催化裂化装置腐蚀检查与分析
2020-09-04荐保志
荐保志
(中国石油广东石化分公司,广东揭阳 515200)
某石化公司催化裂化装置采用超稳分子筛催化剂提升管反应工艺,采用分段进料和多段汽提技术,应用SKH-5高效雾化喷嘴,再生部分为新型重叠式两段再生,两段再生器同轴,一段在二段上方,与反应沉降器高低并列布置,并配置下流式外取热器[1]。经过多次改造,采用MIP和VOS及冷再生剂循环技术,全减压渣油进料,装置规模达到1.2 Mt/a。
所加工的原油属于低硫低酸原油,硫含量虽然较低,但各装置低温部位的硫腐蚀问题依然存在,氯含量超标和分馏塔顶循低温带水的状态造成腐蚀问题,装置多次出现顶循系统设备及管线的腐蚀泄漏。
装置于2016年和2019年进行停工大修,对装置重点设备进行全面腐蚀检查,及时发现消除各管线存在的腐蚀隐患,保证下一周期安全稳定运行,也为下一步开展腐蚀管理工作提供必要的指导。
1 装置腐蚀流程分析
对分馏系统的腐蚀流程进行重点分析,分馏系统的腐蚀流程说明见表1。

表1 分馏系统腐蚀流程说明
2 装置腐蚀状况分析
2016年装置腐蚀检查发现反再系统存在磨蚀的情况,分馏塔、吸收塔存在较严重的腐蚀,腐蚀形态是均匀腐蚀伴随点蚀等局部腐蚀,水冷却器由于结垢而产生严重的垢下腐蚀。
2016—2019 年装置其他设备运行状况良好,只有分馏塔顶循部位曾经发生泄漏,严重影响了装置的安全、可靠、长周期运行。
2019年共检查塔7座,容器18台,换热设备53台,反应器3台,空冷器5台,机泵33台,阀门1个,重要管线约80 m。
2.1 反应-再生系统
1)第一再生器:再生器内上部旋风入口及挡板腐蚀轻微,旋风料腿完好,焊缝完好,拉筋等内构件完好。
2)第二再生器:衬里大面积破损,检修时已全面修复。
3)外取热器:外取热器底部未见明显磨蚀现象,衬里轻微磨损,挡板轻微磨蚀。
4)提升管反应器:预提段蒸汽盘管衬里轻微磨损,盘管支撑衬里已被完全磨蚀掉,且钢结构有豁口缺陷。原料油喷嘴轻微结焦,提升管内壁龟甲网衬里基本完好。大孔分布管沉积较多催化剂,管口轻微磨损,引压管、热电偶套管磨蚀严重。
汽提段(二段反应器):内部轻微结焦。反应器内挡板下侧衬里、翼阀等轻微结焦,未发现有冲蚀、磨蚀现象。挡板以上料腿、拉筋等内构件轻微腐蚀,顶部旋风入口衬里、挡板完好,未发现冲蚀、磨蚀现象,除焦蒸汽盘管腐蚀轻微。
5)特阀:对再生滑阀、待生滑阀、外取热循环滑阀等特阀进行了宏观检查,导轨、滑板等构件未发现有严重的磨蚀及裂纹现象,衬里轻微磨蚀、破损。
2.2 塔器
