K-TIG焊接中厚板的工艺窗口改进
2020-07-06敖三三蔡养川
王 泰,敖三三✉,魏 祺,蔡养川,曾 黎,罗 震
1) 天津大学材料科学与工程学院,天津 300350 2) 大庆油田第三采油厂规划设计研究所,大庆 163000
低碳钢是工业生产中最常用到的基础材料之一[1−3].目前,对于低碳钢厚板的焊接,工业生产中还是采用常规的埋弧焊方法[4−6].但是对于埋弧焊而言,在焊接的过程中需要预制坡口,这就会增加焊接过程的工作量,此外,埋弧焊过程中,很难对实际的焊接过程中进行直观观察,难以实现焊接过程的质量控制,从而限制了埋弧焊方法在实际工业生产中的进一步大规模的使用[7−8].
穿孔深熔氩弧焊(K-TIG)方法是在传统钨极氩弧焊(TIG)焊接方法的基础之上[9],通过特制的水冷焊枪,配合大直径钨极,使得钨极可以承受更大的焊接电流,进而增大电流密度并增大电弧力,以增大熔深的一种新型焊接方法.较大的电弧力可以直接穿透板材,焊接工件背部的液态金属在重力、电弧力以及熔池表面张力的作用下达到平衡状态并在工件背部形成一道均匀的焊缝,进而实现穿孔焊接[10].K-TIG焊接可以在不开坡口的情况下实现厚板的一次焊透,并达到单面焊双面成形的效果.此外由于穿孔焊接工艺有利于排除熔池中的气体,所以得到的焊接接头均匀且不易产生缺陷.Fan等[11]曾对Q345低碳钢和314L不锈钢进行过异种焊接接头的研究,证明K-TIG可以应用于异种材料的焊接,但是在焊接的过程中得到的焊缝长度较短,不能持续焊接,此外在焊接过程中焊缝极易受焊接电流的影响,可重复性不高;Huang等[12]用数值模拟的方法对K-TIG焊接异种钢过程的稳定性进行了评估,但是并没有对提高K-TIG焊接低碳钢过程的稳定性提出相应的解决办法;Xie等[13]对430铁素体钢进行了研究,发现K-TIG焊接不锈钢的过程要比焊接低碳钢的过程稳定,但是对于如何提高K-TIG焊接低碳钢过程的稳定性也没有提出解决办法.以上各位学者的研究均是对基于某一特定焊接参数下得到的焊接接头性能的研究,并且焊接过程不稳定,存在一定的局限性,不利于满足实际生产的需要.
本文首次提出采用在低碳钢厚板背面加保护焊剂的方法来提高K-TIG焊接Q235低碳钢的稳定性.焊剂的铺加主要有以下两个方面的作用:(1)焊剂融化吸热来降低焊接工件背部的热积累,从而减少焊接工件背部金属的融化量,使得在焊接的过程中焊接工件背部的熔池重力减小,使其不易脱离焊接工件的背部;(2)背部的焊剂融化并凝固之后可以形成一层保护空腔,这样焊接工件背部的熔池会受到空腔一个向上的托力,使得在焊接的过程中焊接工件背部的液态金属不易脱落,最终焊接工件背部的液态金属在自身重力、电弧吹力、液态金属的表面张力以及托力的共同作用下达到一个平衡状态,并形成一道均匀的焊缝.本文通过在Q235的背部铺加保护焊剂的方法成功的用430、440、450、460、470和480 A的焊接电流得到了成形良好的焊接接头.之后对在不同焊接电流下得到的焊接接头进行了组织性能的分析,以确保其满足工业生产中的需求.
1 实验材料与设备
1.1 实验材料
本文实验所用材料为8 mm厚的Q235低碳钢,试板尺寸为250 mm×150 mm×8 mm,其化学成分如表1所示.

表1 Q235钢的化学成分(质量分数)%Table 1 Chemical composition of the Q235
在焊接工件背部铺加的保护焊剂是由天津金桥焊材公司生产的SJ101烧结焊剂.在本次实验中用到的烧结焊剂的粒度为20目.
