基于快反镜的工件表面质量和尺寸在线检测技术研究
2020-07-25胡巧声李永记郝沛时
胡巧声,李永记,郝沛时
基于快反镜的工件表面质量和尺寸在线检测技术研究
胡巧声1,李永记2,郝沛时2
(1.上汽大众汽车有限公司,上海 201805;2.同济大学 机械与能源工程学院,上海 201804)
运动模糊是机器视觉在线检测的重要问题,限制了检测的精度和效率。将快反镜与机器视觉相结合,开发了基于快反镜的在线检测系统。建立快反镜偏转模型,实现了工件成像的像移补偿;相机曝光和快反镜偏转同步运行,使系统采集到清晰的工件图像。采用OpenCV库对采集到的图像进行处理,计算得到工件的内径、外径尺寸和表面缺陷面积。相对于传统无快反镜在线检测系统,该系统的外径、内径和缺陷面积检测平均误差分别由1.2%、2.2%、28.9%减少至0.1%、0.3%、5.5%,在线检测速度从0.1 m/s提升到0.4 m/s。
快反镜;机器视觉;在线检测;像移补偿
1 引言
现代制造业加快向智能制造发展,对于数字化、智能化、自动化的要求越来越高。中国正处于由制造大国向制造强国的转变的阶段,《中国制造2025》明确指明将推进智能制造作为中国现代先进制造业的主攻方向。在线检测技术是智能制造的一项关键技术,相较于人工检测、抽检等传统检测方式,具有实时性、高效性、可靠性的巨大优势。
机器视觉是在线检测的有效手段[1],通过获取被测物的图像对其进行处理和分析,计算得到被测物体的特征量。但是对于生产线中高速运动的工件,机器视觉在线检测系统拍摄的图像存在运动模糊的问题,导致图像处理得到的特征量如直径、面积等计算偏差较大,降低了检测的准确性,并且限制了检测的效率。应用高速相机可以获得较为清晰图像,但是,高速相机相较于普通工业相机价格较为昂贵,另一方面高速相机对于环境的要求较高。实际的生产环境往往较为恶劣,切削液、切屑,包括电磁干扰等都会影响高速相机的正常工作,导致检测系统的稳定性不高。
