再生铅冶炼烟气制酸系统设计运行总结
2020-09-04舒绍明
舒绍明,刘 鹏,柯 顺,王 进
(骆驼集团襄阳金湛技术开发有限公司,湖北襄阳 441000)
骆驼集团新疆再生资源有限公司(以下简称新疆再生资源)位于新疆吐鲁番市托克逊县,是新疆地区首个专业处理废铅酸蓄电池的企业。该企业采用国内先进的富氧侧吹熔炼炉熔炼技术进行废铅酸蓄电池铅膏冶炼制酸,项目建设处置规模为100 kt/a再生铅,于2018年3月开始建设, 2019年11月8日进行带料试车,运行7 d后因二氧化硫风机故障停机,2019年12月25日进行二次带料试车,取得阶段性成功,产出合格的工业酸。
结合国内冶炼烟气制酸的生产实践和近年来烟气制酸工艺技术情况,新疆再生资源再生铅项目采用一转一吸制酸+离子液法脱硫工艺,解决了再生铅冶炼过程因烟气硫含量低而无法制出浓硫酸的问题[1]。采用气体分配的方式,合理分配进入干燥塔和脱硫系统的烟气量,解决了烟气中饱和水蒸气含量过高,无法产出w(H2SO4)98%硫酸的问题。经吸收塔后的尾气再次进入离子液脱硫系统,由离子液吸收后排空,以达到尾气净化的目的。该过程充分利用了有机胺离子液对SO2气体的高选择性和吸附特性,使SO2转化率达到96%,烟气排放ρ(SO2)<100 mg/m3。
1 工艺流程
制酸系统工艺流程见图1。
1.1 净化工序
净化工序采用一级动力波洗涤塔—气体冷却塔—二级动力波洗涤塔—两级电除雾器的净化工艺,利用高速气体把从底部射入的液体冲击成无数细小液滴,使气液高度湍流混合,充分接触,达到绝热降温和除尘的目的。通过稀酸板式冷却器带走烟气中的热量,烟气处理量为15 000 m3/h,电除雾器出口烟气温度控制在30 ℃以下。

