SC-CO2辅助高固含量发射药代料挤出加工的流变行为
2020-06-15丁亚军应三九
阮 建,熊 奥,丁亚军,应三九
(1. 南京理工大学化工学院,江苏 南京 210094;2. 南京理工大学特种能源材料教育部重点实验室,江苏 南京 210094)
1 Introduction
In recent years,reducing sensitivity without decreasing the energy of the propellant has been the main aim of research and development. Therefore,low vulnerability ammunition (LOVA) propellants were developed based on the formulation of solid-filling hexogen (RDX) and non-energetic binders[1-2]. These types of high solid content propellants are normally produced using inefficient and potentially dangerous batch processes that are prone to produce propellants of variable quality[3].
Screw extrusion technology has great potential in the automated industrial production of high solid content propellants. Its major advantages include higher production capacity,fewer operational handling steps and more uniform products. Meanwhile,the automated extrusion process can achieve human-machine isolation, thereby overcoming the harm of energetic/toxic chemicals to operators. Rheological studies of propellants in the extrusion process have been conducted,including safety and capabilities of intensive mixing,which can guide the processing of propellants and identify conditions that lead to improved propellant quality and productivity[4-6].
However,due to the high viscosity of the high solid content propellant,there is a great potential safety hazard in the extrusion process. Meanwhile,complex rheological properties should be found to improve the processes oriented to their manufacture.Organic solvents and energetic plasticizers have been used to improve the rheology of propellants[7].Nevertheless,these organic solvents are often toxic,environmentally unfriendly and leave residues in the product,which affects the performance of the final product. Besides,the addition of energy plasticizer increases processing risks. It is important to find an ideal plasticizer to improve the rheology of high solid content propellants in extrusion process.
The application of supercritical fluid(SCF)technology provides an easily removable solvent system that exhibits gas-like diffusivity,liquid-like density and low viscosity,and is suitable for extrusion process[8]. The high diffusion rate of supercritical carbon dioxide(SC-CO2) enables it to penetrate into the polymer matrix faster than liquid solvents,which reduces the viscosity and promotes faster transport of dissolved solutes throughout the polymer matrix[9-11].Lee[12]found that SC-CO2had a measurable effect on the clay dispersion in the polymer matrix during the extrusion process,accordingly improving its rheology. Besides,Ding[13-15]did a lot of work for gun propellant substitutes assisted with SC-CO2in extrusion processing, which proved that the addition of SC-CO2lowered the viscosity of propellant substitutes. Indeed,the presence of SC-CO2introduced into the barrel of the single-screw extruders improves the performance of the high solid content propellant extrusion process,which is feasible and has enormous potential for development.
LOVA propellants based on the use of solid filler RDX and cellulose acetate(CA)have been proposed as high- energy propellants with good safety[1]. Moreover,RDX is a powerful explosive that is manufactured using extrusion processes that poses a significant explosive or fire hazards. Because the physical properties and surface morphology of calcium carbonate(CaCO3)are similar to those of RDX,they are all white solids and hardly soluble in water and alcohol,so they can be well dispersed in the CA matrix[16-17]. In addition,CaCO3is often used as a filler in cellulose processing[18]. Therefore,CaCO3can be considered as a benign replacement for RDX when optimizing extrusion processes.
In this work,experiments were performed by using a slit die rheometer to measure the viscosity of the CA/CaCO3and CA/CaCO3/SC-CO2solutions during extrusion process. Computer modeling was also performed by the modeling software Polyflow to further investigate the rheological and dispersive mixing properties of high solid content propellant substitutes during extrusion. In both methods,the effects of temperature and SC-CO2on the dispersion mixing properties and viscosity of the solutions during extrusion process were considered. In the mixture systems,CaCO3was used as a solid filler,CA was used as an inert propellant binder,and SC-CO2was used as a plasticizer. The effects of SC-CO2on solution viscosity were studied. Finally,the optimal extrusion process temperature was found.
2 Experimental
2.1 Materials and Devices
CA particles were provided by Xian North Huian Chemical Industry Ltd. CaCO3(analytically pure,AR),ethanol(analytically pure,AR)and acetone(analytically pure,AR)were purchased by Sinopharm Chemical Reagent Ltd. Industrial CO2(purity≥99.9%)was provided by Nanjing Wenda Special Gas Ltd.
The kneading machine was supplied by Jiangsu Guomao Reducer Group Ltd. The syringe pump(260D)was purchased from American Teledyne ISCO Ltd. The single screw extruder(the length-diameter aspect ratio of the screw is 36)and the slit die rheometer were purchased from Nanjing Yizhong Machinery Ltd.
2.2 Viscosity Measurement
CA(mass fraction of 60%)and CaCO3(mass fraction of 40%)particles were preliminarily mixed together in an acetone/ethanol(1∶1)mixed solvent for 40 minutes at 35 ℃using the kneading machine.The ratio of the volume of the mixed solvent to the mass of CA/CaCO3was 1.20 ml·g-1. Then the CA/CaCO3solution was fed into a single-screw extruder(screw speed of 6 r·min-1to 14 r·min-1),while SC-CO2was introduced into the barrel at a constant flow rate of 0.01 mL·min-1. Constant injection pressure was used to maintain above 15 MPa(higher than the critical pressure of SC-CO2),and processing temperature was used to keep above 40 ℃(higher than the critical temperature of SC-CO2). The shear forces generated by the screw resulted in the efficient dissolution of SC-CO2into the CA/CaCO3solution phase,then the pressure and the volumetric flow rate of CA/CaCO3/SC-CO2mixture were measured by a slit die rheometer(Fig.1).