为解决运动模糊问题,国内外学者进行了一定的研究。朱非甲等[2]提出面向工业检测的图像模糊处理方法,该方法基于R-L引导滤波,通过软件处理消除图像模糊,但是其应用对象是运动速度为2~4 mm/s的工件,且单张照片处理时间约10 s。吴宏圣[3]研究了无人机全景相机像移补偿的方法,综合考虑飞机姿态、相机摆扫运动等因素,获得了较满意的成像效果。JANSCHEK等[4]提出根据图像反馈信号来控制焦平面的位置,对像移进行补偿得到较为清晰的图像。BRIEB[5]在其专利中采用摆动平面镜对机载CCD相机进行像移补偿。GAYLORD[6]提出了一种用帧转移CCD进行像移补偿的方法。根据已有的研究,解决运动模糊问题的关键在于实现像移补偿。
快速反射镜(Fast Steering Mirror,FSM)是一种目标和接收器之间控制光束方向的光电装置[7],具有响应速度快、控制精度高、结构紧凑的优点,目前主要应用于激光雷达、机载激光武器、空间尺度量子通信等军事领域[8-9]。通过快反镜实现像移补偿,可以使相机采集到清晰的图像,提高检测的准确性和效率,进而可拓宽在线检测系统的应用范围。
2 基于快反镜的像移补偿原理
2.1 快反镜工作原理
快反镜由偏摆台和反射镜组成,由压电陶瓷驱动的偏摆台构成的快反镜被称为压电陶瓷驱动快反镜。压电陶瓷驱动快反镜的工作原理如图1所示,非工作状态下两个压电陶瓷叠堆长度相同,通过给两个压电陶瓷叠堆施加互为反向的驱动电压,可以使两者做互为反向的运动,使柔性饺链支架围绕轴向偏转,实现反射镜的偏转,进而使外部光线的反射光产生偏转。
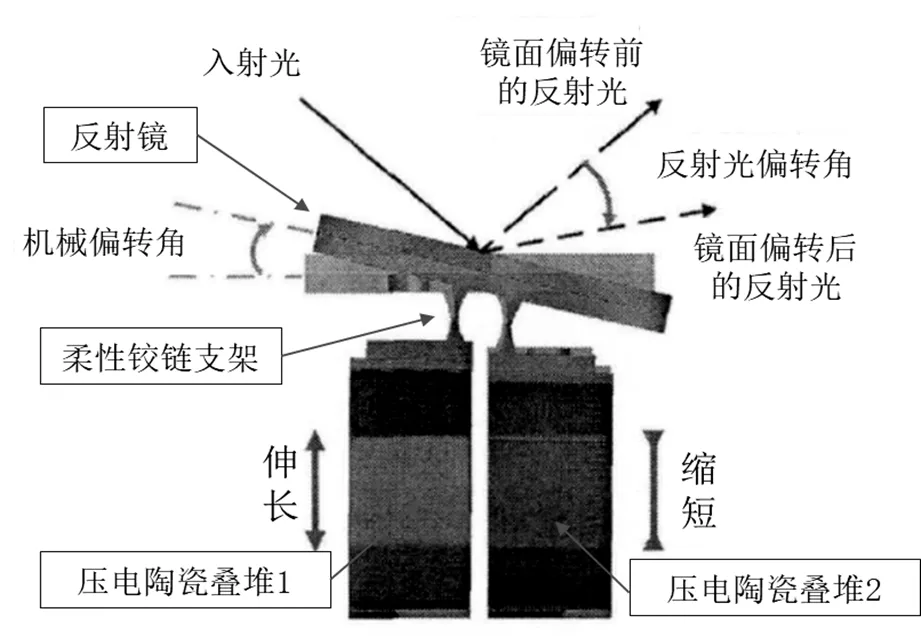
图1 压电陶瓷驱动快反镜工作原理[8]
2.2 快反镜偏转模型
