法兰螺栓定力矩紧固在工程施工中的应用
2020-07-28张伟广东茂化建集团有限公司工程事业部广东茂名525000
张伟(广东茂化建集团有限公司工程事业部,广东 茂名 525000)
0 引言
在石油化工生产中,石油化工设备和管道连接中最常使用的形式是法兰连接。法兰连接依靠螺栓、法兰和垫片协同实现作用。英国UK00A(海上操作者协会)对100 对失效的法兰进行调查,得出结论,其中81%的泄漏是由于不正确的螺栓载荷造成的[1]。在实际工程施工中,引起法兰密封泄漏的原因主要有以下四点:(1)装置操作条件:温度变化,压力波动和原料切换;(2)法兰因素:法兰上螺母支撑面凹陷不平整,法兰面与螺栓轴线不垂直等;(3)密封垫片因素:密封垫片存在贯穿性缺陷,密封过载等;(4)紧固件因素:螺栓塑性变形,螺牙阻力过大,螺栓预紧力不够等。因此,为避免装置发生泄漏事故,在实际工程施工中对法兰螺栓定力矩紧固进行过程管理显得至关重要。
1 法兰螺栓定力矩紧固简介
1.1 螺栓紧固的原理
螺母用于存留拉伸力,若螺母转动的角度使每条螺栓都得到所要求的伸长量,则每个螺栓就会存留相同的拉伸力;若每条螺栓存留的拉伸力相同,则法兰可获得均匀的载荷;若载荷均匀,则法兰就会平行闭合,没有泄漏。
1.2 定力矩紧固的原理
在定力矩紧固螺栓过程中,使用液压扭矩扳手、气动扭矩枪、锂电枪等工具分别通过液压控制系统、气动控制系统、电动控制系统精确可靠地控制紧固力矩的大小,提高螺栓连接的可靠性,降低螺栓疲劳断裂而造成的危险性,实现静密封“零泄漏”的目标。
1.3 定力矩紧固流程
定力矩紧固流程如图1 所示。
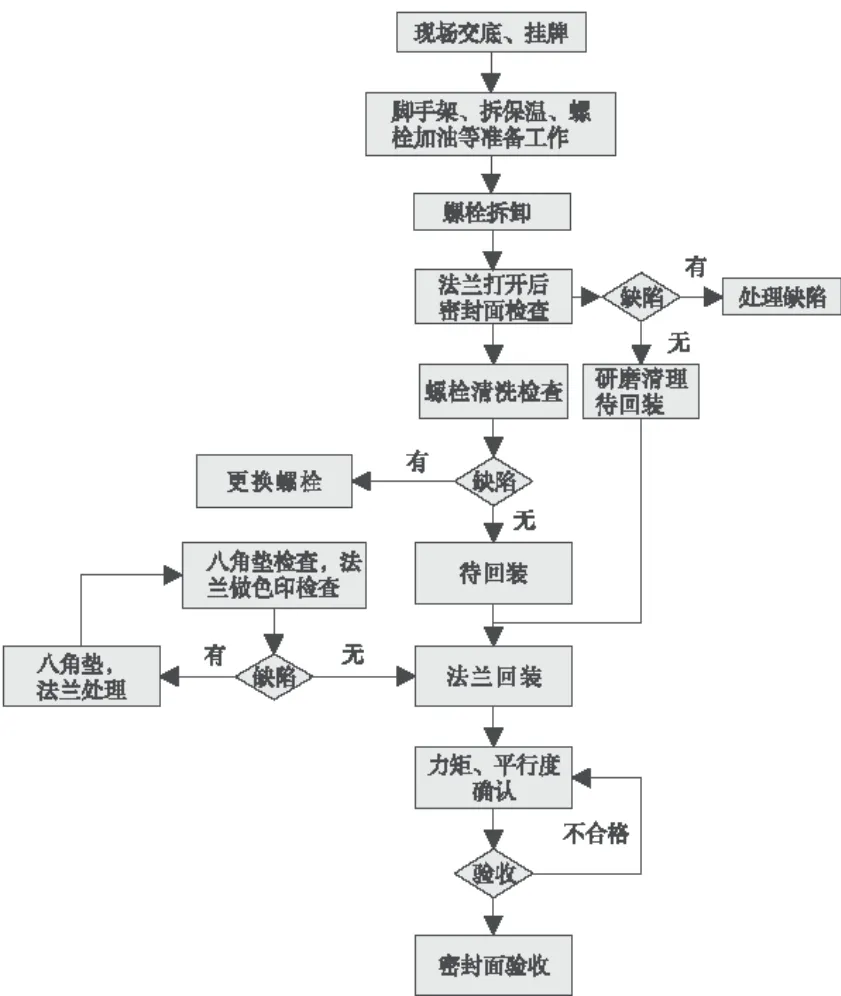
图1 定力矩紧固流程图
2 对法兰螺栓定力矩紧固实施过程管理
为规范基建工程中法兰密封面的施工作业,在施工期间对法兰螺栓定力矩紧固实施过程管理具有重要意义。2019年10月,茂化建在中石化广州分公司轻催装置大修中高压法兰全部采用定力矩紧固的方式进行紧固施工,取得良好效果。
2.1 前期准备
(1)技术准备