腐蚀调查对C201、C202、C301、C302、C303、C304、C1001共7座塔器进行了检查,只有C201和C303存在一定的腐蚀问题,其他塔器腐蚀轻微。
2.2.1 催化分馏塔C201
催化分馏塔塔体规格为φ3 800 mm×46 046 mm,固定式高效浮阀塔盘1~15层;15层以上为填料,工艺介质为油气,操作温度为100/350 ℃,操作压力为0.2 MPa。
检查发现C201顶循抽出管四周塔壁坑洼不平,四周塔壁整体减薄约2 mm(余厚14.23~14.73 mm,其他部位塔壁余厚约16.33 mm),局部坑蚀严重,最大坑尺寸为φ12 mm×5 mm,建议贴板处理,顶循抽出管线外部测厚检查未见明显减薄区域;顶循抽出集液槽底部焊缝多处存在缺陷,最长缺陷长130 mm,升气筒下部支撑梁腐蚀较重。
C201顶循抽出附近塔壁坑蚀形貌见图1,C201顶循集液槽焊缝缺陷见图2,C201升气筒支撑梁腐蚀形貌见图3。

图1 C201顶循抽出附近塔壁坑蚀形貌
2.2.2 轻柴油汽提塔C202
轻柴油汽提塔塔体规格为φ1 400 mm×8 975 mm,工艺介质为油气、轻柴油,操作温度为290 ℃,操作压力为0.2 MPa。
检查发现塔壁有一层较硬的锈蚀物,基体粗糙不平,塔盘个别浮阀脱落,塔盘表面有一层锈蚀物,基体凹凸不平,对塔壁进行了测厚检查,未见明显减薄区域,塔壁余厚为9.60~9.67 mm。

图2 C201顶循集液槽焊缝缺陷
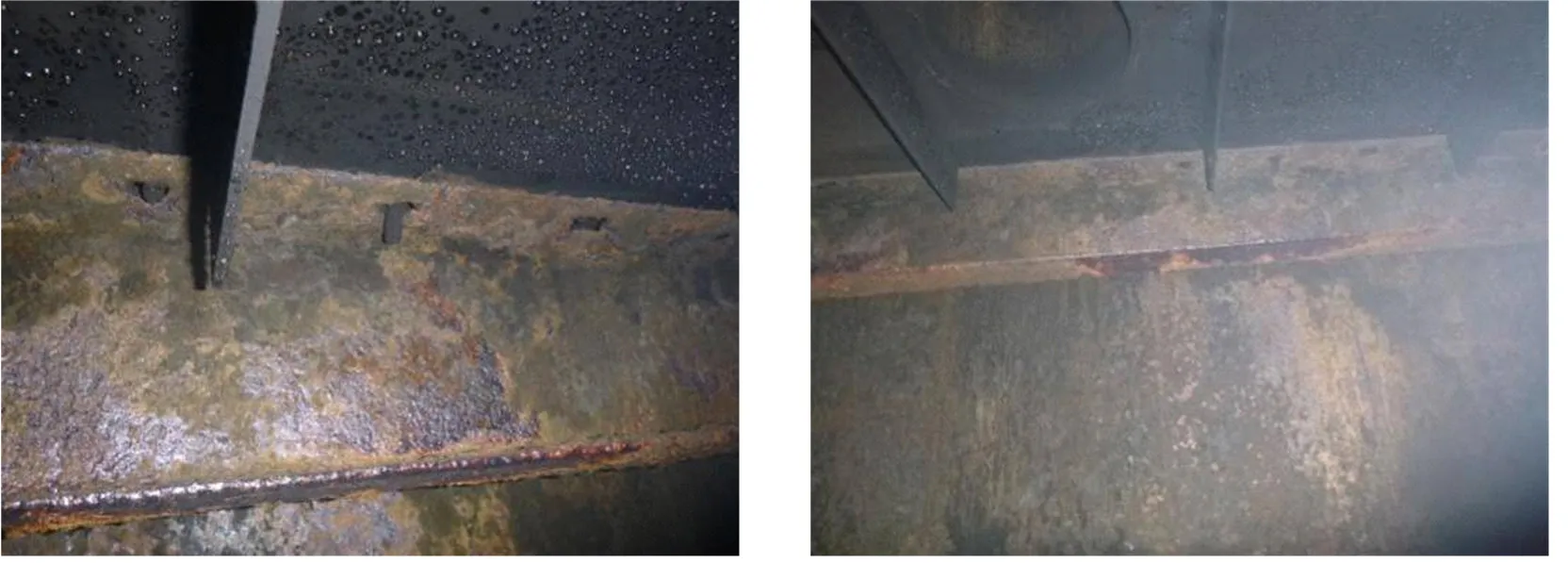
图3 C201升气筒支撑梁腐蚀形貌
2.2.3 吸收塔C301
吸收塔塔体规格为φ2 200 mm/φ2 600 mm×61 212 mm,工艺介质为油气、汽油,操作温度为90/210 ℃,操作压力为1.3 MPa。
检查发现整塔塔壁附着一层浮锈,塔壁基体平整,焊缝饱满,塔盘表面有一层灰垢,基体平滑,塔壁余厚在20.66~21.66 mm,未见明显减薄区域,整体腐蚀轻微。
2.2.4 解吸塔C302
解吸塔塔体规格为φ2 200/φ2 600×61 212 mm,工艺介质为油气、汽油,操作温度为90/210 ℃,操作压力为1.3 MPa。
检查发现整塔塔壁附着一层浮锈,塔壁基体平整,焊缝饱满,塔盘表面有一层油灰,基体平滑,整体腐蚀轻微,对塔壁进行了测厚检查,未见明显减薄区域,塔壁余厚为30.11~30.63 mm。
2.2.5 再吸收塔C303
再吸收塔塔体规格为φ1 800 mm×26 670 mm,工艺介质为干气、轻柴油,操作温度为45 ℃,操作压力为1.05 MPa。
