某带吊车轻钢厂房加固节点分析与施工研究
2020-08-05张永生安徽省建筑科学研究设计院安徽合肥230031
张永生 (安徽省建筑科学研究设计院,安徽 合肥 230031)
1 引言
随着我国钢结构设计与加工技术的迅猛发展,钢结构由于其工厂加工工业化程度不断提高,可以准确快速装配及节能、环保,同时已建成的钢结构易于拆卸、加固与改造等特点,逐渐被我国认可并广泛推广应用于工业厂房、钢结构住宅及大型体育场馆等领域。缺陷处理,混凝土结构的加固日趋成熟,钢结构的加固特别是节点加固处理文献较少。本文针对某带吊车轻钢厂房出现的难点进行分析与研究,对钢结构节点的加固处理提出个人见解与认识。
2 项目改造的加固技术难点
本文针对合肥经开区某面积约9000m2的三连24m跨、榀距7.5m的单层现有门刚结构厂房进行升级改造,项目改造的加固技术难点如下。
①屋面面积较大、形状规整,业主增加光伏有效利用绿色太阳能,推动光伏产业化发展的意愿明显,但轻钢屋面现状采用C型简支檩条,无法满足增加光伏荷载的结构承载及变形要求。
②业主前期为考虑后期业务扩展及建设时期资金压力,原厂房只预留牛腿(未安装吊车梁),现为加工发展的需求准备启用增加10吨行车及配套设计的吊车梁,但焊缝经现场检测数据表明牛腿与柱上、下翼缘对接焊缝质量存在缺陷,无法满足设计及使用要求。
3 项目改造的加固方案选择
3.1 简支C型檩条承载力不满足时加固方案的选择
简支檩条加固方案通常有①改变檩条受力范围:隔跨增设简支檩条,减少单根檩条的受力荷载;②改变檩条的截面型式:通过改变檩条截面形成组合檩条或者桁架式空间檩条或者重新更换檩条,通过截面改变达到增强的作用。
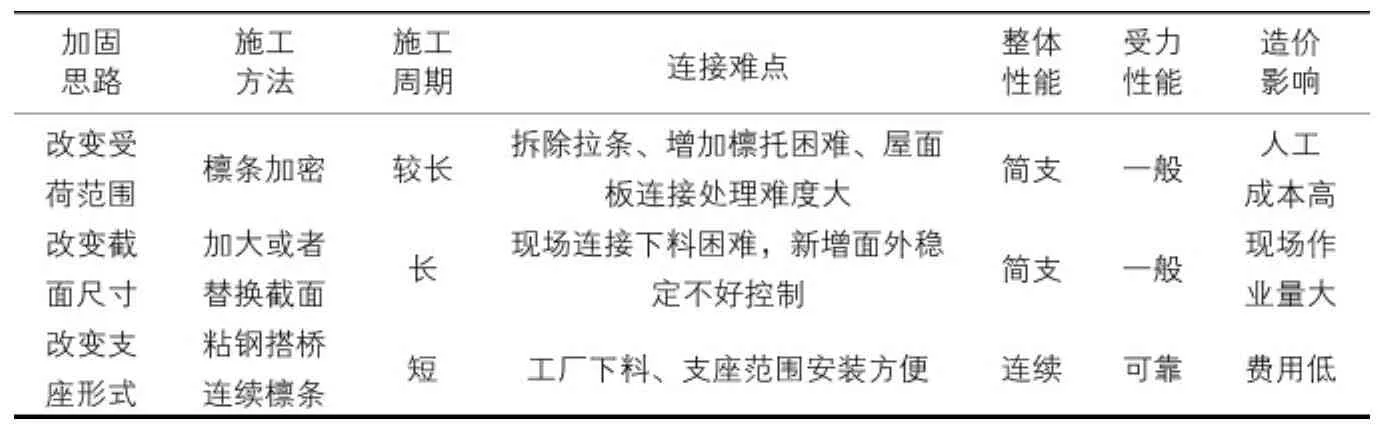
檩条加固方式对比分析 表1
通过对比分析(表1),业内常用采取檩条加密或者改变截面型式等加固方法不适用。
本项目通过借鉴Z型连续檩条支座搭接的思维,采取改变檩条的支座部位连接型式即粘钢搭桥的方法进行加固(如图1),形成连续性檩条。采取粘钢搭桥的加固方法,通过在支座相应范围内简支檩条上、下部位分别粘钢搭桥改变支座受力型式使得原C型檩条支座连续性明显增强,来满足本工程的屋面荷载增加的受力需求;施工时不需增加屋面板与檩条的连接、不需要移动原有檩条的位置,只需将原有屋面檩条支座处螺母依次松开,将新增加固件分别与原有檩条上、下部分粘钢搭桥,同时在搭接端头和支座处用螺栓增强固定即可完成改造加固形成连续受力。
3.2 牛腿与柱上、下翼缘对接焊缝质量缺陷加固方案选择
由检测提供数据由于牛腿翼缘焊缝未做清根处理,焊缝检测质量存在缺陷,达不到二级对接焊缝的要求。
通常焊缝质量缺陷加固方法:①焊缝缺陷返修,原则上同一部位的焊缝不超过两次;②局部加厚翼缘或者加宽翼缘或者翼缘内、外侧贴焊钢板补强。
焊缝返修的返修速度慢,对去除缺陷(常用刨削、磨削等)、刨槽坡口形状等对焊前焊缝质量及其焊接技能要求严格,同时在相同位置再次施焊容易对母材相应区域产生不利影响;局部加厚、加宽翼缘等方法对原有焊缝缺陷问题依然未解决,会影响连接的力学性能、疲劳使用寿命,接头容易产生应力集中。