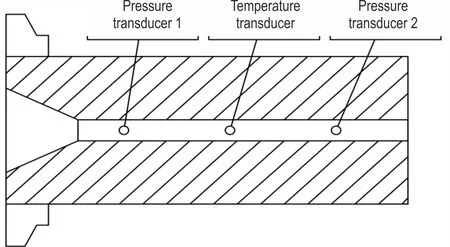
Fig.1 Schematic diagram of the slit die rheometer
Based on the pressure values and the volumetric flow rate,the calculation of shear viscosity of the CA/CaCO3/SC-CO2solution was calculated by following Equation[19].
The shear stress (τw) of the CA/CaCO3/SC-CO2solution on the wall of the slit die rheometer was determined from the Equation(1):

where H(0.002 m)is the height of the slit die rheometer,L(0.130 m)is the length between the pressure transducers,and ΔP is the pressure drop between the pressure transducers,kPa.
The shear rate(γ̇)of the CA/CaCO3/SC-CO2solution at the wall of the slit die rheometer was evaluated using the Equation(2):

where Q is the volumetric flow rate,cm3·s-1,W(0.020 m)is the width of the slit die rheometer,a is the power law index obtained from the slope of the linear plots between lg(τw)and lg(γ̇)using Equation(3),(2a + 1)/3a is the Rabinowitsch correction factor,and it compensates the loss of shear rate between Newtonian fluid and shear-thinning fluid.

Therefore,based on Equations(1-3),the actual shear viscosity(η)of the CA/CaCO3/SC-CO2solution can be calculated by Equation(4):

Due to the ratio of W/H is 10,the measurement errors caused by the bondary effect of slit decrease to less than 5%.
3 Numerical Simulation
3.1 Control and Constitutive Equations
Polyflow provides users with the ability to analyze mixing of material[20].The flow field inside the material flow in the screw section was simulated by Polyflow[21-22]. After the flow field was computed,a mixing task was executed by using the mixing module program (based on particle-tracking technology). Then,the mixing characteristic parameters inside the flow domain were analyzed using Polystat statistical module to evaluate the probability and density of the probability functions that corresponding to the maximum shear stress levels of the dispersion mixing processes respectively.
According to the theories of rheology,combining the screwing process and the viscoelastic characteristics of the propellant materials,the basic assumptions are as follows:incompressible polymer fluid is considered to be non-Newtonian properties,generating isothermal,laminar and no-slip flow conditions near the extruder walls. Ignoring the inertia and gravity components,the following control Equations(5-7)can be used to simulate flow performance[23]:
Continuity equation:

Momentum equation:

Energy equation:

where V is the volume velocity vector,ρ is the fluid density,τ is the stress tensor,p is the pressure,T is the fluid temperature,cvis the constant volume specific heat capacity of the fluid,q is the heat flux vector,and ∇is the differential operator.
CA/CaCO3and CA/CaCO3/SC-CO2solutions exhibit the characteristics of pseudoplastic fluids. The Power model based on the constitutive Equation(8)is the ideal model that describes the relationship between the shear viscosity(lnη)and the shear rate(lnγ̇):

