细纱机牵伸器材的优选改造
2019-04-10温瑞杰,贺伟娜,刘莉
我们公司对国内几家摇架专件进行了实用性及纺纱试验测试。在FA506型细纱机纺JC 9.8 tex品种上技改新型摇架前后,牵伸器材配置方案:方案1为原弹簧摇架+2.75 mm隔距块+普通上销+3代下销+17 mm×45 mm罗拉隔距;方案2为新常德弹簧摇架+3.0 mm隔距块+压力棒上销+2代下销+17.5 mm×45 mm罗拉隔距;方案3为新同和弹簧摇架+2.75 mm隔距块+压力棒上销+2代下销+17.5 mm×45 mm罗拉隔距;方案4新同和板簧摇架+2.75 mm隔距块+压力棒上销+2代下销+17.5 mm×45 mm罗拉隔距。结果见表1。
表1在平面牵伸技改试纺结果对比
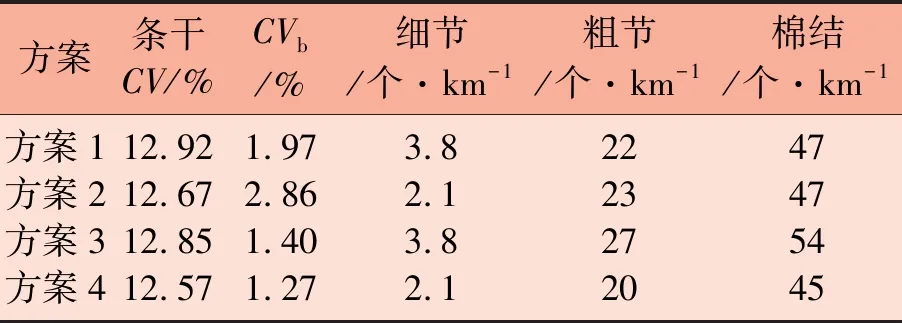
方案条干CV/%CVb/%细节/个·km-1粗节/个·km-1棉结/个·km-1方案1方案2方案3方案412.9212.6712.8512.571.972.861.401.273.82.13.82.12223272047475445
由表1可知,新摇架控制纤维的能力较原摇架强,在原摇架上推行压力棒工艺,出现纱线质量降等及千锭时断头上升,整体纺纱质量有恶化趋势。在新摇架上使用压力棒上销,缩小钳口隔距后,千锭时断头平均在10根以内,整体纺纱质量稳定。
在FA506型机V型牵伸C 9.8 tex品种上技改新摇架前后,牵伸器材配置方案:方案1为原气动摇架+3.0 mm隔距块+压力棒上销+17 mm×45 mm罗拉隔距;方案2新常德弹簧摇架+3.0 mm隔距块+压力棒上销+17.5 mm×45 mm罗拉隔距;方案3新广大弹簧摇架+2.8 mm隔距块+压力棒上销+17.5 mm×45 mm罗拉隔距。其试纺结果如下。
方案 方案1 方案2 方案3
条干CV/% 16.02 15.79 15.80
CVb/% 2.89 2.11 2.79
细节/个·km-150 38 42
粗节/个·km-1276 509 240
棉结/个·km-1486 509 440
H1 212 192 137
可看出,在同工艺情况下,新摇架优于原弹簧摇架及气动摇架,在技改过程中,未出现对质量有影响情况,在小细节疵点上优于气动摇架。
河南省舞钢市银龙集团公司