三元复合仿羊绒保暖纱线的开发
2020-07-28张启祥汪吉艮
张启祥,杨 骥,汪吉艮
(江苏大生集团有限公司,江苏 南通 226002)
随着生活水平的不断提高,消费者对纺织产品的要求也越来越高。人们开始注重纺织服装的服用性能与性价比。21世纪初,一种以涤黏混纺纱线为原料的仿羊绒产品在国外问世,通过采用特殊组织和拉绒处理,使织物的仿真效果显著[1-4]。仿羊绒面料问世后,受到了消费者的青睐,赢得了广阔的市场。但是,由于仿羊绒面料在面料风格和舒适性等方面都与羊绒面料有很大的差异,产品档次处于中低水平,无法满足人们对舒适性和高档化的要求。如何利用低成本的原材料获得高档面料的触感和性能,一直以来都是本领域技术人员急待解决的问题。本研究开发的三元复合仿羊绒保暖纱线,是迎合消费者需求而开发的一种新型功能性复合纱线,使用此纱线开发的面料,不仅实现了羊绒面料的美丽外观,而且实现了吸湿、透气、速干、保暖、柔软舒适等功能特性[5-8]。
1 总体思路
在研究分析国内外现有的功能性超仿棉纤维产品技术、最先进的差别化超细腈纶纤维技术及新型再生纤维素纤维性能特性的基础上,研究开发新型生态柔软纱线加工技术。通过新型纤维技术与纱线加工技术的集成创新,开发新型功能性松式柔软结构纱线产品。
2 技术路线
设计开发一种高异收缩复合纱线,外层与芯纱分别由收缩率高度差异的两种纱线构成。外层纱为低收缩纱线结构,芯纱为高收缩纱线结构。两种纱线的结构差异,芯纱上会形成很细且很均匀的小螺旋圈,而在外层纱线表面则形成随机、不均匀且比较长的大螺旋圈。外层低收缩纱线在染整工序热处理下能自我延伸,在织物表面产生微小的圈,使织物表现出蓬松感,并且有助于后道磨毛时产生更好的起绒效果。利用公司自主研发的具有完全自主知识产权的发明专利技术ZL201010218149.9功能性复合无捻纱的生产方法与新型纤维技术进行复合,设计开发Porel50/Dralon20/Proviscose30 11.8tex+Proviscose5.9tex复合纱,通过主体纱及骨架纱的捻度差异,形成一种由多组分纤维复合的高异收缩结构纱线。
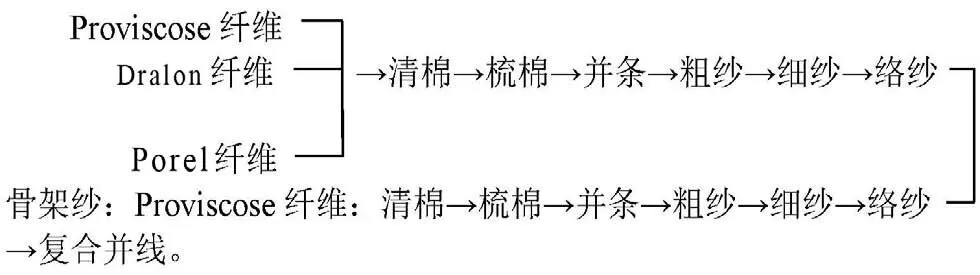
3 工艺流程
主体纱:
4 主要措施
4.1 主体纱各种纤维混纺比例的确定
既要保证目标产品膨松、吸湿透气、速干、保暖、起绒效果等主要功能特性的实现,又要能节约原料成本,综合考虑两大因素,通过多次对比试验,选择Porel纤维含量50%,Dralon纤维含量20%,Proviscose纤维含量30%。
4.2 复合纱、主体纱与高支骨架纱捻系数、捻向的选择