where η is the viscosity,k·Pas,K is the viscosity coefficient,kPa·sn,λ is the relaxation time,γ̇ is the shear rate,s-1,and n is the non-Newtonian index.
3.2 Rheological Parameters
The rheological parameters of the propellant substitutes were obtained from the experiment of the viscosity measurements and Equation(8),shown in Table 1. These experimental datas was used as parameters to simulate dispersion mixing.
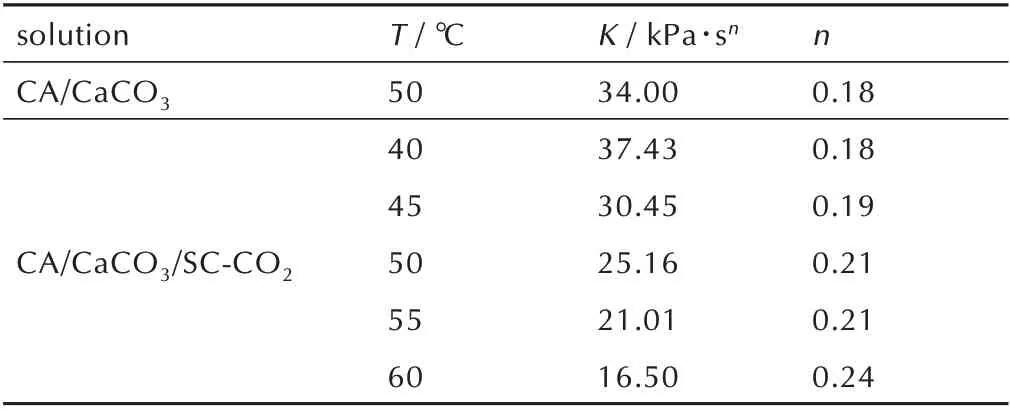
Table 1 Rheological parameters of the propellant substitute
3.3 Geometric Model
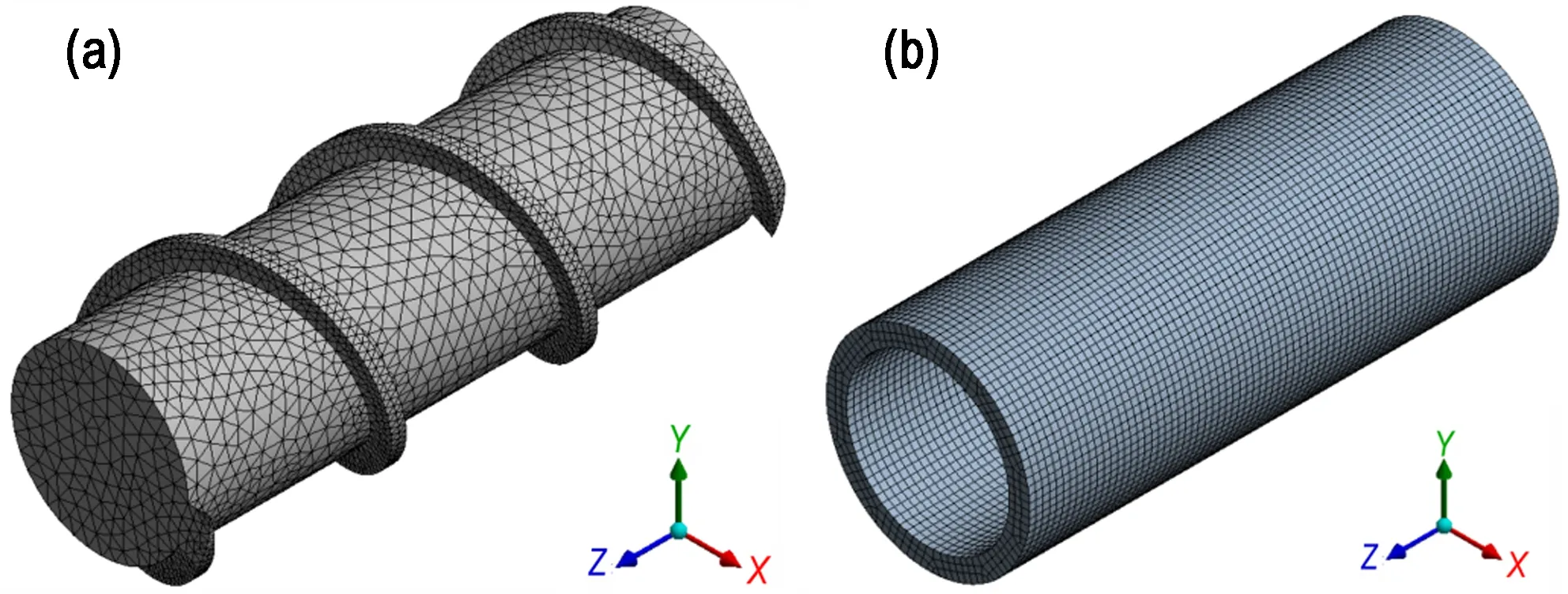
Fig.2 Schematic diagrams of(a)single-screw and(b)flow channel
During extrusion process of CA/CaCO3solution assisted with SC-CO2,the material flow of the screw section has an important influence on the plasticizing process between CO2fluid and material. Therefore,this paper mainly focuses on the numerical simulation of the material flow in the screw section.A schematic diagrams of the single-screw and fluid channel used in this paper were shown in Fig.2. The length,diameter and gap of the single-screw are 78 mm,30 mm,26 mm,respectively. The groove depth,outer diameter and inner diameter of fluid channel are 3 mm,30 mm,24 mm,respectively.
4 Results and Discussion
4.1 Rheological Behaviors of CA/CaCO3/SC-CO2 Solution
The in-line rheological behavior of the CA/Ca-CO3and CA/CaCO3/SC-CO2solutions can be calculated from the above Equations(1)to(4)and data measured by the slit die rheometer. Fig.3 shows the flow curves[ln shear rate(lnγ̇)vs ln shear viscosity(lnη)]of the CA/CaCO3and CA/CaCO3/SC-CO2solutions at 50 ℃with screw speeds ranging from 6 r·min-1to 14 r·min-1. It was found that the viscosity level decreased with increasing shear rate.Since lnγ̇has a significant linear relationship with lnη,it demonstrates that the rheological behavior of both CA/CaCO3and CA/CaCO3/SC-CO2solutions can be described by the Power law.
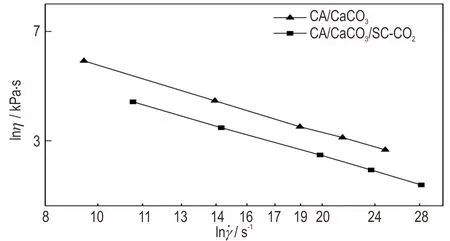
Fig. 3 Rheological curves of CA/CaCO3 and CA/CaCO3/SC-CO2 solutions at 50 ℃
The flow equations of the CA/CaCO3and CA/CaCO3/SC-CO2solutions can be described by linear fitting Equations(9)and(10):

An increase in shear rate leads to a decrease in shear viscosity,and the phenomenon known as“shear thinning”. The n values of the CA/CaCO3and CA/CaCO3/SC-CO2solutions are 0.18 and 0.21,respectively,and they are both well below 1,so they can be treated as non-Newtonian pseudoplastic fluids. Compared with the CA/CaCO3solution,the K value of the CA/CaCO3/SC-CO2solution decreases by 26.00%,and the n value increases by approximately 16.67%. This means that SC-CO2decreases the consistency of the CA/CaCO3solution,which is beneficial to the fluidity of the mixture. Moreover,the viscosity of the CA/CaCO3/SC-CO2solution is significantly lower than that of the CA/CaCO3solution at the same shear rate.