运动模糊现象产生的原因是曝光时间内工件相对相机产生运动,导致工件成像相对于相机传感器发生偏移。为消除运动模糊,关键在于使工件在相机曝光时间内,成像静止于相机的视野中。将快反镜布置于工件和相机之间,以一定速度偏转,对运动中的工件进行跟踪,使其成像相对相机静止,从而实现像移补偿,避免图像模糊。为此,快反镜的偏转速度与工件运动速度、相机的曝光时间、系统部件的空间距离等参数需要满足一定的关系,即快反镜偏转模型,如图2所示。
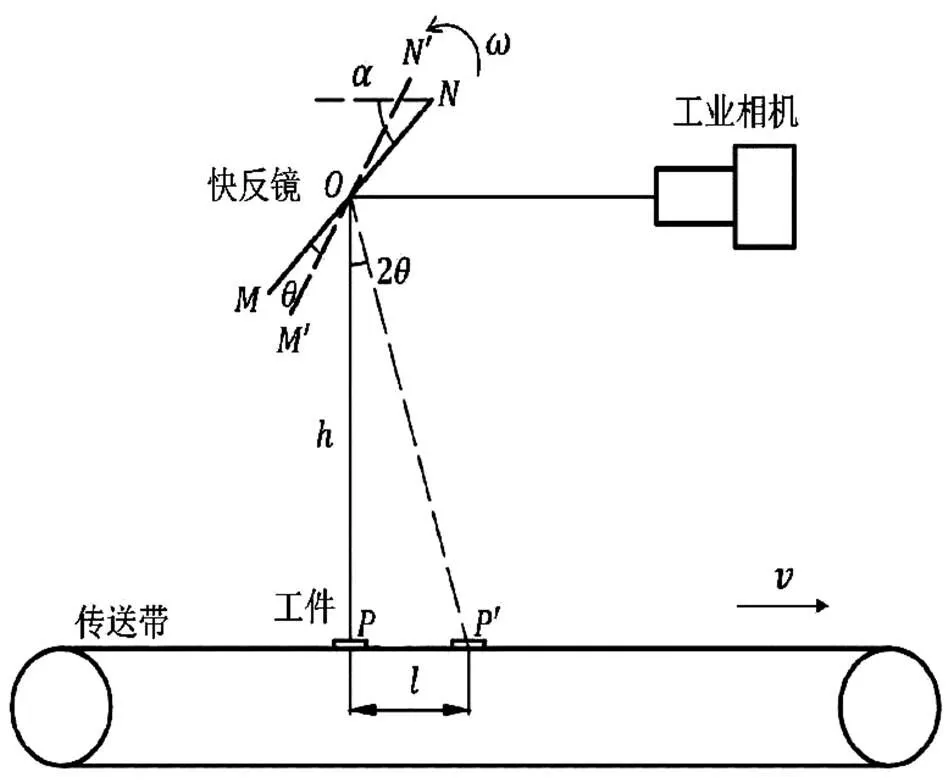
图2 快反镜偏转模型
如图 2所示,设工业相机的曝光时间为,曝光开始时刻工件处于位置,曝光结束时刻工件处于位置。MN为快反镜的初始位置,与工件运动平面夹角为45°。为实现快反镜对工件的跟踪,在相机曝光的时间内,快反镜应通过偏转使工件的反射光线保持不变,并于曝光结束时刻偏转至位置。
设快反镜在曝光时间内偏转角度为,根据光的反射规律,工件入射光角度改变为其2倍,即:

已知快反镜偏转中心相对传送带表面的高度为,传送带速度为,由于快反镜的偏转角度极小,为mrad量级,可通过近似计算得到:
快反镜的偏转角度为:

3 在线检测系统方案与设计
本文以8×14×0.2的平垫圈为检测对象,设计基于快反镜的工件在线检测系统。对该垫片的尺寸(包括外径和内径)和表面缺陷面积指标进行检测。该工件具有一定的典型性,代表了厚度方向,可忽略的平面型工件。
3.1 系统方案
该系统包含传送装置、光纤传感器、延时装置、快反镜、工业相机和计算机,以及线缆、电源等其他必要部件。传送装置带动工件运动,光纤传感器用于感知工件的位置,并将检测信号传递给延时装置。延时装置进行延时,并控制相机曝光和快反镜偏转同步运行。计算机程序进行各个部件的状态识别和控制,以及处理工业相机采集到的图像获取工件尺寸和缺陷面积信息。系统方案如图3所示。
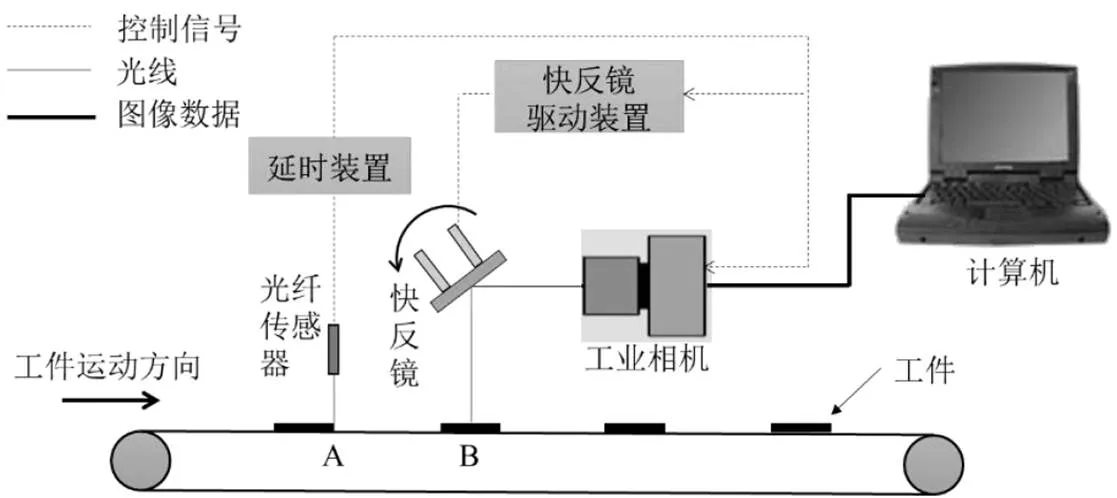
图3 工件在线检测系统方案
3.2 系统控制