主体纱与骨架纱的捻向相反,复合纱捻向与主体纱相反,与骨架纱相同,这样在形成复合纱的过程中,骨架纱捻度会增加,主体纱会退捻,从而形成内紧外松的纱线结构。
在保证后道织造及面料抗起毛起球要求的前提下,纱线捻系数尽量偏小控制,具体工艺参数如表1所示。

表1 复合纱、主体纱、骨架纱纱支、捻系数、捻向对照
5 关键工艺
5.1 主体纱Porel50/Dralon20/Proviscose30 11.8tex
工艺流程:A002D抓棉机→A035C混开棉机→FA106B开棉机→A092给棉机→A076F成卷机→A186F梳棉机→FA311并条机→D401C并条机→A454E粗纱机→FA506细纱机→赐来福338络筒机。
5.1.1 纤维预处理
Porel卷曲少,抱合力较小,而且Porel,Dralon纤维在纺纱过程中容易产生静电,所以可纺性比较差。在投产前要先对纤维进行预加湿,并加入抗静电剂,其与水的比例为1∶100,放置12 h以上再投料生产,保证清花和梳 棉过程中顺利成卷、成网,同时也尽量减少后道工序中产生静电。
5.1.2 保证原料混合均匀
Porel纤维混纺面料在后道印染时采用套色染工艺,而且Porel纤维吸色较快,为防止面料染色不匀,在纱线生产过程中将原料混合均匀特别重要。因此,条混采用3道并合工艺,尽量增加并合数,保证3种纤维能够混和均匀。
5.1.3 保证顺利成网成条
开清棉工序遵循“以梳代打、适度开松”的工艺原则,合理设置打击点数,加大打手与尘棒间的隔距,适当降低各打手速度,减少对纤维的损伤。为减少梳棉工序的黏卷现象,采用成卷时适当加大棉卷压力、棉层间加放同品种的粗纱进行隔离等措施。开清棉主要工艺参数:开棉机梳针打手转速500 r/min,综合打手转速800 r/min,风扇转速1 200 r/min,棉卷干定量380 g/m。
梳棉工序适当减小刺辊速度,加大锡林刺辊线速比,避免纤维损伤,减少刺辊返花,保证纤维顺利转移。为避免纤维充塞针布,适当加大锡林与盖板间的隔距以及刺辊与分梳板间的隔距。适当减小棉网张力,并加重生条定量,加装导棉装置,防止棉网下挂,保证顺利成条。梳棉主要工艺参数:生条干定量20.2 g/5 m,刺辊转速800 r/min,道夫转速19 r/min,锡林转速300 r/min,锡林与盖板之间隔距0.30 mmh0.25 mmh0.25 mmh0.25 mmh0.30 mm,锡林与刺辊隔距0.13 mm,锡林与道夫隔距0.10 mm,刺辊与分梳板间的隔距1.20 mm。
5.1.4 并粗工序和细纱工序防缠绕
严格控制车间温湿度,使各工序处于放湿状态。设定头并条干定量为19 g/5 m,熟条干定量为16.5 g/5 m,并适当降低车速,缩短罗拉、胶辊的清洁周期,胶辊表面进行抗缠绕涂层处理。粗纱工序保持纺纱通道光滑、清洁,采用“大捻度、大后区牵伸”的工艺配置,增加须条紧密度。
