螺伞齿轮磨齿齿形调整
2020-09-10张晓乐
张晓乐
摘要:研究依托GLEASON凤凰磨齿机600G机床及齿轮测量仪650GMS机床,在热处理变性后,通过磨齿技术以满足齿轮设计要求。研究了螺伞齿轮磨齿后齿形不符合设计模型时,如何通过650GMS及600G配合调整,实现通过45点计量单来控制主被动齿轮配合接触区情况。
关键词:磨齿;反调;接触区
螺伞齿轮又称螺旋锥齿轮,以其平稳的传动在汽车驱动桥领域占有不可或缺的地位。传统螺伞齿轮的加工切齿研齿工艺依靠热处理变形来满足齿轮设计要求以保证主被动齿轮啮合时接触区位置,随着齿轮加工技术的改进,在热处理后通过磨齿来改善齿轮齿形,使齿轮精度及一致性得到极大的提高。
为了进一步提高螺伞齿轮磨齿效率,提高磨齿产品质量,实现通过45点计量单控制接触区状况,现对磨齿序进行追模实验,实验主要是针对计量单上齿形变化(压力角、螺旋角、鼓形方向)而引起的接触区位置变化。
通过近期的调整及生产验证,针对以下几种情况得到初步结论:
螺旋角方向误差→被动采用一阶反调,主动采用二阶反调即可得到合格接触区;
压力角方向误差→被动采用一阶反调+压力角修正,主动采用二阶反调+压力角修正反调即可得到合格接触区;
鼓形方向误差→被动采用一阶反调+压力角修正选项+砂轮直径修正,主动采用二阶反调+压力角修正选项+砂轮直径修正反调即可得到合格接触区;
综合误差(包含螺旋角、压力角及鼓形混合误差)→被动采用一阶反调+“砂轮三项”修正,主动采用二阶反调+“砂轮三项”修正反调即可得到合格接触区(该产品设计中砂轮三项选项是打开的)。
具体实例如下:
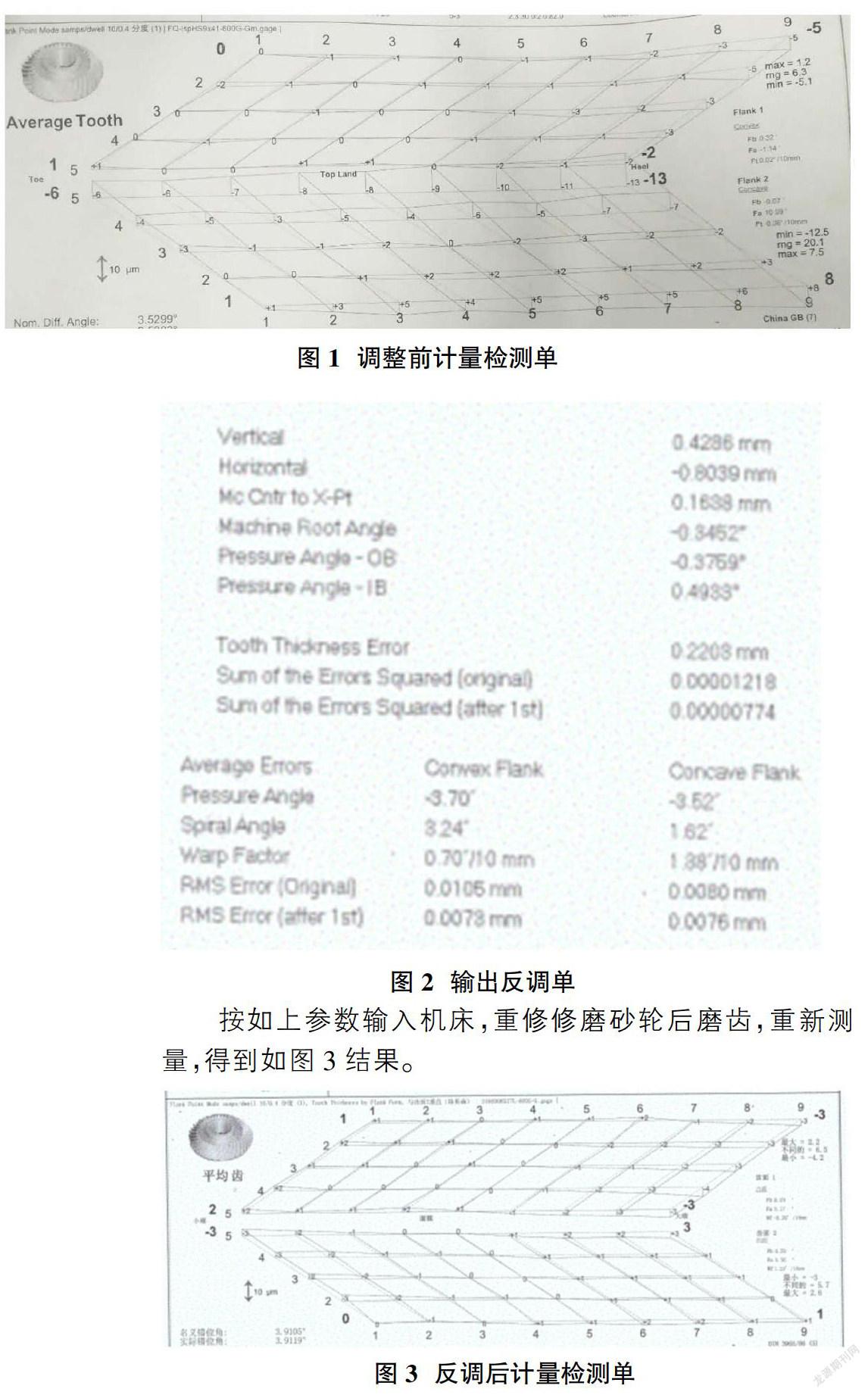