1.2 实验设备
采用自行设计搭建的K-TIG焊接平台系统,包括机器人手臂、深熔TIG焊枪、水冷箱和三维柔性焊接平台等.实验所用的焊接电源为奥太WSME系列逆变式交直流脉冲氩弧焊机,采用430~480 A的直流电流分别进行焊接.实际焊接过程中,在低碳钢厚板背面加保护焊剂,其焊接过程如图1所示.焊接过程中其余的焊接参数如表2所示.其中焊接过程中用到的保护气体为Ar,其流量为25 L·min−1.
1.3 实验方法

图1 焊接过程示意图Fig.1 Schematic diagram of the welding process
为保证焊接过程的稳定性以及防止工件表面的油污、杂质等对焊接过程造成影响.焊前用砂轮机对焊接工件的表面进行机械清理,然后用乙醇清洗表面油污、尘垢.整个焊接实验在三维柔性平台上进行,在焊接之前将焊接工件采用机械的方式固定,防止其焊接过程中发生位移或变形,在焊接过后,待工件冷却到室温时将工件取下.焊后不进行热处理.沿垂直于焊接接头方向截取试样进行金相观察,对试样进行预磨和抛光处理,之后用体积分数为4%的HNO3酒精溶液进行腐蚀得到金相试样,腐蚀时间为10 s.用OLYMPUS GX51光学显微镜观察显微组织,用HV-1000A显微硬度计测定接头的显微硬度,用WDW-50KN型电子万能实验机进行拉伸实验.
2 结果与分析
2.1 焊接接头宏观形貌
图2(a)是不同焊接电流下焊接接头的正面成形形貌,从正面成形来看,表面平整,焊接过程稳定并且没有飞溅;图2(b)是不同焊接电流下的背面成形形貌,工件的背面是一条细长且均匀的焊缝,这是因为在电弧力的作用下工件的背部吹出一个小孔,小孔处的液态金属在电弧力、重力、表面张力以及背部焊剂的托力的共同作用下处于平衡状态[14].之后在不断的向前焊接与冷却过程中在工件的背部形成了一道均匀的焊缝.
图3是焊接电流从430 A到480 A的情况下焊接接头横截面的宏观形貌,在这个焊接电流范围内Q235钢均可以焊透并且得到成形良好的焊缝.在不同的焊接电流下得到的焊接接头的宏观形状基本保持不变,均是呈现出一种上宽下窄的酒杯状形貌.这说明了在焊接工件背部铺加保护焊剂的方法可以很好的提高焊接过程的稳定性.此外,在不同的焊接电流下的焊接接头的宏观形貌中均未发现气孔或冷裂纹等焊接缺陷.
在焊接的过程中由于钨极尖端距离焊接工件上表面之间的距离不变,因此得到的焊接接头上表面的熔宽随焊接电流的变化并没有太大的变化,而焊接工件背部的熔宽随着焊接电流的增大会有一个增大的趋势,如图4所示.通过对焊接接头的硬度以及拉伸等测量结果表明:工件背部熔宽的增大,不会对焊接接头的性能产生影响.
2.2 焊接接头微观组织分析
焊接接头包括焊缝区、熔合区以及热影响区三个区域.通常在对焊接接头的分析过程中,焊缝区以及热影响区的特征比较明显,但是熔合区由于其区域较窄,因此很难对其进行分析.而在KTIG的焊接接头中发现,可以很清楚的在焊缝区与热影响区之间观察到熔合区.图5是焊接接头中焊缝区、熔合区以及热影响区的具体位置.
图6是焊缝区的微观组织.从图6(a)和图6(b)中可以看出,焊缝中的一次组织主要为胞状树枝晶.二次组织大部分为铁素体以及少量珠光体,如图6(a)所示;此外,由于焊接过程中焊接电流较大、焊缝中加热温度高,焊缝中还有少量的魏氏体组织,由于高温使得奥氏体的晶粒长得非常粗大,而之后的冷却速度较快,从粗大的奥氏体晶界向晶内生长出铁素体片,这就形成了魏氏组织,也称侧板条铁素体;其余的奥氏体从其边界往外析出铁素体,形成室温下的铁素体.当焊接电流增大时,焊缝中的魏氏组织就比较明显,如图6(b)所示.魏氏组织的出现在一定程度上降低了焊接接头的韧性,在焊接的过程中应尽量避免魏氏组织的产生.