Furthermore,pressure values and volumetric flow rates also important for the overall safety in the extrusion of high solids propellants. The pressure values and volumetric flow rates of the CA/CaCO3/SC-CO2solution can be measured by the slit die rheometer as shown in Table 2. When the screw speed is 10 r·min-1,compared with the CA solution,the pressures in the presence of SC-CO2decrease obviously,and volumetric flow rate increases by 20.00%. Therefore,the presence of SC-CO2significantly reduces the viscosity and pressure of the extruding CA/CaCO3solution,resulting in a higher fluidity of the mixture solution extruded at an increased volumetric flow rate. These results are consistent with the plasticizing ability of SC-CO2,which acts as a“lubricant”to improve the swelling ability and motility of the CA molecular chains that leads to a reduction in molecular entanglement and intermolecular forces. The plasticizing effect of SC-CO2also promotes more effective mixing of the CaCO3and CA components,leading to a more uniform dispersion of the system.Consequently,it is promising to extruding high solid content propellants with the solvent of SC-CO2.
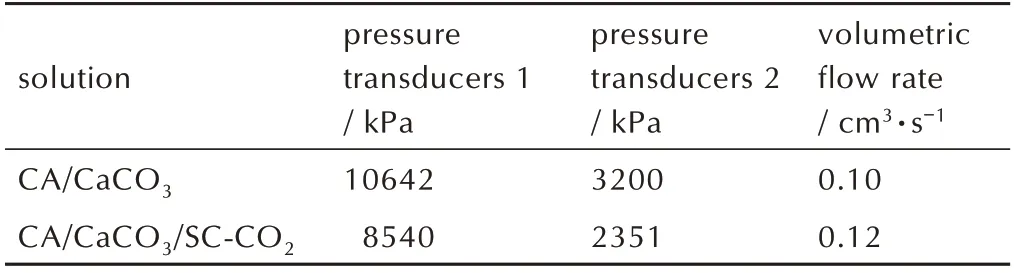
Table 2 Rheological data of CA/CaCO3 and CA/CaCO3/SC-CO2 solutions
4.2 Effect of Temperature on Rheological Behaviors
Temperature has a significant impact on the rheological properties of solid propellant materials,which is of great significance to the overall safety of the extrusion process. Because the high temperature and high screw speed of the propellant can cause dangerous accidents during the extrusion process,according to the experience of screw extrusion processing of energetic materials,CA/CaCO3substitutes are more sensitive to the rheological property of the high solid content propellant when temperature is below 70 ℃and screw speed is below 15 r·min-1[24].The effect of temperature on the extrusion properties of the high solid content propellant substitute are explored at 40 ℃,45 ℃,50 ℃,55 ℃and 60 ℃,respectively, with Fig. 4 showing the rheological curves of the CA/CaCO3/SC-CO2solution at different temperatures that can be calculated from the above Equations(1)to(4)and data measured by the slit die rheometer. At the same shear rate,it was found that the shear viscosity of the CA/CaCO3/SC-CO2solution decreases with increasing temperature,which is caused by the better mobility of the CA molecular chains at higher temperatures.
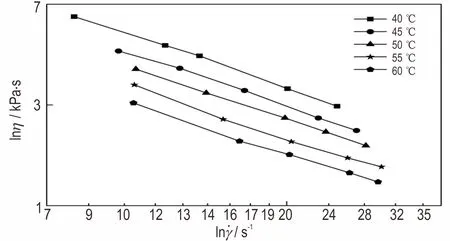
Fig.4 Rheological curves of CA/CaCO3/SC-CO2 solutions at different temperatures
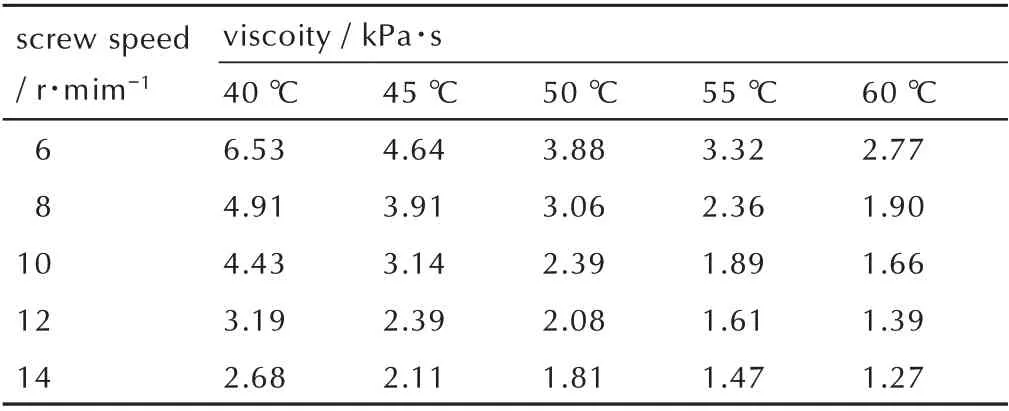
Table 3 Viscosity of CA/CaCO3/SC-CO2 solutions at different temperatures
The viscosity of the CA/CaCO3/SC-CO2solutions at different temperatures are shown in Table 3(Based on Fig.4). From 40 ℃to 45 ℃,the viscosity of the CA/CaCO3/SC-CO2solution decreases by 28.94% at 6 r·min-1,and decreases by 21.27% at 14 r·min-1,while the smaller decreases in viscosity levels of 16.57% and 13.61% observed from 55 ℃to 60 ℃. These results indicate that the viscosity of the CA/CaCO3/SC-CO2solution decreases more at lower speeds with the increase of temperature. Since the total time required for SC-CO2and CA/CaCO3solutions to be completely mixed decreases as the screw speed increases,a small amount of SC-CO2is dissolved in the CA/CaCO3solution,which reduces the plasticizing effect of the SC-CO2component.
