冷链运输装备柔性化生产线工艺规划研究
2020-06-04陈文兴童利赵安林袁宁
陈文兴 童利 赵安林 袁宁
摘 要:冷链运输装备以冷藏集装箱为代表,是我国冷链市场的主要运输工具,需求量大,本文根据冷藏集装箱的结构特点,分析了国内外现有冷藏集装箱生产线的生产特点和现状,研究了适用于20英尺-53英尺多种冷藏集装箱柔性化批量生产的工艺布局,实现多品种冷藏集装箱的混流生产,保证了产品质量,提高了投资回报率。
关键词:冷藏集装箱;工艺规划;柔性化
一、引言
冷藏集装箱作为国内外冷链市场最为普遍的运输工具,需求量大,中集、胜狮等集装箱专业供应商均建设了冷藏集装箱批量生产线,通过调研和交流,识别现有冷藏集装箱生产线的工艺布局仍存在一定提升空间。
二、冷藏集装箱产品结构
本文中以40英尺冷藏集装箱为例进行阐述。40英尺冷藏集装箱主要用于装运需要冷藏运输和保鲜的食品和其他物品,由底架、侧板、顶板、前框、后框、后门、制冷机组和风道、电气装置及线路等结构组成。
三、国内外冷藏集装箱生产现状
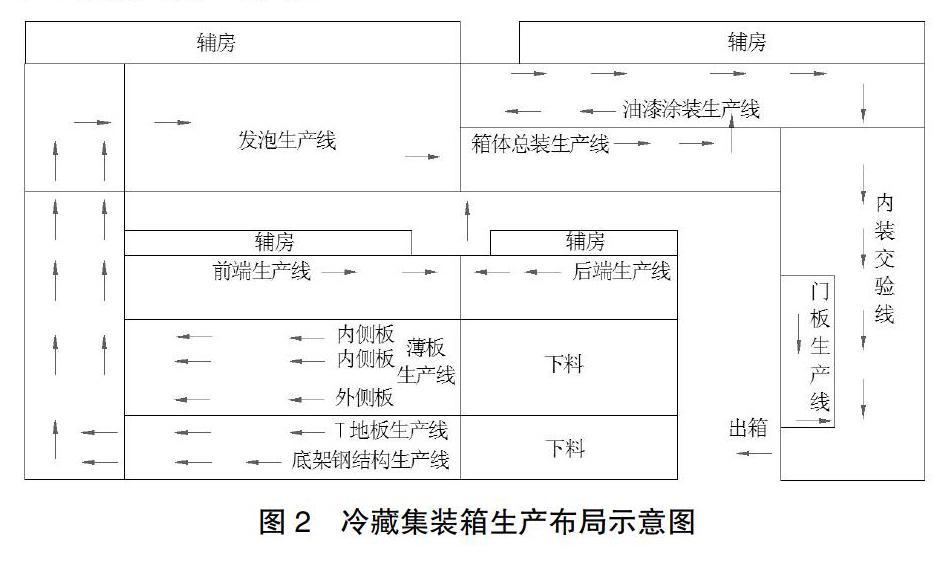
经调研交流,目前现有冷箱生产工艺布局主要包含部件生产、部件发泡、箱体总装等几部分,主要包含T地板生产线、底架钢结构生产线、薄板生产线、发泡生产线、前端生产线、后框生产线、门板生产线、箱体总装生产线、打砂油漆生产线、内装交验生产线等,如图2所示。
目前国内外在冷藏集装箱生产特点:已大量使用了自动化流水线、电动葫芦及地轨转运小车进行物料转运;对于长直焊缝已实现了焊接专机或焊接机械手的自动化焊接工作;信息化程度较低。
四、冷藏集装箱生产工艺规划研究
1.规划原则
充分考虑20英尺-53英尺所有冷藏集装箱的产品结构特点,结合现有生产方式,资源,凝练了规划原则,实现效益、效率的最大化。
(1)资源共享原则,结合现有生产工装、设备及场地等生产资源,减少重复投资。
(2)技术继承性和制造技术升级原则,结合长期的生产技术资源,同时考虑制造技术升级,提高效率,降低成本。
(3)柔性化原则,引入模块化、柔性化理念,采用柔性化工装,减少转产费用。
(4)方便管理原则,场地相对集中,便于管理。
(5)安全环保、绿色制造原则。
(6)前瞻性原则,理念前瞻性、物流前瞻性、技术前瞻性、装备前瞻性等。
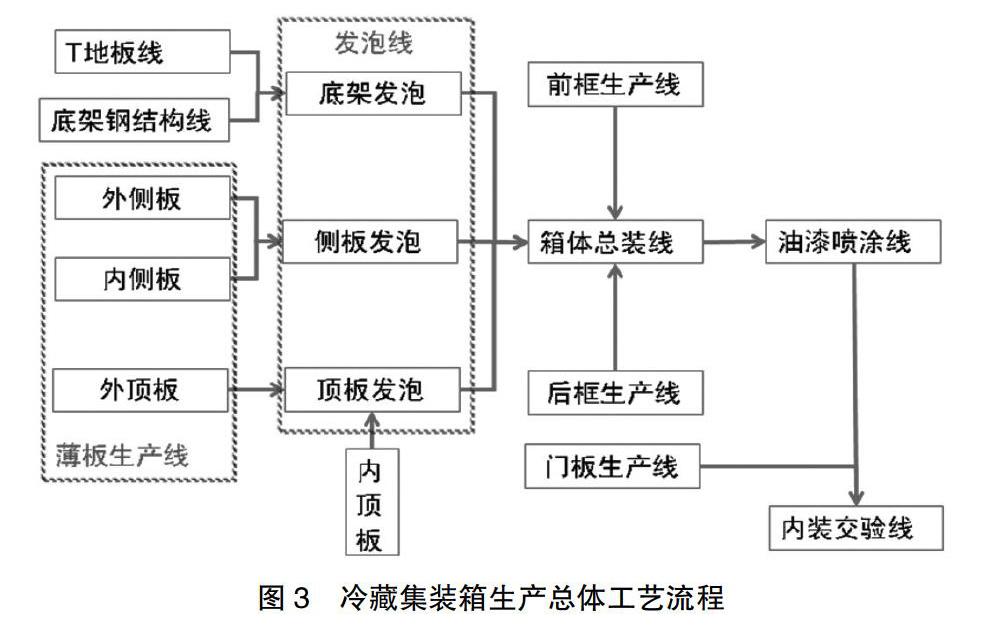
2.工艺流程
根据冷藏集装箱的产品结构,生产工艺流程如图3所示。
3.生产线划分