①法兰螺栓工况调研及力矩值计算。准确的工况数据是计算螺栓力矩值的关键,需要各施工员提供螺栓数据并结合现场实际复核。螺栓所需的最小力矩由三部分组成:a.克服温差变化所需的力矩;b.克服内压所需的力矩;c.保证密封垫正常工作时所需的力矩。根据调研数据,按照GB 150—2011《压力容器》中关于压力容器法兰螺栓负荷的计算[2],精确计算每个工况中螺栓在设备运行中法兰稳定工作所需的螺栓载荷,从而设定目标力矩值。计算方式如下所示:
法兰连接螺栓预紧力:

法兰螺栓力矩:

式中:C为可靠性系数,通常取C=1.1~1.3;R为受拉螺栓的横向载荷;f为接合面间的摩擦系数(本项目装置为干燥的机加工表面,取0.10~0.16);z为1 对法兰的螺栓个数;m为接合面数;Tf为法兰螺栓力矩(N·m);d为螺栓公称直径(m);K为力矩系数,K对于一般加工表面,如果是有润滑的,K可以取0.13~0.15;如果没有润滑的,K可以取0.18~0.21。
在定力矩施工初期,对中石化广州分公司轻催装置大修中高压法兰按照螺栓的尺寸规格、材质、强度等级以及操作工况温度,结合公式(1)和(2),计算出螺栓力矩值,计算结果如表1 所示。
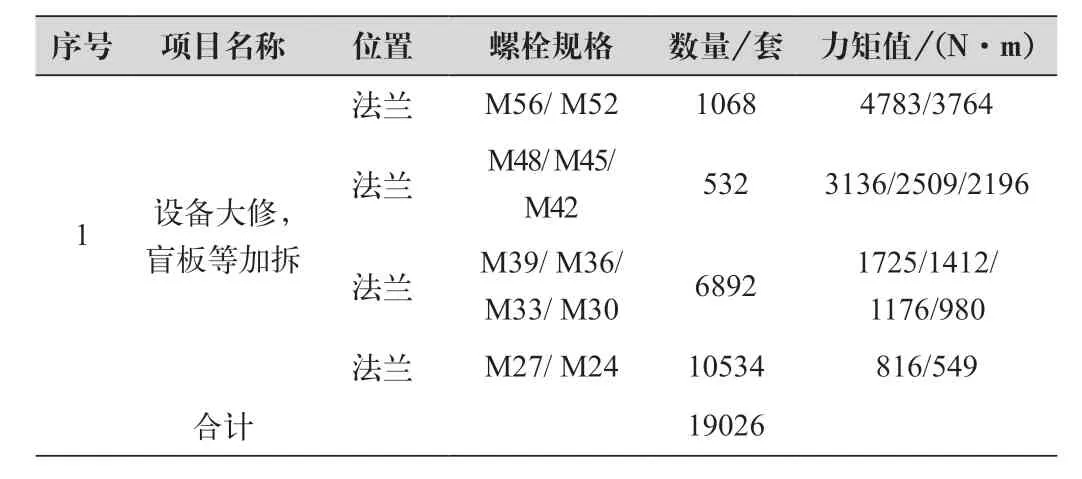
表1 轻催装置检修设备法兰螺栓力矩值统计表
②制作挂牌。检修设备的定力矩确定后,建立台账清单,制作“法兰定力矩紧固标准化施工标识牌”。
③学习施工方案。组织现场施工人员、质检人员及操作人员学习方案中设置的质量控制点、质量标准控制要求及密封面定力矩检修规程。
(2)材料验收。按设计文件和产品标准的要求,验收密封垫片和新螺栓,验收合格后做好色标。
2.2 现场交底挂牌
与监理或业主现场代表对接定力矩紧固法兰位置、数量,建立数据清单,装置停工后进行贴牌标记。
2.3 螺栓清洗和检查
螺栓拆卸后按法兰编号收集标识,搬运至指定区域清洗,用柴油或其他溶剂进行浸泡、清洗,确保其表面无锈渣、油污、积垢。同时检查螺杆、螺母的腐蚀情况及螺牙是否损坏、螺母能否自由旋入螺杆,检查完成后,分类做好标识、做好防护,装箱待用。
2.4 法兰密封面清理和检查
法兰密封面打开后,需立刻用铲刀、抹布和砂纸对密封面进行清理打磨,并对法兰密封面的完好性进行检查,清理后的密封面要做好保护工作,避免锈蚀及碰伤。
2.5 垫片安装