2.营养物质缺乏。当日粮缺钙或钙磷比例不当,日照不足或缺乏运动,维生素源不能转变成维生素时均可导致血钙浓度降低,胃肠蠕动减弱、胃液分泌量下降、食欲下降和消化障碍。
Besides,the viscosity of the CA/CaCO3/SC-CO2solution from 40 ℃to 60 ℃decrease by 29.12%,23.89%, 20.92% and 12.17%, respectively, at 10 r·min-1(same conditions as before). As the temperature increases,the effect of SC-CO2on the reduction in the viscosity of the CA/CaCO3solution becomes weaker. Due to the enhanced diffusion capacity of SC-CO2at higher temperatures,the dissolution in the CA/CaCO3solution is reduced,which results in a more uneven distribution of SC-CO2,and the interaction between SC-CO2and CA/CaCO3phases is reduced. The viscosity of CA/CaCO3/SC-CO2solution decreases obviously when the temperature rises from 40 ℃to 55 ℃,but the viscosity changes unobvious when the temperature is in the range of 55 ℃to 65 ℃. Therefore,the processing temperature is unsuitable to exceed 55 ℃for CA/CaCO3extrusion assisted with SC-CO2. Therefore,these results indicate that for the safe manufacture of CA/RDX-based propellants using extrusion processes,precise temperature and screw speed control may be required.
The relationship between fluid viscosity and temperature can be expressed by the Arrhenius relationship[25]in a certain temperature ranges using Equation(11):

Taking the logarithm of this formula,Equation(12)can be derived:

where A is the viscosity constant;R is the gas constant,8.314 J·mol-1·k-1;T is the absolute temperature,K;and Eηis the viscous activation energy,kJ·mol-1.
According to Equations(11)and(12),Fig.5 is obtained within a certain temperature range.Fig.5 reveals the relationship between the logarithm of the viscosity of the CA/CaCO3/SC-CO2solution and the reciprocal of temperature,with lnη exhibiting a degree of linear relationship with 1000/T. The viscous activation energy of the CA/CaCO3/SC-CO2solution at a shear rate of 4 s-1to 20 s-1are calculated as 37.87,35.85,34.67,33.83 kJ·mol-1and 33.18 kJ·mol-1obtained