图1 制酸系统工艺流程
净化工序工艺和设备设计的主要特点:
1)净化工序设置两级动力波洗涤塔,并配有斜板沉降器去除循环水中的烟尘,压滤后的烟尘返回炉前进行配料。
2)一级、二级动力波洗涤塔和气体冷却塔的液位采用DCS自动控制,设置有溢流管道,净化工序吸收烟气中的水分,通过溢流管道产出污酸,进入污水站进行处理。
3)两级电除雾设备后配置有安全水封,避免在系统负压过高情况下抽坏设备,抽空水之后补气抽空,电除雾出口ρ(H2O)<42 g/m3。
1.2 干吸工序
干吸工序采用一次干燥、一次吸收的工艺流程,其主体配置为2塔2槽,采用低位高效布置,循环泵后冷却。净化后的烟气分为两部分,一部分烟气直接进离子液脱硫系统,另一部分烟气与离子液脱硫回收的SO2气体混合后进入干燥塔,用w(H2SO4)为93%的硫酸喷淋吸收烟气中水分,使烟气中ρ(H2O)降至0.1 g/m3以下,经金属丝网除沬后由SO2风机将烟气送至转化工序。经转化工序来三氧化硫烟气,由下部进入吸收塔,与由塔顶淋下的w(H2SO4) 98%的硫酸在填料表面接触,烟气中的SO3被吸收酸吸收。
干燥塔主要利用w(H2SO4) 93%浓硫酸的吸水特性,其原理为“双膜理论”。在气液两相接触时其间存在着界面,界面双方又分别存在着一层稳定的气膜和液膜,传质和传热的过程必须克服气膜和液膜阻力后才可以进行。气体在干燥过程中,气体中的水蒸气通过气相主体以对流的形式扩散到气膜,然后以分子扩散的形式通过液膜,再以对流扩散的形式传递到液相主体,从而使气体得以干燥。
吸收塔中SO3气体被吸收的原理为:w(H2SO4)98%浓硫酸与SO3接触后发生水化合成反应,生成硫酸,其反应方程式为:
nSO3+ H2O→ H2SO4+(n-1)SO3
由此反应可知,随着SO3与水比例的改变,可以生产各种浓度的硫酸,若n>1,则生成发烟硫酸;n=1,则生成无水硫酸;n<1,则生产含水硫酸[2]。
干燥塔采用钢衬耐酸瓷砖壳体,蝶形塔底,主填料为φ76 mm瓷质异鞍填料,为了增强捕沫效果,在主填料上铺设了高500 mm的φ50 mm瓷质异鞍填料。干燥塔顶部采用316L不锈钢材质双层波形金属丝网除沫器,吸收塔顶部采用高效低阻圆筒式纤维除雾器。
干吸工序浓硫酸的冷却采用带阳极保护的酸冷却器,酸冷却器为固定管壳式结构,壳侧走酸,管侧通工业循环冷却水。阳极保护管壳式浓硫酸冷却器的主材质是316L不锈钢,壳体用314不锈钢,并附有阳极保护装置。
1.3 转化工序
转化工序采用三段一次转化换热工艺。从SO2风机出来的SO2烟气依次经过换热器I、换热器II换热后进入转化器,依次经过一、二、三段床层催化氧化后得到SO3气体,经换热器后送至吸收塔。
干燥空气通过4台电加热炉加热后送入转化器,使各层催化剂达到反应温度,再通入净化合格的含SO2烟气,利用催化氧化的放热维持催化剂的反应温度、反应活性。
转化的原理为:在一定温度下,烟气中的SO2通过钒催化剂催化,与氧气结合生成三氧化硫[3]。
反应所用钒催化剂 w(V2O5)为7%~12%,在高温下,催化剂催化活性下降主要有以下原因:
1)在高温下,催化剂中的五氧化二钒和硫酸钾形成了一种比较稳定的,无催化活性的氧钒基 -钒酸盐,分子式为:4V2O5·V2O4·K2O、4V2O5·V2O4·2K2O、5V2O5·V2O4·K2O。
2)在610 ℃以上的高温作用下,催化剂中的钾和二氧化硅结合,随着活性物质中钾含量的减少,使五氧化二钒从熔融物中析出来,造成催化活性下降。
3)在610 ℃左右,五氧化二钒和载体二氧化硅之间会慢慢发生固相反应,使部分五氧化二钒变成没有活性的硅酸盐。
若钒催化剂热活性低于81%,w(V2O5)低于5%,则不能再用,需要更换催化剂。
1.4 离子液脱硫工序
净化后,通过增压风机、SO2风机调控进入干燥塔和离子液脱硫系统的烟气量,约60%烟气进入离子液脱硫系统,40%烟气直接进入干燥塔。烟气中的SO2被离子液吸收,吸收后尾气通过烟气烟囱排放。吸收SO2后的富液从吸收塔底经富液泵加压后进入贫富液换热器,与贫液换热后进入再生塔再生,同时解吸出部分二氧化硫气体。随后离子液进入再沸塔进一步升温到约110 ℃,SO2气体基本全部被解吸出来,解析出的高纯度SO2气体进入干燥塔。解析出的贫液从再生塔出来后温度为105℃,经贫富液换热器与贫液冷却器降温到45 ℃后,一部分进入吸收塔,另一部分进入离子液净化系统除杂。
该工艺采用的吸收剂是以有机阳离子、无机阴离子为主,添加少量活化剂、抗氧化剂和缓蚀剂组成的水溶液。该吸收剂对SO2气体具有良好的吸收和解析能力,其脱硫机理如下[4-5]:

总反应式:

上式中 R 代表吸收剂,(3)式是可逆反应,低温下反应(3)从左向右进行,高温下反应(3)从右向左进行。利用其可逆性原理,在低温下吸收SO2,高温下将解析SO2,从而达到脱除烟气中SO2的目的。
离子液脱硫系统工艺流程见图2。