系统控制信号如图4所示。

图4 系统控制信号
光纤传感器根据接收到的光强来判断信号的输出,若检测到光强超过此阈值则输出信号,反之则无信号输出。在工件未到达检测区域时,由于传送装置反光性能很差,光纤传感器接收到的反射光强很弱,无输出信号;当有工件到达检测区域时,光纤传感器接收到较强的反射光,则输出信号。从工件的检测位置到拍摄位置距离不变,延时装置基于传感器输出信号的时刻进行一定时间t-delay的延时,当工件运动至相机视野中央时,延时结束并输出触发信号,如图4(a)所示。
快反镜驱动电压为0~100 V,可实现0~2.7 mrad范围内的偏转。计算机输出0~10 V模拟量控制信号,由驱动装置放大电压并驱动快反镜偏转。为满足分辨率、检测精度、检测效率和数据传输等要求,经综合考虑,选用FLIR公司的GS3-U3-51S5M-C工业相机。该相机像素为500万,分辨率为2 448×2 048,75FPS的高帧率。工业相机采用硬触发模式,以保证工业相机曝光时刻的精确性。由于该工业相机内部集成了信号转换装置,采用的是USB接口,该相机可以直接将图像通过特定的USB3.1线缆传输给计算机而无需任何中间设备,传输速度高,便于使用计算机软件进行控制。实现像移补偿的关键在于相机曝光和快反镜偏转同步进行。根据式(3),延时装置输出触发信号后,工业相机进行曝光,与此同时在曝光时间内快反镜偏转角度。图4(b)展示了相机曝光信号和快反镜信号的同步性。
3.3 图像处理
采集到工件图像之后,基于OpenCV库对采集到的工件图像进行处理,获取工件的尺寸(外径和内径)和表面质量(缺陷面积)。图像处理流程如图5所示,主要包括滤波处理、二值化处理和轮廓提取及最小外接圆检测。
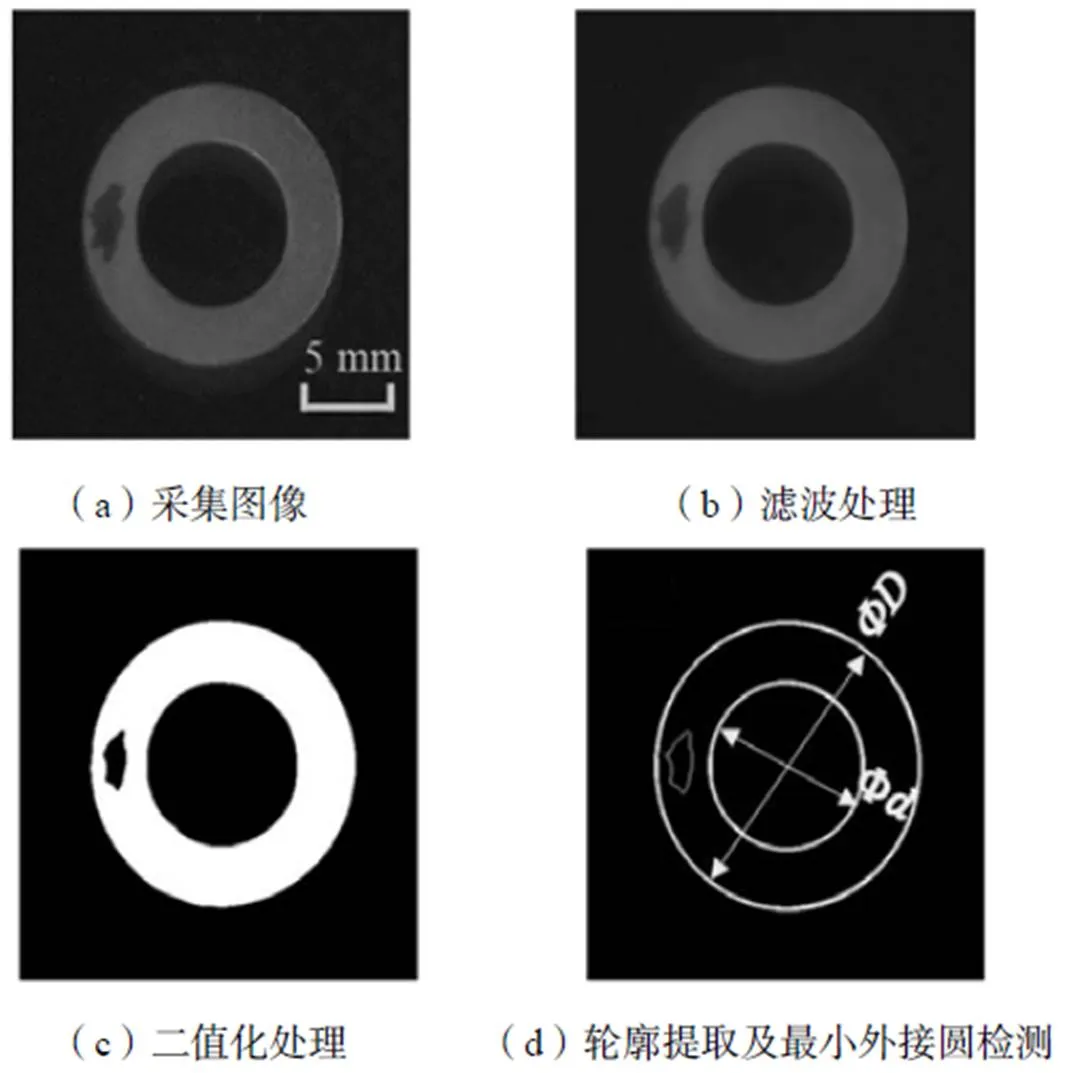
图5 图像处理过程