from the slope of the linear fit,respectively. These values represent the sensitivity of the polymer fluid to the processing temperature,showing that they decrease with increasing shear rate. Therefore,the shear viscosity of the CA/CaCO3/SC-CO2solution at higher shear rates is less sensitive to temperature fluctuation than that at lower shear rates.
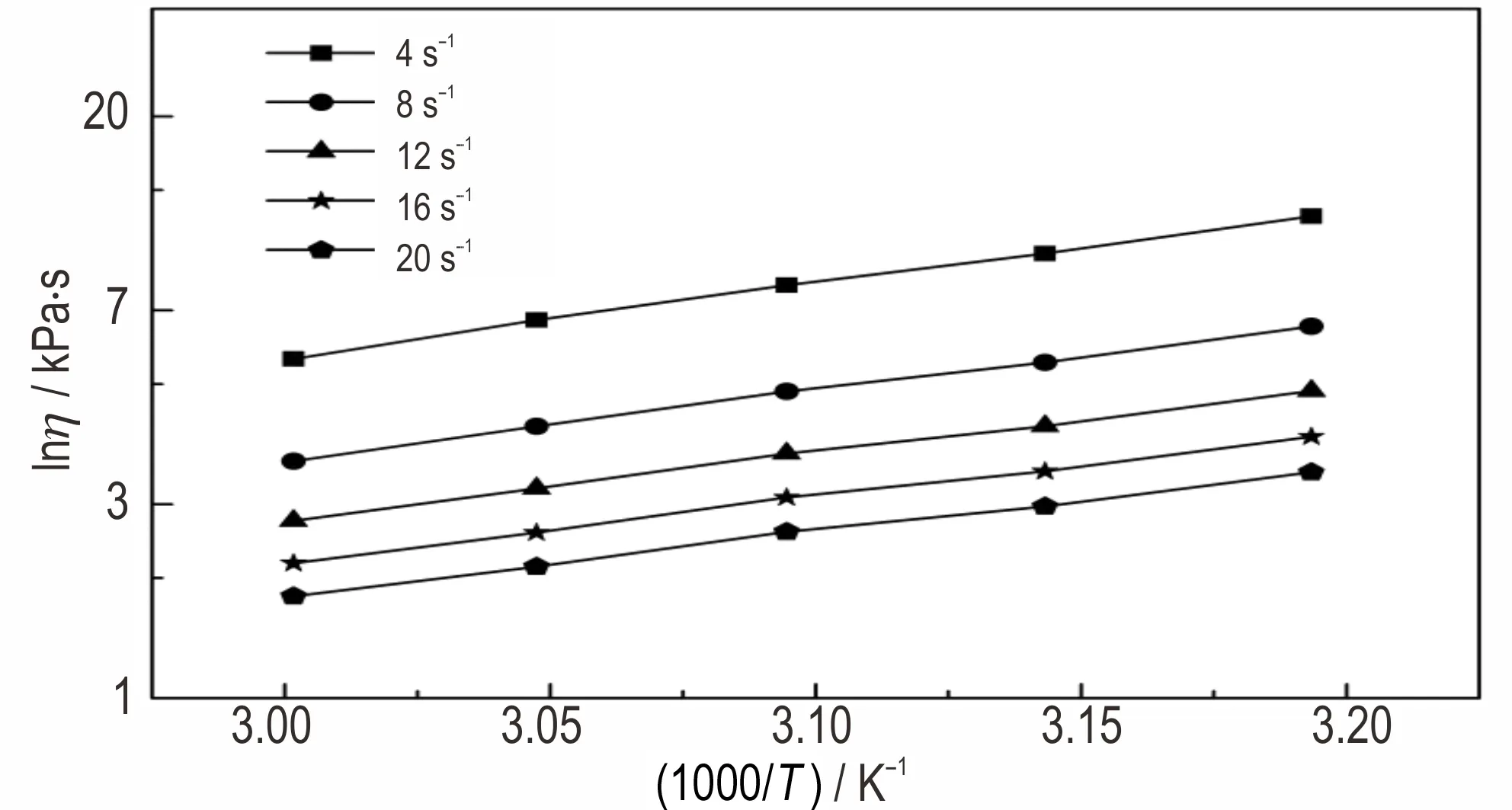
Fig.5 Effects of temperature on the rheological behaviors of CA/CaCO3/SC-CO2 solutions
4.3 Dispersive Mixing Properties of CA/CaCO3 Solution in the Presence of SC-CO2
The dispersion mixing properties have a significant influence on the viscosity distribution during extrusion processes,which is closely related to the rheological behavior of the material being extruded. Particle-tracking technology can be used to simulate the probability and density of the probability functions corresponding to the maximum shear stress level of the dispersion mixing process. In this type of experiment,the greater the proportion of tracer particles that experience high shear levels,the higher the dispersion level.

Fig.6 Viscosity nephograms of CA/CaCO3 and CA/CaCO3/SC-CO2 solutions at 50 ℃and 10 r·min-1
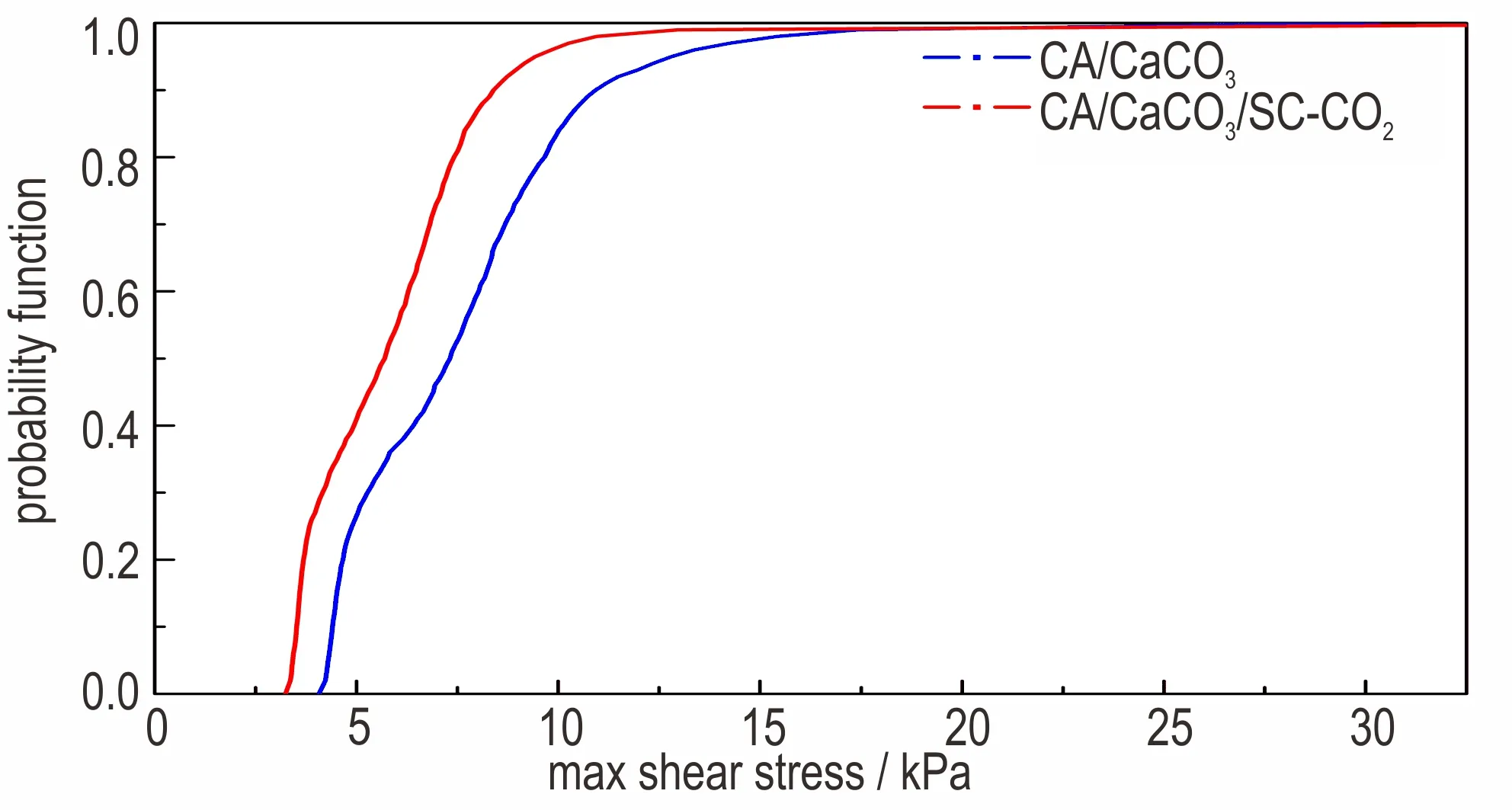
Fig.7 Probability functions of CA/CaCO3 and CA/CaCO3/SC-CO2 solutions at 50 ℃and 10 r·min-1
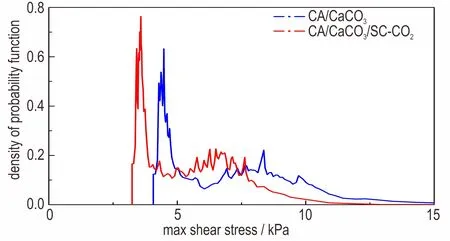
Fig.8 Density of probability functions of CA/CaCO3 and CA/CaCO3/SC-CO2 solutions at 50 ℃and 10 r·min-1
4.4 Effect of Temperature on Dispersive Mixing Properties
Using Polyflow's particle-tracking technology,the effect of processing temperature on the flow of CA/CaCO3/SC-CO2solution was numerically simulated. Fig.9 shows the viscosity flow field distribution of the CA/CaCO3/SC-CO2solution at different temperatures and 10 r·min-1,indicating that the viscosity decreases and the viscosity distribution uniformity gradually increases with increasing temperatures. From 