图7是熔合区的组织,在K-TIG的焊接接头中可以很清楚的观察到熔合区,如图5所示.融合区的组织相对均匀,均由魏氏体组织所组成,熔合区中魏氏体组织是从奥氏体的晶界向晶粒内部伸展,最终形成类似梳状的组织.熔合区中魏氏体出现的原因是由于熔合区处于过热区,加热温度接近熔化温度,在这个范围内奥氏体晶粒剧烈长大,剧烈长大后的奥氏体在冷却的过程中开始形成粗大的针状铁素体,这就导致了魏氏组织的产生[15−16].

表2 K-TIG焊接参数Table 2 K-TIG welding parameters

图2 焊接接头表面外观形貌.(a)焊接接头正面成形;(b)焊接接头背面成形Fig.2 Surface appearance of the welded joints: (a) front forming of welded joints; (b) back forming of welded joints
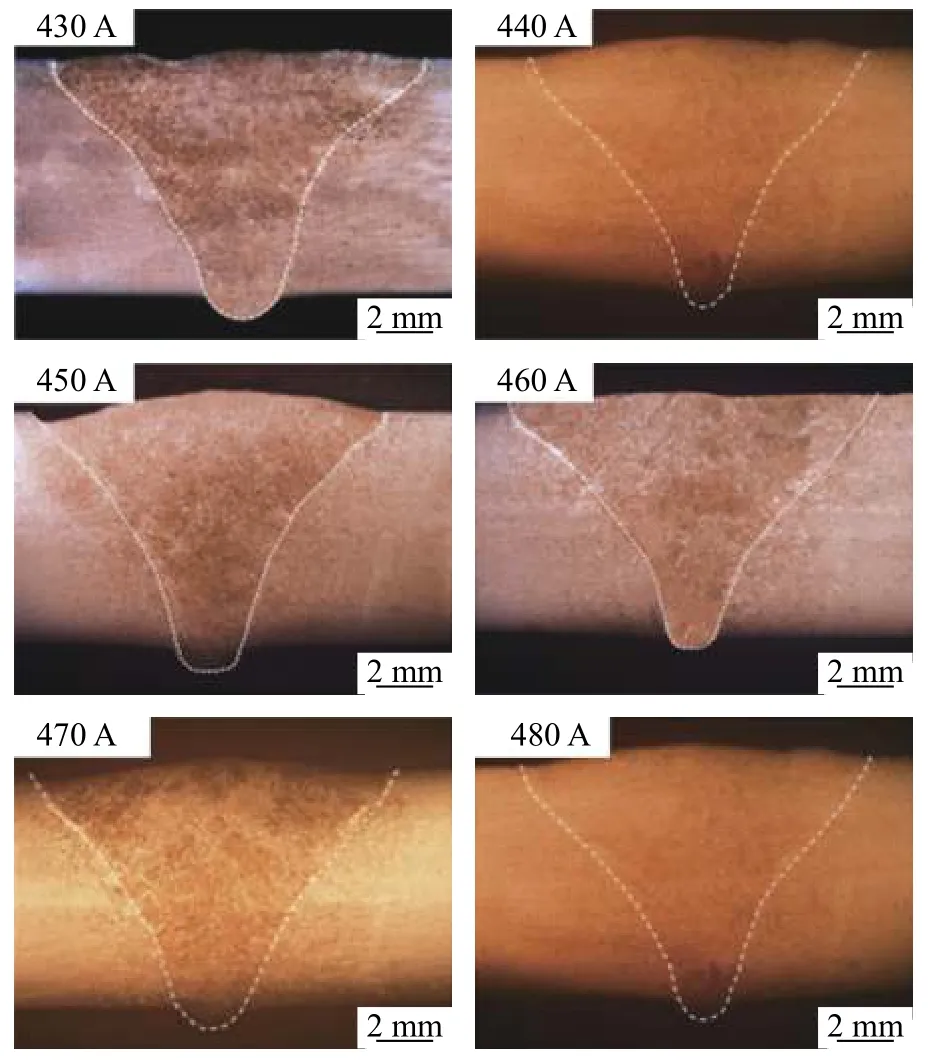
图3 焊接接头横截面形貌Fig.3 Cross section appearance of weld joints

图4 熔宽与焊接电流的关系Fig.4 Relationship between weld width and welding current
