一种尼龙玻纤注塑预埋定位销在汽车SMC 模压件上的应用
2022-07-26孙兵
孙兵
(安徽金诚复合材料有限公司,安徽 合肥 230001)
尼龙玻纤是在聚酰胺6(PA6)中加入玻璃纤维(GF)进行增强,从而得到的一种玻璃纤维增强尼龙塑料,可明显提高PA6 的拉伸性能、弯曲性能、耐磨性和耐热性。张士华等[1]研究发现,随着GF 含量增加,复合材料的摩擦系数逐渐减小,耐磨性逐步提高,当GF 含量达到30%后,复合材料具有较好的耐磨性。尼龙玻纤产品应用到汽车上,既具备金属强度功能特点,又能减轻汽车自身质量。下面介绍一种尼龙+30%玻纤注塑预埋定位销取代Q235A 钢件材质表面达克罗处理定位销在汽车SMC 模压件上的成功应用,不仅可以减轻汽车质量,还可以降低制作成本。为增加汽车塑料类材料的使用量,提供实现汽车轻量化经验指导。
1 尼龙玻纤预埋定位销结构
尼龙玻纤预埋定位销是预埋在SMC 汽车侧门内板中,主要起到SMC 侧门内板模压后定型、侧门内外板粘接以及侧门总成装配过程中定位作用,其外径要求Φ16(-0.15,0)。为了便于注塑成型,避免表面出现缩痕缺陷,将其结构设计成等壁厚空心结构,内部增设工艺孔,其结构如图1 所示。
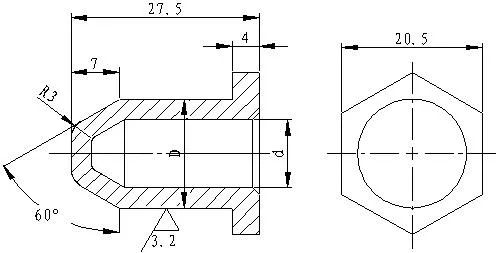
图1 尼龙+30%玻纤预埋定位销结构图(单位:mm)
预埋定位销预埋到SMC 汽车侧门内板模压件位置如图2 所示。
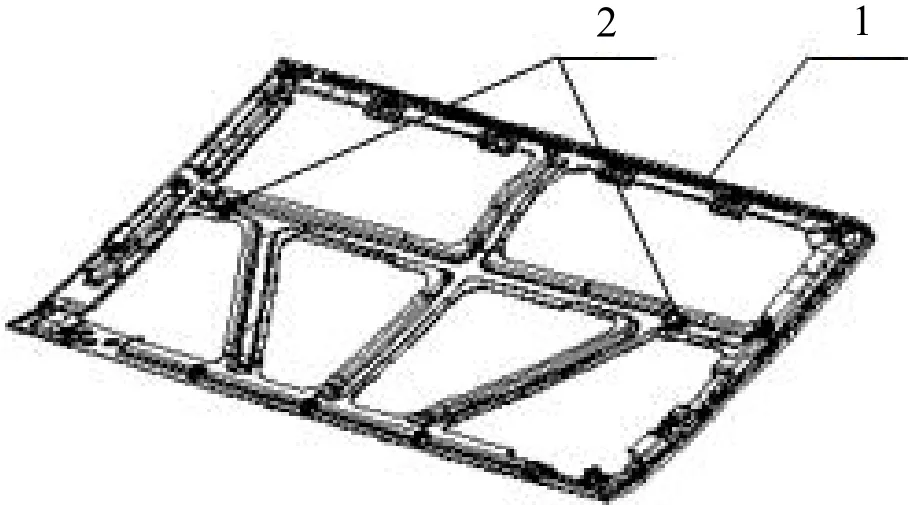
图2 SMC 汽车侧门内板模压件
根据实际使用情况,汽车侧门总成在生产过程中,侧门内板预埋定位销需多次定位使用,且在侧门内板SMC 模压过程中,模腔内需加热加压,因此,尼龙玻纤预埋定位销还需具备一定的耐磨性和耐热性。为了提高尼龙玻纤预埋定位销的耐磨性和耐热性,在尼龙材料中增加30%玻璃纤维,以达到增强尼龙性能的效果。
2 高温试验
尼龙+30%玻纤预埋定位销使用功能性主要取决于外径尺寸,SMC 模压温度140~160 ℃,为了验证在高温条件下,尼龙+30%玻纤预埋定位销尺寸变化规律,按图1 采用尼龙+30%玻纤棒机械加工成试验样件,进行10 min 的180 ℃高温烘烤试验,样品在常温中放置0.5 h 后,外径尺寸测量结果如表1 所示。

表1 尼龙+30%玻纤预埋定位销高温试验前后外径测量统计表(单位:mm)
从表1 可以看出,尼龙+30%玻纤预埋定位销在高温试验后,其外径尺寸普遍膨胀了0.03~0.05 mm,从而可得尼龙+30%玻纤在自由状态下热膨胀率为0.2%~0.3%。