细纱工序采用WRC965型胶辊,并用抗绕剂对其进行微处理,上车前提前一天放置车间,以适应车间温湿度环境。适当降低锭速,减少细纱断头后须条缠绕罗拉和胶辊的概率。
5.1.5 控制毛羽和棉结
为了避免成品面料起毛起球现象,细纱采用赛络紧密纺工艺,结合公司自主开发的超小隔距新型纺纱工艺,通过减小主牵伸区的隔距,缩短纤维浮游区,并配合减小的后区牵伸,减少纤维扩散、使须条结构紧密。为减少成纱毛羽,合理选配钢领钢丝圈,适当降低锭速。主要工艺配置:罗拉隔距16.5 mmh40 mm,罗拉加压135 Nh100 Nh135 N,后区牵伸1.15倍,锭速16 500 r/min,钢领型号PG4254,钢丝圈型号bracker4/0。
5.1.6 成纱质量
Porel50/Dralon20/Proviscose30 11.8tex纱线质量技术指标测试数据如表2所示。
5.2 骨架纱Proviscose 5.9tex
工艺流程:A002D型抓棉机→A006B→A036C→A092→A076C→A186→D221(预并)→FA311(混一)→D221(混二)→FA415→FA506。
5.2.1 原料预处理
Proviscose纤维卷曲少、模量大、弹性差、抱合力小,纤维间容易分离,在加工过程中,与机件的摩擦作用强。为改善其可纺性,在纺纱前必须对纤维进行充分预松、加湿、加抗静电等预处,使纤维的回潮率在12%左右。
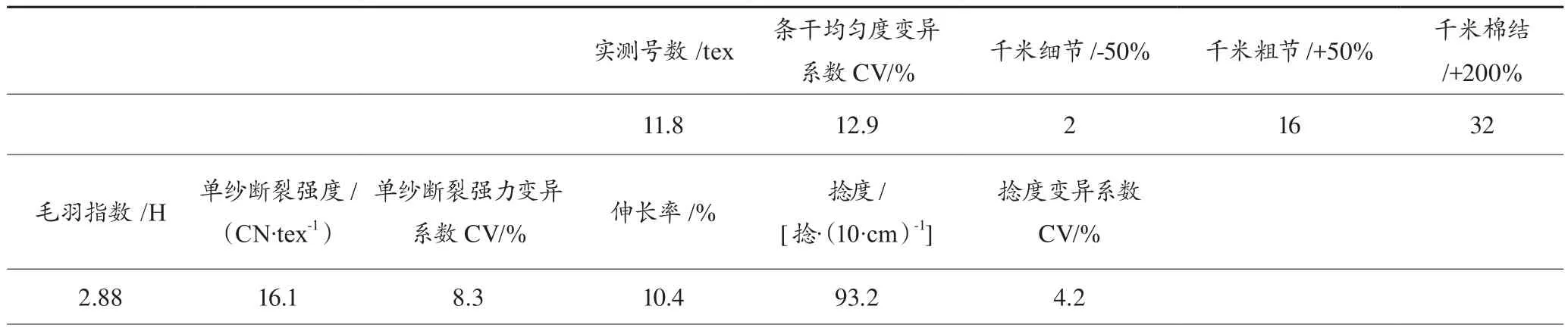
表2 Porel50/Dralon20/Proviscose30 11.8tex纱线质量技术指标测试数据
5.2.2 清花工序
为防止纤维损伤和打击成束,采用“勤抓少抓,多梳少打,充分混合”的工艺,各打手速度适当降低,棉卷质量重,不匀率大,将天平罗拉牙由27调整为30,降低天平罗拉转速可降低棉卷不匀率。
为了解决Proviscose纤维棉卷黏卷现象比较严重的问题,采用同原料粗纱隔离棉卷的方式减少黏卷现象。由于纤维抱合力差,为使棉卷顺利成型,适当增加棉卷罗拉加压压力。
5.2.3 梳棉工序
由于Proviscose纤维抱合力较差,为保证棉网顺利成型,将道夫速度降到18 r/min。采用低齿高的锡林针布,使纤维转移顺利。另外,锡林与盖板间的隔距适当增大。
5.2.4 并条工序
采用3道并条,为获得较好的条干均匀度且适应高速,头并牵伸方式采用三上三下加导向上罗拉压力棒曲线牵伸。选用具有自调匀整装置的立达并条机,加强对棉条的不匀调节和重偏控制。对胶辊表面进行涂层处理,适当增加涂层厚度,减少须条缠绕胶辊现象,保证生产正常进行。