采集到的图像表面存在大量细小点状噪声,对图像进行滤波处理,得到无噪声且轮廓清晰的图像。由于最终目的是检测工件的尺寸和缺陷面积,需要进行二值化处理以便在图像中提取工件轮廓。二值化是将所有像素点的灰度值为0 (白色)或255(黑色),目的是使图像中主要特征的轮廓更加清晰且突出。本设计采用阈值分割函数,遍历图中所有点将像素二值化。随后进行工件的轮廓提取和最小外接圆检测,得到内、外圆直径的像素个数。
进行比例标定,获得实际尺寸和像素个数的比值。据此可通过检测得到的外环直径和内环直径值,求出外径和内径的实际数据,单位为mm,工件表面的缺陷面积等于工件面积与非缺陷面积之差,工件的非缺陷面积由二值化处理后的图像的白色(灰度值为255)像素点个数得到。
4 在线检测实验与验证
根据设计方案,搭建基于快反镜的在线检测系统,如图6所示。工件由传送带传输,快反镜、工业相机等部件安装于铝合金型材框架,便于调节部件相对位置。系统检测结果实时显示于系统控制界面。

图6 在线检测系统实物图
为验证基于快反镜的在线检测技术带来的检测性能提升,进行实验并对比该系统与传统无快反镜系统的表面质量和尺寸的检测精度。工业相机的曝光时间设置为3 ms,传送带速度调节范围为0~0.4 m/s。在有无快反镜的两种系统中,设置传送带速度为0.05 m/s、0.10 m/s、0.15 m/s、0.20 m/s、0.25 m/s、0.30 m/s、0.35 m/s以及0.40 m/s,测量工件的外径、内径和缺陷面积。
以0.40 m/s工件运动速度为例,两种系统采集到的工件图像如图7所示。无快反镜系统采集工件的图像模糊程度较大,而有快反镜系统采集的工件图像清晰且轮廓突出。

图7 采集工件图像对比
根据检测结果,分别计算检测误差,如图8所示。
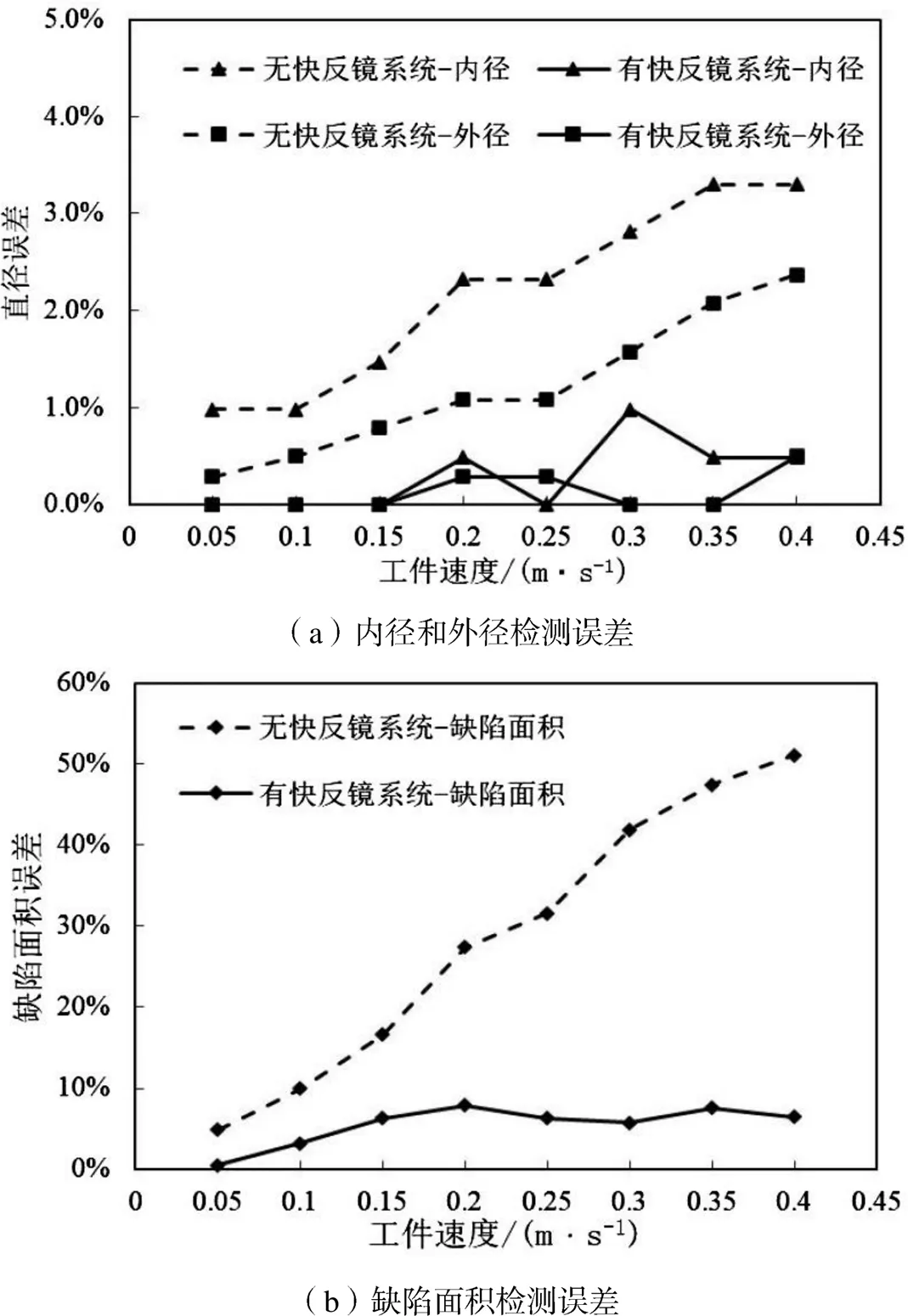
图8 检测误差对比