安装法兰时先将外层保护塑料胶带拆除,检查密封垫的完好性及有无缺陷;必须将密封垫放到位,切勿将安装密封垫所用的胶带遗留在密封垫上。
2.6 螺栓润滑
润滑可以降低摩擦系数,以更低的力矩达到给定的螺栓载荷,有效提高螺栓之间载荷的一致性,同时利于下次紧固件的拆卸。一般工况下润滑剂选润滑脂,高温工况下选二硫化钼。
2.7 法兰回装
依据ASME PCC-1—2010《压力边界螺栓法兰连接装配指南》对法兰中心线找正[3]:在法兰周围选四个点,相互间隔90mm,确保任何一点的公差均小于1.5mm。
法兰平行度的找正:通过测量和比较法兰的最大/最小间隙来确定,保证其公差不超过0.8mm。
法兰螺栓孔的找正:按90o的测量公差;在此情况下,保证螺栓穿过法兰螺栓孔,或者两螺栓孔在3mm 的范围内。
两片法兰间隙的调整:当法兰处于静止状态时,两个法兰间距应大于垫片厚度,且不超过垫片厚度的两倍。
法兰螺栓回装需注意:同一片法兰螺栓材质和规格保持一致;螺栓回装避免损坏螺纹;螺栓穿过螺栓孔后如有污染,需清理后再涂抹润滑剂;拆卸前对法兰螺栓编号;两头螺杆露出的螺纹长度要调整一致。
2.8 定力矩紧固
(1)螺栓编号及紧固。法兰紧固采用两同步的方式,紧固前要对每个螺栓进行编号,便于紧固时工具的对称放置。在紧固的过程中,遵循同步对称、顺序、分步紧固原则,保证法兰平行闭合。在轻催装置大检修中,以T301-RK01 法兰(螺栓规格为M36、螺栓力矩为1412N·m)为例,紧固步骤为:①紧固到目标力矩的50%,即706N·m;②紧固到目标力矩的80%,即1130N·m;③紧固到目标力矩的50%,即1412N·m,顺时针紧固所有螺栓至全部不再转动。紧固方法为:①采样十字对称定位紧固,如图2 中①⑦和④⑩;②采样十字对称顺时针紧固,如图2 中②⑧、③⑨、⑤⑪、⑥⑫;③采样十字对称顺时针顺序紧固,如图2 中①⑦、②⑧、③⑨、④⑩、⑤⑪、⑥⑫。

图2 法兰螺栓紧固顺序图
(2)法兰平行度及间隙测量。
(3)力矩校验。法兰螺栓紧固完成后,进行力矩校验(力矩校验流程见图3),用校验合格的力矩扳手对紧固后整盘螺栓总数的20%进行随机抽检。
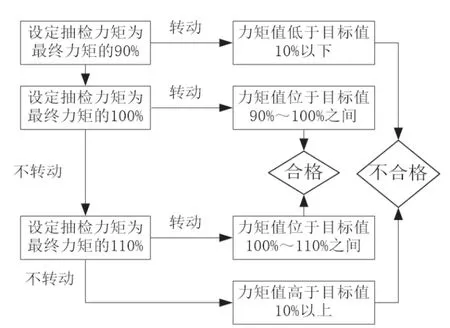