检查发现整塔塔壁附着一层锈蚀物,基体均匀腐蚀,焊缝完整,对塔壁进行了测厚检查,未见明显减薄区域,塔壁余厚为18.45~19.77 mm;塔盘上堆积较多油污,上数第2层塔盘处受液槽腐蚀减薄、穿孔,第12、13层塔盘有较多浮阀缺失。
2.2.6 稳定塔C304
稳定塔塔体规格为φ2 200 mm/φ2 600 mm×41 763 mm,工艺介质为液化气、汽油,操作温度为90~180 ℃,操作压力为1.05 MPa。
检查发现塔壁附着一层硬垢,垢下基体较为平整,焊缝较为饱满,塔盘表面有少许灰垢,基体腐蚀轻微,浮阀活动自如,对塔壁进行了测厚检查,未见明显减薄区域,上部1~5人孔塔壁余厚为25.33~25.64 mm,下部6~11人孔塔壁余厚为29.82~31.48 mm。
2.2.7 洗涤塔C1001
检查发现塔壁附着一层白色灰垢,垢下基体较为平整,焊缝较为饱满,塔内构件整体腐蚀轻微,对塔壁进行了测厚检查,未见明显减薄区域,塔壁余厚为30.00~30.23 mm。
2.3 容器
腐蚀调查对装置内的18台压力容器进行了检查,检查发现只有D204腐蚀较为严重,其余设备腐蚀轻微。
D204为燃料气分液罐,规格为φ800 mm×3 283 mm×8 mm,操作温度为80 ℃,压力1.03 MPa,介质为干气。
检查发现罐壁内部附着一层硬垢,垢下基体坑洼不平,罐壁最薄处余厚仅为3.48 mm(原始壁厚8.0 mm)。
2.4 换热器
腐蚀调查对装置区的53台换热器进行了检查,发现换热器腐蚀问题较为突出,其中E201、E202、E208、E209车间已计划更新换热器芯子。E305-4管箱隔板焊缝脱焊。
2.4.1 顶循-采暖水换热器E201
换热器管束外壁锈蚀严重,基体有蚀坑,坑深约0.3~0.5 mm。管束外壁锈蚀、坑蚀形貌见图4。

图4 E201管束外壁锈蚀、坑蚀形貌
2.4.2 分馏塔顶油气冷却器E208
换热器管束外壁锈蚀严重,基体有蚀坑,坑深约0.3~0.5 mm。E208管束外壁锈蚀、坑蚀形貌见图5。

图5 E208管束外壁锈蚀、坑蚀形貌
2.4.3 压缩富气冷却器E305-4
管箱隔板焊缝脱焊,脱焊形貌见图6。

图6 E305-4管箱隔板脱焊形貌
3 腐蚀分析
3.1 装置主要腐蚀介质
装置的主要腐蚀介质有硫化氢等硫化物、氯化氢等氯化物、环烷酸,低温 (120 ℃以下) 轻油部位 HCl-H2S-H2O腐蚀。
3.2 腐蚀成因分析
高温(220 ℃以上)部位的高温硫/环烷酸腐蚀主要取决于介质中含硫化物的种类、含量和稳定性。参与腐蚀的有效硫化物包括H2S、单质硫、硫醇(R-SH)等活性硫,且易分解为H2S和单质硫的硫化物含量越高,则腐蚀性就越强。此外,硫腐蚀和环烷酸、H2腐蚀相互影响[2]。