①出现单压力角方向误差时,被动采用一阶反调(Spiral Ang-Cross、piral Ang-Toe/Heel、Pres Ang-Lameness )+压力角(Pres Angle-IB、Pres Angle-OB)修正选项进行反调,主动采用二阶反调(Spiral Ang-Cross、piral Ang-Toe/Heel、Pres Ang-Lameness、Pres Ang-Top/Flank、Helical Motion)+压力角(Pres Angle-IB、Pres Angle-OB)修正选项进行反调:
凹面计量单显示压力角超差
Convave Fa=10.09′
选用反调选项Spiral Ang-Cross、piral Ang-Toe/Heel、Pres Ang-Lameness、Pres Angle-IB、Pres Angle-OB
按如上参数输入机床,重修修磨砂轮后磨齿,重新测量,得到如图3结果。
凹面计量单显示压力角已修正
Convave Fa=1.08′
调整齿轮前后使用同一主动齿轮啮合滚检接触区如图4。
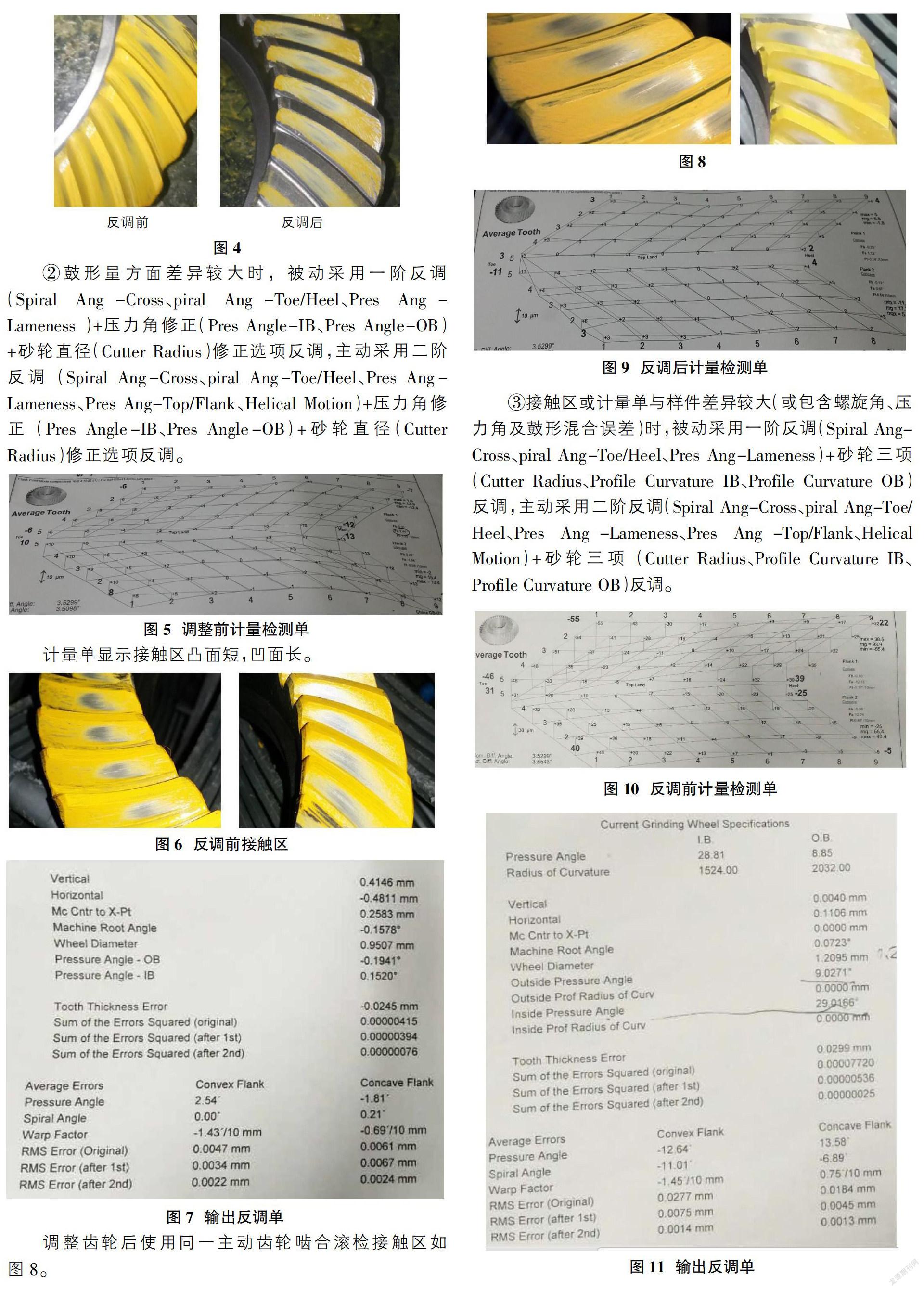
②鼓形量方面差异较大时,被动采用一阶反调(Spiral Ang-Cross、piral Ang-Toe/Heel、Pres Ang-Lameness )+压力角修正(Pres Angle-IB、Pres Angle-OB)+砂轮直径(Cutter Radius)修正选项反调,主动采用二阶反调(Spiral Ang-Cross、piral Ang-Toe/Heel、Pres