图3 力矩校验流程图
(4)验收标准
①设定抽检力矩为最终力矩的80%,若被抽检的螺母转动,则判定该法兰紧固不合格,需重新紧固至验收合格为止,若螺母没有转动则进入校验第二步骤。
②设定抽检力矩为最终力矩的110%,被抽检的螺母转动则判定合格,不转动则判定该法兰螺栓不合格,验收不通过,需重新紧固至验收合格为止。
3 法兰螺栓定力矩紧固的应用效果
3.1 降低了物料介质的泄漏排放
在轻催装置大修中,经过定力矩紧固后的设备法兰螺栓,抗疲劳的性能更好,能长期保持良好的紧固状态,保证设备在工作负荷的情况下不泄漏物料介质,有效降低了物料介质的泄漏排放。
3.2 提高了设备及人员的安全性
设备在工作负荷或压力下,其法兰螺栓容易造成变形或断裂,使得设备物料大量泄漏,造成火灾、爆炸或人员的烧伤、烫伤、炸伤、中毒等事故,通过对法兰螺栓定力矩紧固实施过程管理,可100%提高设备及人员的安全性。
3.3 提高了工程施工效率
若在设备的维修、安装过程中使用传统办法进行法兰螺栓紧固,用套把通过人力或大锤敲打去紧固法兰螺栓,特别是施工场地狭窄处的螺栓,紧固一个螺栓需要10 多分钟,但实施定力矩紧固作业,不到1 分钟就能完成,工程施工效率提高数十倍。
3.4 施工效果好
法兰螺栓定力矩紧固在维修、基建工程中的应用,保证了工程施工质量,节约了大量的人力物力,使得资源得到有效利用,施工劳动强度降低,施工效果好。
3.5 提高了经济效益
对法兰密封实施定力矩紧固过程管理,确保了“零泄漏”的效果,确保装置一次开汽成功,提高了经济效益。以茂化建在中石化广州分公司轻催装置大修为例,若使用传统的人力进行法兰螺栓紧固,装置需停汽,重新紧固泄漏的法兰螺栓,耗时至少15 天,按轻催装置产能计算,每天的生产能力大约为5.5 万吨油品,15 天装置减产82.5 万吨油品,同时返修也浪费了大量人力物力。
4 结语
本文在中石化广州分公司轻催装置大修对高压法兰全部采用定力矩紧固的方式进行紧固施工并实施过程管理,收到了良好效果:(1)降低了物料介质的泄漏排放;(2)提高了设备及人员的安全性;(3)提高了工程施工效率;(4)资源得到更有效的利用,投入减少,施工效果更好;(5)提高了经济效益。