图2 离子液脱硫系统工艺流程
2 系统运行情况
2.1 试生产中出现的问题及解决办法
制酸系统于2019年11月8日开始第一次试生产,在试生产期间,通过控制阀对烟气进行分配,进转化工序烟气中φ(SO2)3%左右,最高达到7%,转化率控制在99.8%左右,首次开车运行7 d,后因SO2风机故障停机。第二次于2019年12月25日开始进行试生产,日产出w(H2SO4)98%硫酸25 t左右,装置运行效果较好。试生产出现了一些问题,主要表现以下3个方面:
1)净化系统运行期间,温度较高,玻璃钢出现软化、皲裂、渗漏现象。采用冷水降温及更换第一次试生产后受损部位玻璃钢,完成了净化工序的修复工作。
2)干吸工序酸浓度持续性偏低。调整进入干燥塔和进入离子液脱硫工序的烟气量,使大部分烟气中的水分通过脱硫工序脱除,降低进入干燥塔的水气量。
3) 侧吹炉在冶炼还原期,烟气中SO2浓度较低,转化器中温度不稳定。采取增加进入脱硫工序的烟气量,开1台电炉,确保转化器中的催化温度。
通过调整优化,使问题得以解决,装置正常运行。
2.2 装置稳定性指标
装置投运至今,在侧吹炉报告较高投料量的情况下,整个制酸系统的技术经济指标超过设计值,设计与实际运行技术经济指标对比见表1。
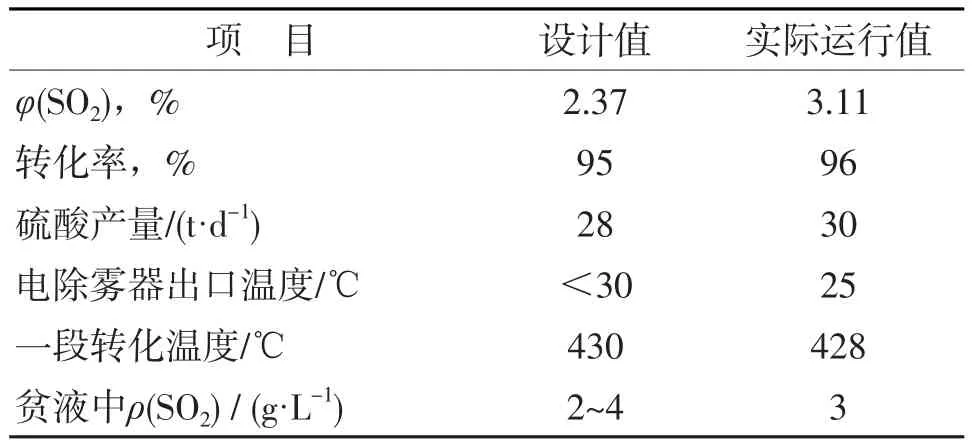
表1 设计与实际运行技术经济指标对比
成品酸的质量达到了GB/T 534—2014《工业硫酸》优等品硫酸规格,工业优等品与实际运行产酸指标对比见表2。

表2 工业优等品硫酸与实际运行产酸指标对比
由表1和表2可见:该制酸系统运行状况良好,运行技术指标超过了设计值。
3 结语
新疆再生资源100 kt/a再生铅冶炼制酸项目采用富氧侧吹熔炼炉熔炼技术及一转一吸+离子液法脱硫工艺,科学合理地对废铅蓄电池进行无害化处理,使铅金属进入再生利用的良性循环。在实际生产过程中,通过对工艺优化调整,分配进入干燥塔和脱硫塔的烟气量,稳定产出w(H2SO4)98%浓硫酸,SO2转化率达到96%以上,离子液吸收塔出口烟气ρ(SO2)< 100 mg/m3。
目前该制酸系统运行良好,除部分材质选材不符合耐酸性能标准外,其他部分运行指标正常,产能超过了设计值。