Ang-Lameness、Pres Ang-Top/Flank、Helical Motion)+压力角修正(Pres Angle-IB、Pres Angle-OB)+砂轮直径(Cutter Radius)修正选项反调。
计量单显示接触区凸面短,凹面长。
调整齿轮后使用同一主动齿轮啮合滚检接触区如图8。
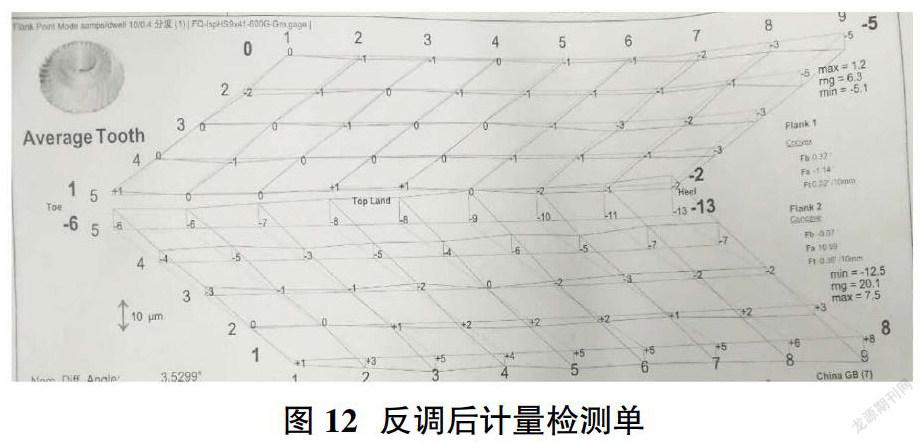
③接触区或计量单与样件差异较大(或包含螺旋角、压力角及鼓形混合误差)时,被动采用一阶反调(Spiral Ang-Cross、piral Ang-Toe/Heel、Pres Ang-Lameness)+砂轮三项(Cutter Radius、Profile Curvature IB、Profile Curvature OB)反调,主动采用二阶反调(Spiral Ang-Cross、piral Ang-Toe/Heel、Pres Ang-Lameness、Pres Ang-Top/Flank、Helical Motion)+砂轮三项(Cutter Radius、Profile Curvature IB、Profile Curvature OB)反調。
可修正较大差异。
实验表明,通过45点计量检测单来控制主被动齿轮啮合接触区可行。想要达到理想的齿形,齿轮啮合后得到理想的接触印记,需通过上述方式判别需选用的反调选项来实现。
参考文献:
[1]北京齿轮厂.螺旋锥齿轮[M].科学出版社,1974.
[2]李琳坤.圆柱齿轮偏心对成形磨齿精度的影响及补偿[J].内燃机与配件,2020(03):114-115.
