同,与普通脉冲MAG焊相比,高频脉冲MAG焊接头的组织特征较为理想,表现为:①焊缝金属中含有更多的AF组织(见图4);②熔合区中无韧性很差的FSP组织,GBF组织数量也较少;③过热区的晶粒粗化程度较小(见图5)。高频脉冲MAG焊接头的这种组织特征会使接头的韧性,尤其是低温冲击韧性明显优于普通脉冲MAG焊接头。
针状铁素体(AF)组织是中温组织转变产物,在本质上可认为是贝氏体(B)中铁素体,长宽比多为4∶1,形成温度在600 ℃到贝氏体组織转变点(BS)之间,是在中等冷却速度下,且有氧化物夹杂作为形核质点形成的,AF组织的增加可显著改善焊缝金属的韧性[6-8]。高频脉冲MAG焊具有压缩电弧的特性,与普通脉冲MAG焊相比,在相近的焊接线能量(热输入)下,可获得更大的脉冲电弧能量密度[9]。当普通脉冲电弧还是钟罩形时,高频脉冲电弧已经呈现角锥形这一理想形状,使得电弧能量密度增加,对熔池作用的范围更大,不但增大了焊缝侧面的熔深,还增大了焊接接头的冷却速度,使焊缝、熔合区金属的800 ~500 ℃冷却时间(t8/5)满足更多的AF形成的窗口条件,熔合区中脆性的FSP组织难以形成,焊接热影响区(HAZ)过热粗晶区(CGZ)晶粒粗化程度得以降低。而一脉多滴的熔滴过渡形式使得对熔池冲击作用的次数增多,增大了焊缝根部的熔深。高频脉冲MAG焊工艺及接头组织和性能还有待于后续的深入研究,如AF组织准确的定量表征、焊接工艺窗口与组织和性能的关系等。
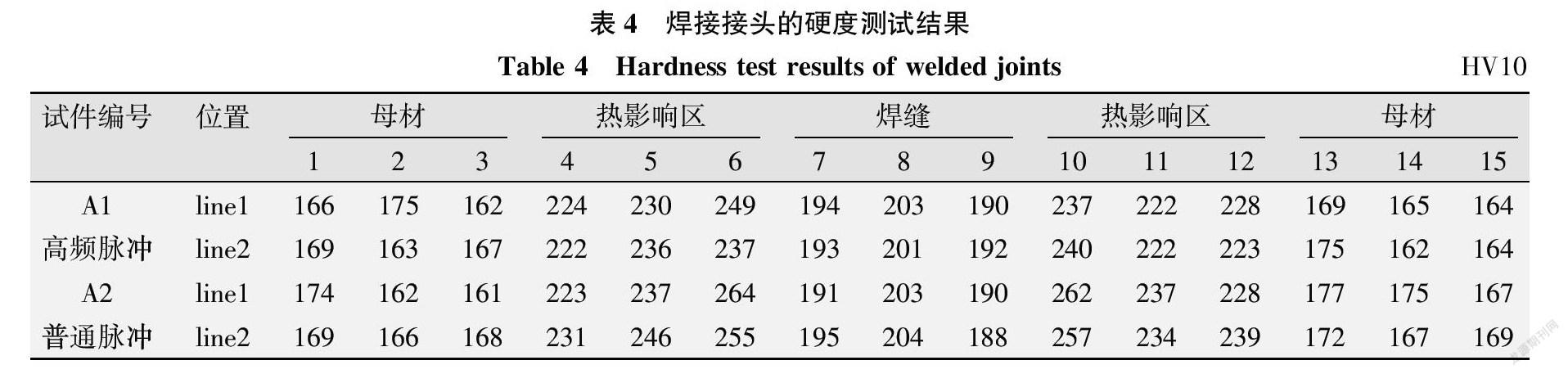
焊接接头的硬度测试结果如表4所示。由表可知,焊接接头的维氏硬度均小于380 HV10,符合焊接工艺评定标准EN ISO15614:2017的要求。
3 结论
(1)无论普通脉冲MAG焊还是高频脉冲MAG焊,焊缝金属与母材金属均熔合良好,接头无裂纹、气孔、夹杂类缺陷;在相近的焊接热输入下,高频脉冲MAG焊的熔深大于选用“深熔模式”的普通脉冲MAG焊,根部熔深值比普通脉MAG焊冲高出约20%,侧壁熔深值高出约30%。
(2)与普通脉冲MAG焊相比,高频脉冲MAG焊接头热影响区的残余焊接拉应力降低约11%~26%。
(3)高频脉冲MAG焊焊缝显微组织类型与普通脉冲MAG焊接头的组织类似,为先共析铁素体(GBF)、针状铁素体(AF)、少量的粒状贝氏体(BG)及珠光体(P)组织,高频脉冲MAG焊焊缝中明显含有数量较多的AF组织。
(4)高频脉冲MAG焊接头熔合区的显微组织为晶内细条状铁素体(IGF)、AF及少量的GBF、BG和P组织;而普通脉冲MAG焊接头熔合区的显微组织为GBF、FSP及少量的IGF、BG和P组织;高频脉冲MAG焊熔合区中不含脆性的FSP组织,GBF组织的数量也较少。
(5)高频脉冲MAG焊、普通脉冲MAG焊过热区的组织特征是晶内细条状铁素体(IGF)及少量BG和P组织,未见粗大的魏氏组织,且高频脉冲MAG焊焊接热影响区过热区的晶粒粗化程度小于普通脉冲MAG焊。
(6)高频脉冲MAG焊与普通脉冲MAG焊接头的维氏硬度值均小于380 HV10,符合焊接工艺评定标准的要求。
参考文献:
[1] 王元良,骆德阳,王一戎. 我国高速列车焊接技术及其新 发展[J].电焊机,2008,38(8):8-12.
[2] 张世欣,汪认,谢旭,等. SMA490BW耐侯钢超射流过渡 焊接头残余应力与疲劳性能[J]. 热加工工艺,2018,47 (19):85-89.
[3] 张世欣,汪认,谢旭,等. 转向架用SMA490BW耐候钢超 射流过渡焊接工艺试验[J]. 电焊机,2017,47(10):40-45.
[4] 张合礼,杨蔚,王永波,等. 焊接线能量对转向架用SMA 490BW耐候钢接头组织与性能的影响[J]. 热加工工艺, 2018,47(17):215-218.
[5] 何亚玲,胡洁,王晓敏. 转向架用耐候钢焊接接头显微组 织和力学性能[J]. 电焊机,2016,46(10):112-117.
[6] 熊玲琪,李红卫. 高强度低合金钢焊缝金属的组织及其 影响因素[J]. 钢铁研究学报,2010,22(6):53-58.
[7] 杜则裕,张德勤,田志凌. 低碳低合金钢焊缝金属的显微 组织及其影响因素[J]. 钢铁(增刊),1999(34):67-71.
[8] 刘会杰. 焊接冶金与焊接性[M]. 北京:机械工业出版社, 2010:9.
[9] 朱余荣,黄炜. 脉冲MAG焊的脉冲能量参数对熔滴过渡 特性的影响[J]. 焊接技术,1996(5):6-8.