3 SMC 模压试验
为了进一步验证SMC 侧门内板实际模压后尼龙+30%玻纤预埋定位销外径变化规律,尼龙玻纤预埋定位销按外径Φ15.8 mm,其余尺寸不变,加工SMC 模压试验样件。尼龙玻纤预埋定位销样件在SMC 侧门内板模压后如图3 所示。
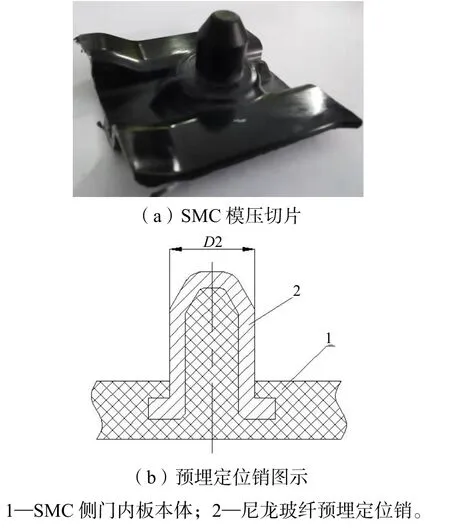
图3 尼龙玻纤预埋定位销预埋图示
SMC 侧门内板模压冷却至室温后,测量尼龙玻纤预埋定位销外径尺寸,结果如表2 所示。
从表2 可以看出,尼龙+30%玻纤预埋定位销在SMC 侧门内板模压,内部充满SMC 预浸料冷却后,在内部工艺孔填实状态下,外径尺寸膨胀了0.08~0.10 mm,实际模压热膨胀率0.5%~0.6%。预埋定位销内部工艺孔填满预浸料是在SMC 模压加热加压状态下进行的,而SMC 模压冷却后线收缩率为1.20‰[2],远远小于自由状态下的热膨胀率0.2%~0.3%,由于尼龙玻纤预埋定位销受热膨胀冷却后收缩受阻,使得模压后实际外径膨胀量略大于高温试验膨胀量。

表2 尼龙+30%玻纤预埋定位销模压试验前后外径测量统计表(单位:mm)
4 工程应用
综合高低温试验和模压试验后,尼龙+30%玻纤预埋定位销外径的变化量通过注塑加工补偿,得到其外径尺寸为(15.8±0.05)mm 的预埋定位销。再通过小批量SMC 加热加压模压制作,生产50 套侧门内板,共计预埋100 件预埋定位销,外径膨胀后实际尺寸测量结果如表3 所示。
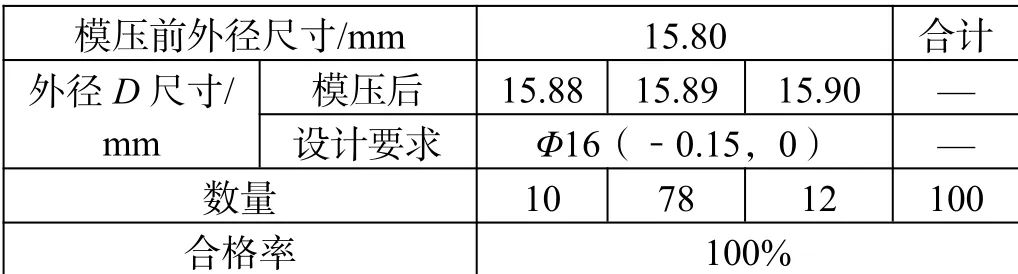
表3 尼龙+30%玻纤预埋定位销模压后外径测量尺寸及合格情况统计表
从表3 可以看出,尼龙+30%玻纤注塑预埋定位销经模压膨胀后,外径尺寸均符合公差要求,合格率100%。说明通过分析确定的尼龙玻纤预埋定位销外径补偿量是合适的,且经过SMC 加热加压模压冷却后,外径尺寸比较稳定。
5 总结
综上,通过对尼龙+30%玻纤预埋定位销进行高温试验,得到其外径变化规律,在自由状态下外径普遍膨胀了0.03~0.05 mm,热膨胀率为0.2%~0.3%。通过注塑模具尺寸补偿,获得注塑后外径尺寸(15.8±0.05)mm 的尼龙玻纤预埋定位销,再通过SMC 加热加压模压后,外径膨胀了0.08~0.10 mm,热膨胀率为0.5%~0.6%。从而达到外径公差要求,实现了尼龙+30%玻纤注塑预埋定位销在SMC 模压件上的成功应用,为尼龙玻纤在汽车零部件上的应用积累了宝贵经验。