5.2.5 粗纱工序
遵循“轻定量、低速度、重加压、大隔距、小张力牵伸、偏大捻系数”的工艺原则。因为纤维抱合力差,所以采用新型假捻技术来提高假捻效果,粗纱捻系数偏大掌握,粗纱机车速适当降低,粗纱张力在保证正常开车的前提下偏小掌握,以减小意外牵伸产生。偏轻掌握粗纱定量,以减小细纱牵伸倍数,提高成纱条干水平。生产和运输过程中,采取措施严防条子起毛。在卷装方面,宜采取小卷装,并采用较大的轴向卷绕密度,可减少粗纱退绕时的意外张力和断头。
5.2.6 细纱工序
由于原料蓬松,抱合力较差,加上经过多次并合,细纱车速偏低掌握,以改善纱线条干满足织造要求。遵循“中加压、低速度、小后牵伸、小钳口隔距”的工艺原则。采取工艺措施:适当前移细纱前胶辊位置,减小纺纱三角区面积;选用中等硬度的胶辊,进行表面抗静电处理,减少毛羽的产生;采用内花绞胶圈,减少纤维滑溜,有效防止纤维扩散,减少自由端露现,降低成纱毛羽;偏大掌握捻系数,降低纤维头端从纱体滑出的概率,减少毛羽数量。
5.2.7 络筒工序
络筒工序是毛羽增长的主要工序,同时又是产品质量的最后一道关口,为提高成纱质量,采取工艺措施:根据后道产品质量要求设置电清参数,用好辅助点;选择合理的退加捻参数,提高气捻结强力。
5.3 复合纱Porel50/Dralon20/Proviscose30 11.8tex+Provi-scose 5.9tex
5.3.1 控制措施
为了解决并纱过程中骨架纱易断头的问题,对通道改用新磁口,尽量采用小张力控制。为保证卷绕张力和成形张力一致,气圈张力刻度一致为4档,卷绕张力调节为“3”,龙带张力头尾相差±2%,锭速设定为7 500 r/min,捻系数设定范围为320~340,在不影响并线质量的前提下,尽量偏小控制。
5.3.2 产品实验数据
Porel50/Dralon20/Proviscose30 11.8tex+ Proviscose 5.9tex复合纱技术质量指标如表3所示。
6 原料的选择
目标产品的主要功能特性是具有永久的柔软舒适、吸湿透气、暖感、绒质感。因此,纤维原料选择是关键的第一步,即通过采用多组份纤维混纺去实现不同性能的叠加互补。选用Porel,Dralon,Proviscose 3种新型纤维,通过不同混纺比、纱线结构和面料结构的设计开发,来实现最终产品的功能特性需求。
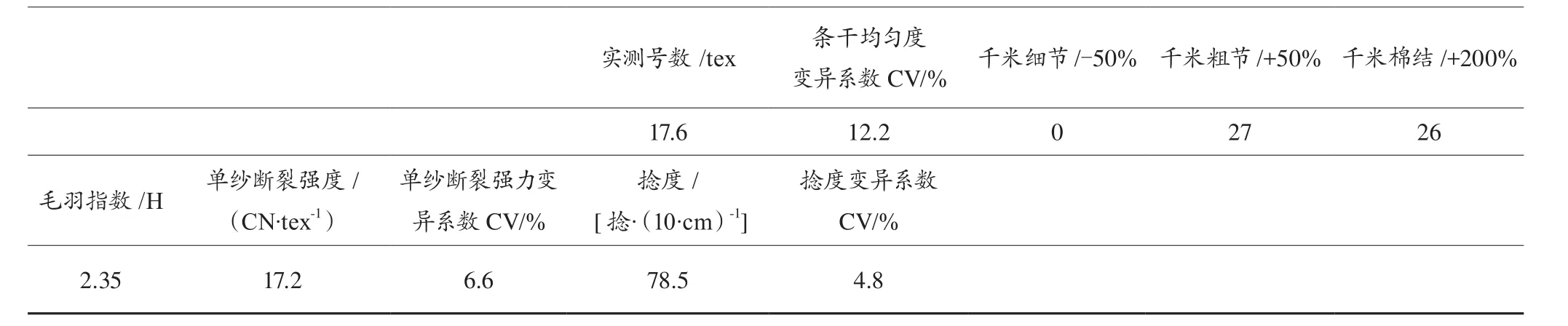
表3 复合纱技术质量指标测试数据
6.1 Porel纤维