分析检测误差可得,对于传统的无快反镜系统,外径、内径、缺陷面积检测误差随工件速度提升而大幅增加,而有快反镜系统检测误差维持在较小的范围内;基于快反镜的工件检测系统的检测精度较无快反镜的检测系统有大幅提升,外径检测平均误差由1.2%大幅度降低到0.1%,内径检测平均误差由2.2%显著减小到0.3%,表面缺陷检测平均误差由28.9%大幅降低至5.5%;在外径和内径检测误差为1%和表面缺陷检测误差10%的要求下,基于快反镜的在线检测系统可将检测速度从0.1 m/s提升至0.4 m/s,即速度提高4倍。
5 结语
本文针对在线检测中图像模糊的问题,将快反镜与机器视觉系统相结合,开发了基于快反镜的在线检测系统。建立了快反镜偏转模型,实现了工件成像的像移补偿;相机曝光和快反镜偏转同步进行,使系统采集到清晰的工件图像。采用OpenCV库对采集到的图像进行处理,包括滤波处理、二值化处理和轮廓提取及最小外接圆检测,计算得到工件的内径、外径尺寸和表面缺陷面积。搭建了检测系统并进行对比实验,验证了该技术有效改善运动中工件图片的拍摄质量,提升表面质量和尺寸的检测精度,大大提高了在线检测速度。
军用领域的快反镜技术与机器视觉系统结合,有效改善了在线检测中运动模糊的问题,扩大了工程中在线检测的应用范围。将快反镜应用于制造领域,既是国家军民融合战略的具体实践,又助力于智能化生产线在线检测技术的发展,有利于智能制造的发展。
[1]HOU Q,SUN J,HUANG P.A novel algorithm for tool wear online inspection based on machine vision[J]. International Journal of Advanced Manufacturing Technology,2019(4):9-10.
[2]朱非甲,金鹏.面向工业检测的图像快速去直线运动模糊方法[J].哈尔滨工业大学学报,2018,50(9):123-129.
[3]吴宏圣.TDICCD全景航空相机像移补偿研究[D].北京:中国科学院大学(长春光学精密机械与物理研究所),2003.
[4]JANSCHEK K,TCHEMYKH V.Optical correlator for image motion compensation in the focal plane of a satellite camera[C]//15th IFAC Symposium on Automatic Control in Aerospace,2001.
[5]BRIEB K.Method and device for a high-resolution CCD imaging system:Germany,10567998100[P].1998.
[6]GAYLORD G O.Image motion compensation with frame transfer CCDs[C]//Proc SPIE,2002.
[7]CSENCSICS E,BENJAMIN S,GEORG S.Integration of control design and system operation of a high performance piezo-actuated fast steering mirror[J].Journal of Robotics & Machine Learning,2020(4):17-22.
[8]吴鑫.高性能快速控制反射镜研究[D].武汉:华中科技大学,2012.
[9]钱锋.星地量子通信高精度ATP系统研究[D].北京:中国科学院大学,2014.
TP391.41
A
10.15913/j.cnki.kjycx.2020.14.010
2095-6835(2020)14-0034-04
胡巧声(1983—),男,博士,主任工程师。
李永记。
〔编辑:严丽琴〕