硫腐蚀与温度有关,明显的腐蚀发生在230 ℃以上。当温度达到 350~400 ℃时,硫化氢分解为单质硫,比硫化氢有更强的活性,腐蚀更加剧烈。在此温度下低级硫醇也能与铁直接反应发生腐蚀。由于温度较高,也会促使一些非活性硫化物分解成活性硫化物单质硫、H2S和硫醇,这些活性硫化物又与金属反应,并随着温度升高而加剧,最严重腐蚀发生在425 ℃。
特别是有酸(如环烷酸)存在时,酸和FeS反应破坏了保护膜,腐蚀会进一步发生,增强了硫化物的腐蚀。
由于高温环烷酸腐蚀发生于液相,因此在汽液两相、流速冲刷区及产生湍流区腐蚀会加剧。严重腐蚀的部位一般多发于高流速段。
高温环烷酸腐蚀常与高温硫腐蚀相伴,而且硫腐蚀和环烷酸腐蚀是一个连续统一体,一方面硫腐蚀生成的硫化亚铁膜在一定程度上可减缓腐蚀;另一方面环烷酸又可溶解保护性硫化亚铁膜,使腐蚀继续进行。当H2S质量分数在一个适度的范围内时才可明显抑制环烷酸冲刷腐蚀;而当H2S质量分数超过一定值时,高流速可去除保护性硫化物膜,形成硫冲刷腐蚀,并且环烷酸的存在可协同加速腐蚀,使其腐蚀速率甚至高出环烷酸冲刷腐蚀。
4 检查结论与整改建议
检修发现催化装置由于工艺合理、操作得当,整体腐蚀轻微,可以满足长周期运行的要求。
主要腐蚀检查问题及整改建议:
1)催化两器(反应器、再生器)主要腐蚀问题表现为两器、外取热器内衬里及内构件的冲蚀、磨蚀情况,衬里开裂、脱落。对高线速催化剂、粉尘引起的磨蚀和冲蚀,应避免出现局部严重冲刷及涡流产生,加强衬里的施工质量管理。
2) 分馏塔C201顶循抽出管四周塔壁坑洼不平,四周塔壁整体轻微减薄,局部坑蚀严重,建议贴板处理;顶循抽出集液槽底部焊缝多处存在缺陷,建议更换处理;升气筒下部支撑梁腐蚀较重,建议更换处理。
3)吸收塔C302检查发现,整塔塔壁附着一层锈蚀物,基体均匀腐蚀,焊缝完整,塔盘上堆积较多油污,上数第2层塔盘处受液槽腐蚀减薄、穿孔,第12/13层塔盘有较多浮阀缺失。建议更换腐蚀的受液槽,对塔体进行清扫处理。
4) 燃料气分液罐 D204罐壁内部附着一层硬垢,垢下基体坑洼不平,测厚检查发现罐壁最薄处余厚仅为3.48 mm(原始壁厚8.0 mm),建议更换处理。
5) 压缩富气冷却器E305-4管箱隔板焊缝脱焊,建议补焊。
6)E201,E202,E208,E209 管束外壁锈蚀严重,基体有蚀坑,按检修计划进行更换处理。
5 结语
设备状况良好是生产装置安全稳定运行的基础,结合生产实践进行详细的检查分析和腐蚀机理研究,可以充分总结经验,对整体和局部设备的腐蚀状况作出预判,更好地消除隐患,保证生产长周期稳定运行。