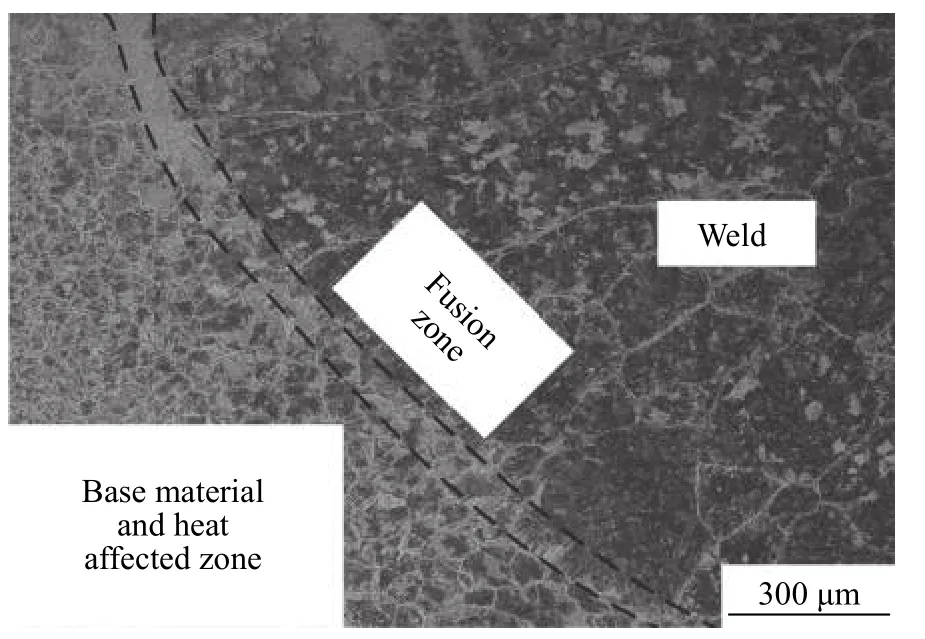
图5 焊接接头不同区域Fig.5 Different areas of welded joints

图6 焊缝区微观组织.(a)铁素体+珠光体;(b)魏氏体组织Fig.6 Microstructure of weld zone: (a) ferrite + pearlite; (b)widmanstatten
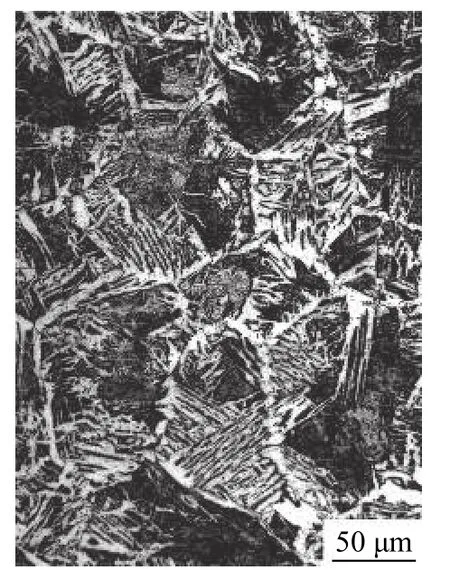
图7 熔合区微观组织Fig.7 Microstructure of fusion zone
图8是焊接热影响区的组织.从图中可以看出在热影响区存在的组织是由铁素体和珠光体构成的.由于焊接热影响区的受热与冷却速度不一样,所以在整个热影响区的组织并不是均匀的,在靠近母材的区域,发生不完全重结晶,也就是只有一部分的组织发生了相变重结晶过程得到细小的铁素体和珠光体;而靠近熔合区的区域由于处于过热区,奥氏体晶粒急剧长大,就会得到一些粗大的魏氏组织;在这两个区域的中间是完全重结晶区,得到的组织是细小的铁素体和珠光体.由于组织的不均匀,得到的焊接接头的性能在这个区域也不均匀.