40 ℃to 60 ℃,the maximum viscosity of the CA/CaCO3/SC-CO2solution decrease by 37.56%,40.36%,17.69% and 37.27%,respectively. In spite of the maximum viscosity decreases by 37.27% from 55 ℃to 60 ℃,as the temperature approach 60 ℃,the decrease coincided with a more uneven viscosity distribution. This may be due to the too low viscosity and pressure of the CA/CaCO3solution at higher temperature,so a part of the SC-CO2fluid will convert the CO2gas and form a gas flow in the CA/CaCO3solution,resulting in instability during extrusion process. As a result,the uniformity of the viscosity distribution is weak.
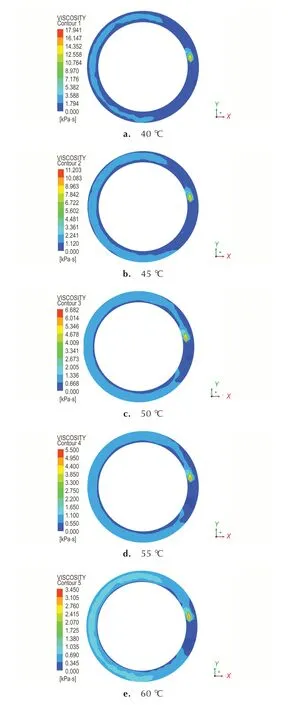
Fig.9 Viscosity nephograms of CA/CaCO3/SC-CO2 solutions at different temperatures
The curves of probability and probability density functions of the CA/CaCO3and CA/CaCO3/SC-CO2solutions at 10 r·min-1and different temperatures under maximum shear stress are shown in Fig.10 and Fig.11. Fig.10 indicates that the maximum shear stress of the CA/CaCO3/SC-CO2solution decreases as the temperature increases. When temperature increases from 40 ℃to 60 ℃,the maximum probability density are 0.44,0.49,0.76,1.34 and 1.30,increase by 11.36%,55.10%,76.32%and -2.99%,respectively(shown as Fig.11). These results confirm that temperature increases is favorable for the dispersive mixing of the CA/CaCO3/SC-CO2solution during the extrusion process. However,when the temperature achieves 60 ℃,the increase in the maximum probability density of the CA/CaCO3/SC-CO2solution showed a negative value under maximum shear stress,indicating a less dispersion mixing efficiency of the CA/CaCO3/SC-CO2solution at this temperature. Due to the higher temperature reduces the strength of the CA/CaCO3solution,SC-CO2cannot be completely absorbed by the CA/CaCO3solution, which causes the CA/CaCO3/SC-CO2mixture to crack and phase separate. Therefore,the dispersion property of CaCO3in the CA matrix becomes poor.