Porel是一种改性聚酯纤维,采用棉型异型截面,原丝中空度达到25%,形成的独特保暖系统,使面料的保暖性能增强;注入了柔性链段和亲水性基团,形成了卓越的仿棉技术,使面料的吸湿、透气、柔软、舒适等类似棉纤维的性能明显增强。纤维截面如图1所示。
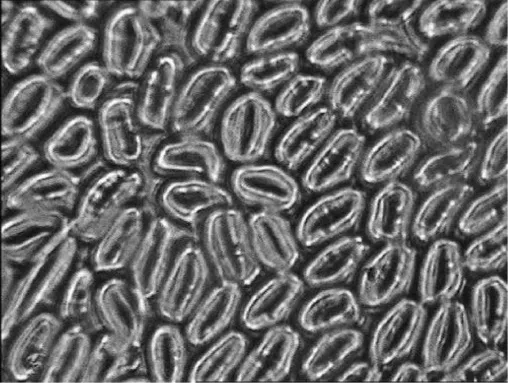
图1 Porel纤维截面
主要物理性能指标:纤度1.67 dtex,纤度偏差率5.9%,长度38 mm,断裂强度4.15 cN/dtex,断裂强度CV值20.5%,断裂伸长率24.5%,断裂伸长率CV值37.2%,回潮率0.8%。
6.2 Dralon纤维
Dralon是一种具有哑铃形异性截面的超细腈纶纤维,采用干法纺丝技术,内部及表面有极少微孔,使纤维柔软舒适、蓬松丰满、干爽透气,具有类似羊毛的抗日晒、耐气候和防霉防蛀的性能。Dralon与日产腈纶相比,弹性回复率和卷曲弹性度更好,纤维模量较大,性能更接近羊毛。
主要物理性能指标:纤度0.90 dtex,长度37 mm,断裂强度3.2 cN/dtex,断裂伸长率(25±5)%。
6.3 Proviscose纤维
Proviscose 纤维是一种混合型新型生物质再生纤维素纤维,原材料取之于天然榉木,可100%自然生物降解,生态环保;具有卓越的染色性能,赋予产品柔和靓丽的色泽;纳米原纤的纤维结构具有极佳的吸湿透气性;综合了天丝与黏胶的优良特性,既柔韧又光滑。
主要物理性能指标:纤度1.33 dtex,长度38 mm,干断裂强度2.66 cN/dtex,干断裂伸长率17.5%。
7 成纱质量
Proviscose 5.9tex纱线测试数据如表4所示。

表4 Proviscose 5.9tex纱线测试数据
8 结语
三元复合仿羊绒保暖纱线除了具有羊绒纱线的纤细、轻薄、柔软、滑糯、保暖等优良性能,还能克服羊绒纤维的不耐摩擦、易起毛等不良特性。生产实践证明,成功开发Porel/Dralon/Proviscose三元复合纱,需要注意几个方面:(1)由于Porel,Dralon纤维弹性好、抱合力差、可纺性差,因此在生产过程中应做好纤维预处理;采取科学合理的工艺措施,保证纱线光洁、抗起毛起球性达到3.5级以上。(2)由于Proviscose纤维模量大、弹性差、卷曲少、抱合性能差,在纺纱前必有对纤维进行充分预松、加湿、加抗静电等预处,使纤维的回潮率达到12%左右。(3)通过一系列技术措施保证梳棉工序成网成条顺利、并粗和细纱工序防缠绕及注重控制成纱的毛羽和棉结等,最终使主体纱、骨架纱、复合纱的质量达到设计的要求。该系列纱线产品光洁、匀整、吸湿性好、毛绒感强、仿真度好,既可制成薄型织物,也可扩展至中、厚型织物,可应用于各类服装、家居及汽车装饰等多个领域,具有较好的市场前景。