图8 热影响区微观组织Fig.8 Microstructure of heat-affected zone
2.3 显微硬度分析
显微硬度的分布状态可以反映出焊接接头各个区域的硬度变化规律,为了研究不同焊接电流下得到的焊接接头中的硬度分布情况,利用显微硬度计对其硬度分布进行了测试,实验中硬度的测量路径是横穿母材、热影响区、熔合区和焊缝的一条直线.在进行显微硬度的测量时,施加的载荷为1000 g,保压时间为15 s.研究结果表明:不同焊接电流下得到的焊接接头硬度分布呈现出一致的分布,均是在熔合区处取的最大值,焊缝处的硬度值其次,母材本身的硬度值最低.从图9中可以看出,Q235低碳钢母材的硬度大约在160 HV,焊缝中心处的硬度约为180 HV,熔合区处的硬度值最大约为200 HV.而且在不同的焊接电流下焊接接头的硬度值呈现出一样的规律,均为:熔合区>焊缝区>母材.在大电流的K-TIG焊接过程中,焊接接头不同位置所经历的温度循环曲线不一致,因而引起了不同区域的硬度值的不同[5,14].
2.4 接头拉伸性能分析
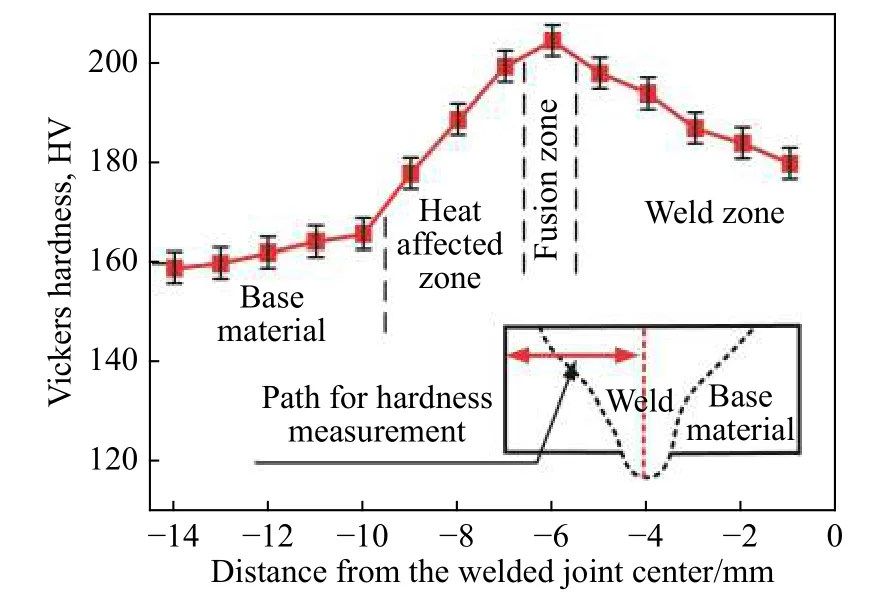
图9 焊接接头显微硬度Fig.9 Microhardness of welded joint

图10 焊接接头应力−应变曲线Fig.10 Stress−strain curve of welded joints
对不同的焊接电流下得到的焊接接头进行了拉伸实验,结果发现不同焊接电流下焊接接头的断裂位置基本相似,如图10所示.之后对Q235母材在相同条件下进行了拉伸实验,通过焊接接头和母材的应力−应变曲线可以得出结论:Q235母材的韧性和抗拉强度均强于焊接接头,如图10所示.这说明不同焊接电流下得到的焊接接头均是在热影响区处发生了断裂.断裂位置之所以发生在热影响区处,是由于焊接过程中热影响区的组织不均匀,并且产生了少量的魏氏组织.
3 结论
本论文首次采用在工件背部铺加保护焊剂的方法,实现了K-TIG焊接8 mm厚的Q235低碳钢焊接电流工艺窗口的增大,并得到了如下结论:
(1)在K-TIG焊接8 mm厚的Q235低碳钢厚板时,在不开坡口的情况下,通过在工件背部铺加保护焊剂的方法可以有效地提高焊接的窗口范围,并且可以极大地提高焊接过程的稳定性.
(2)在430 A至480 A的焊接电流范围内,KTIG焊接8 mm厚的Q235均可以单面焊双面成形,且正面的成形和背部的成形良好,随着焊接过程中焊接电流的增大焊接工件背部的熔宽也会有略微的增加.焊接电流对焊接接头的组织影响主要是对焊缝区的影响,当焊接电流变大时,焊缝中会出现魏氏组织.而对熔合区和热影响区的组织性能影响不大.
(3)在不同焊接电流下得到的焊接接头在力学性能上表现出一致性,均是在熔合区处的硬度值达到最大,拉伸实验的断裂位置均是发生在热影响区处.