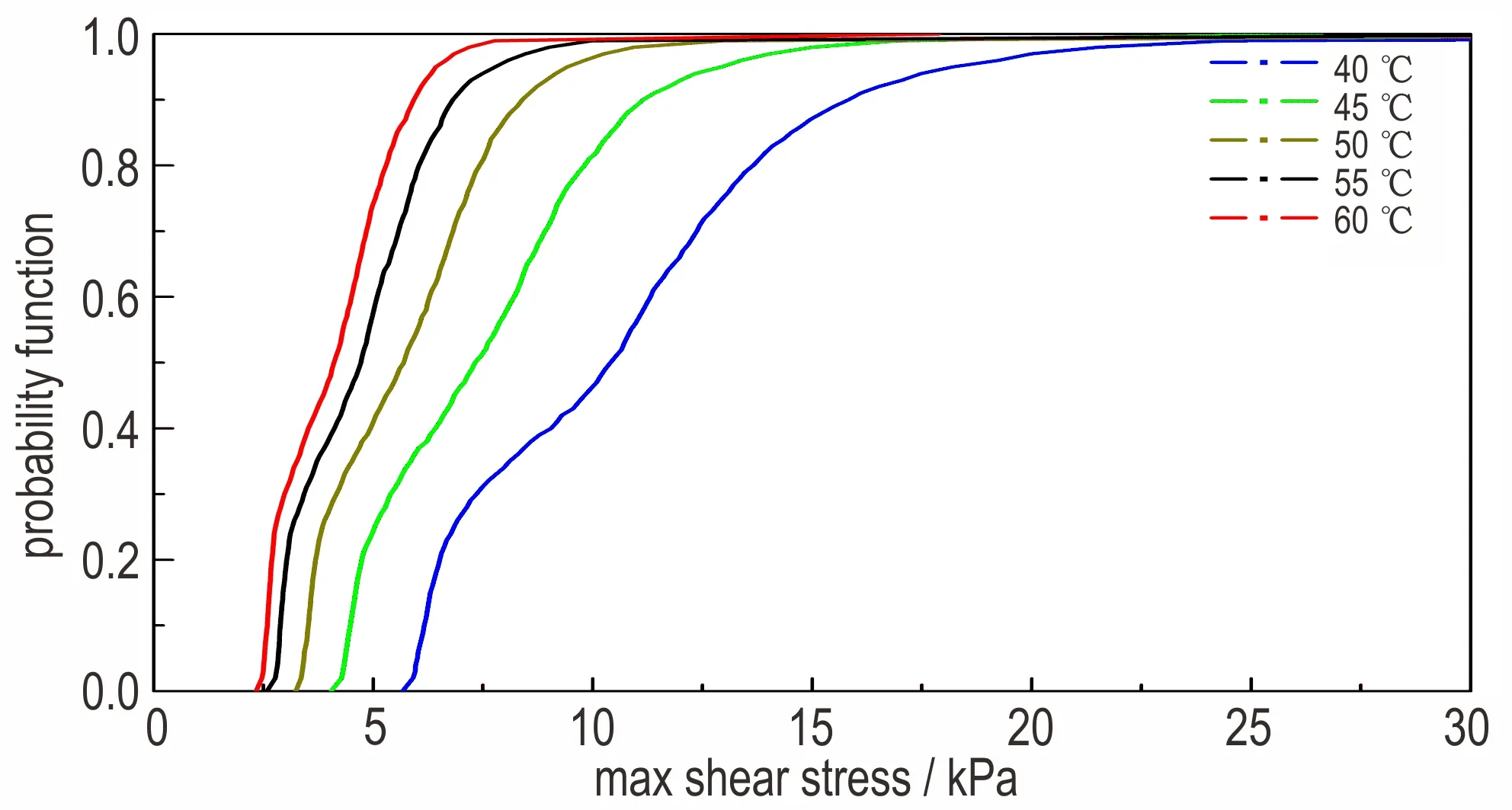
Fig.10 Probability functions of CA/CaCO3/SC-CO2 solutions at different temperatures
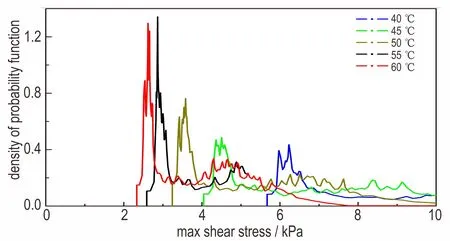
Fig.11 Density of probability functions of CA/CaCO3/SC-CO2 solutions at different temperatures
Therefore,in combination with the above results,the maximum viscosity and viscosity distribution do not change significantly from 50 ℃to 55 ℃,and 50 ℃represents the optimal processing temperature for CA/CaCO3extrusion assisted with SC-CO2.The results obtained from the numerical simulation correlate well with the experimental data,thus Polyflow can be used to predict the performance of such extrusion process.
5 Conclusions
The slit die rheometer and Polyflow modeling have been used to investigate the effect of SC-CO2on the rheological behavior and dispersive mixing properties of high solid content propellant substitutes in extrusion process. The following conclusions have been reached:
(1)During screw extrusion process,CA/CaCO3and CA/CaCO3/SC-CO2solutions behave as non-Newtonian pseudoplastic fluids. With the presence of SC-CO2,the viscosity coefficient of the CA/CaCO3solution is reduced by 26.00% at 50℃. This is consistent with the role of SC-CO2in reducing the viscosity and pressure of the CA/CaCO3solution system,resulting in an increase in its overall volumetric flow rate of extrusion.
(2)Increasing the extrusion temperature causes the viscosity of the CA/CaCO3/SC-CO2solution to decrease,and the beneficial effect of SC-CO2on the reduced viscosity levels at higher temperatures. The viscosity of the CA/CaCO3/SC-CO2solution at lower shear rates is more sensitive to temperature than for high shear rates.
(3)The overall dispersion mixing properties of the CA/CaCO3solution in the extrusion process is significantly improved with the presence of SC-CO2.Although the maximum viscosity of the CA/CaCO3/SC-CO2solution decreases by 37.27% from 55 ℃to 60 ℃,the maximum probability density under the maximum shear stress decreases 2.99%. This results in a more uneven viscosity distribution and reduced dispersion mixing properties,50 ℃was found to be the optimal processing temperature.