由于常规办法无法满足吊车梁牛腿与柱翼缘的焊缝要求。结合吊车具体设备厂家提供的吊车技术参数对净空进行碰撞精准推算,牛腿上部尚有450mm的富裕尺寸(除去规范要求吊车设备外形最顶端与门刚梁底部净空要求300mm外,还有150mm高度空间可以利用)。本项目经反复论证采用上部加设T型截面加高牛腿重新焊接过渡、下翼缘采用焊缝返修或者局部加宽翼缘的加固方法来满足牛腿的正常使用要求(如图2),原上翼缘焊接仅作为安全储备的方法在计算中不予考虑。
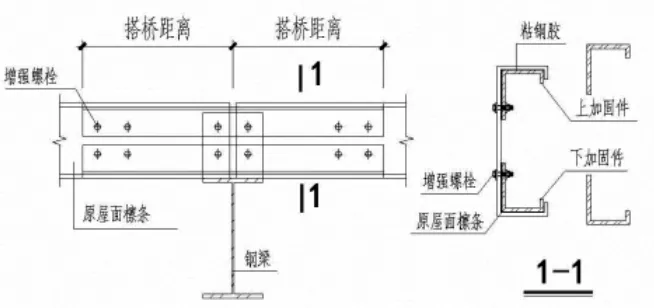
图1 粘钢檩条支座连接示意图
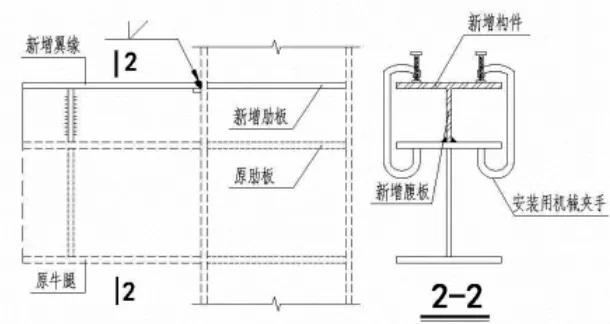
图2 牛腿上翼缘加固图
4 项目改造的设计与施工关键技术要求
4.1 粘钢搭桥连续檩条设计要点与施工要点
4.1.1 设计计算要点
①基本要求:粘钢搭桥连续檩条需要满足现场檩条五跨及以上要求。由于本屋面为标准多跨共计17跨,连续效应明显。
②承载能力及挠度变化特征:对于本厂房榀距即檩条跨度7.5m,采用粘钢搭桥连续檩条的加固方法,经PKPM计算结果显示,端跨跨中承载力无明显提高,第二跨跨中及中间跨跨中承载力提高20%~30%,一般能满足单独增加光伏荷载或者喷淋荷载的要求。在荷载增加的情况下,挠度变形由于连续连接有利影响相对于简支荷载作用下的变形显著减小,观感增强。
③应对措施:对于端跨由于端跨跨中弯矩以及效应无明显增强,采取支座相关范围粘钢搭桥截面过渡的方式增强设计无法满足本项目光伏端跨的安装增加荷载的要求。本项目为减少檩条加固截面的多样性,采取端跨通长粘钢搭接相同跨中支座连接构件的方式来满足改造加固的安全要求。
4.1.2 粘钢搭桥连续檩条施工要点
①一般选用材质强度高一等级的B级以上镀锌钢板加工而成,避免冷轧加工的弯折脆性同时增强新增构件在原支座处连接的节点受力性能。
②先拆卸受影响部位的直拉条、斜拉条及隅撑,同时采取必要措施固定檩条(防止侧向失稳)。
③檩条檩托处打孔位置应与原檩条孔位置一致,同时原有檩条嵌套相关部位需现场打孔定位。
④采取必要措施临时固定原檩条与檩托连接处再分别拆卸,用粘钢胶粘接并加压粘钢搭桥檩条结构件并分别安装上、下原支座檩托处的螺栓,最后再安装增强螺栓。
⑤粘钢搭桥完成后再安装拉条及隅撑以达到张紧的效果,防止檩条扭转。
4.2 牛腿加设上部T型截面翼缘对接设计施工要点
①为了便于施工,保证施工质量,保证对接焊缝充满母材缝隙,根据钢板翼缘厚度采取坡口形式;②剖口焊接方法需工厂精确设置;③缝下面需设一块引弧板,防止熔化的金属流淌,并使根部焊透,焊接完成后应切除。④焊缝焊接需要设置机械抓手临时固定,同时设置合理的焊接工序以免现场焊接产生的收缩变形。
本项目自2017年改造施工投入使用已3年有余,目前加固节点经现场抽检无明显缺陷,厂房整体功能使用良好。
5 项目节点加固改造的研究结论
①粘钢搭桥连续C形檩条加固节点对于厂房改造如加设喷淋、屋面增设光伏或者檩条承载力略小的檩条进行加固处理效果显著,同时具有不需要拆装屋面板、施工简单快捷、费用小、可靠性强等优点,有一定的借鉴、推广意义。
②牛腿加设上部T型截面与柱翼缘剖口熔透焊的加固方法在本项目中效果明显,这种加固办法节点处理简单。对于钢结构厂房和钢框架等结构中梁与柱的强轴翼缘对接焊缝存在质量缺陷的处理有一定的参考价值。此种加固方法能够满足节点的受力及疲劳要求,同时满足“强节点、弱构件”的设计理念,加固后具有较好的抗弯性能与抗震性能,对于钢结构类似节点的加固具有很好的推广应用价值。