针对冷藏集装箱各部件的结构特点,生产过程可划分为10条生产线,详细分析各条生产线的工艺流程对于各条生产线的规划要求进行详细的阐述。
(1)T地板生产线
作业内容:完成7件T地板的纵向拼装并焊接。生产线特点:自动化流水线,工件完工后自动传送至下工位;纵向拼接焊缝采用自动焊;T地板锯切采用自动定位切割。节拍:30分钟/台。
(2)底架钢结构生产线
作业内容:完成鹅颈槽、底侧梁、底横梁、波纹板等配件的组装焊接。生产线特点:自动化流水线,工件完工后自动传送至下工位;波纹板拼焊、波纹板与底横梁搭接焊等长大焊缝的焊接使用自动焊。节拍:32分钟/台。
(3)薄板生产线
作业内容:主要完成外侧板、内侧板、外顶板等板材的拼接及组装。生产线特点:自动化流水线,工件完工后自动传送至下工位;各板的拼接焊缝使用自动焊;防磨板采用自动组装和打胶工艺。节拍:31分钟/台。
(4)发泡生产线
作业内容:完成底架组成、侧板组成、顶板组成、前墙板组成等部件的发泡成型。生产线特点:生产线具有自动移动和压紧功能;发泡完成过自动移动小车流入下工位。环境:发泡生产线比较特殊,对环境要求高:温度≥18℃;相对湿度≤80%;无扬尘;通风换气。节拍:35分钟/台。
(5)前端生产线
作业内容:完成各角柱、前端横梁、角件、封板等配件的组装和焊接。生产线特点:工位间部件转运采用自动化横纵向移动装置;各角柱长直焊缝采用自动焊;各角件与角柱之间的环焊缝采用机械手自动焊;各角柱组焊采用智能化在线检测矫正系统,在生产中实时检测。节拍:30分钟/台。
(6)后框生产线
作业内容:完成各端柱、端框、角件、门槛等配件的组装焊接。生产线特点:工位间部件转运采用自动化横纵向移动装置;各角柱长直焊缝采用自动焊;各角件与角柱之间的环焊缝采用机械手自动焊;各角柱组焊采用智能化在线检测矫正系统,在生产中实时检测。节拍:30分钟/台。
(7)门板生产线
作业内容:完成门板组成的组焊及发泡。生产线特点:工位间的部件转运采用自动化横纵向移动装置;长直焊缝采用自动焊。节拍:32分钟/台。
(8)箱体总装线
作业内容:完成底架组成、侧板组成、前端组成、后框组成、顶板组成等箱体大部件的组装焊接。生产线特点:自动化流水线,工件完工后自动传送至下工位;总装工位、顶盖组装工位组装时采用自动化横纵向移动装置吊运配件;顶板、侧板、侧梁等长直焊缝采用自動焊。节拍:34分钟/台。
(9)油漆涂装线
作业内容:主要完成箱体的打砂、油漆涂装。生产线特点:油漆涂装生产线为自动化流水线,前工位完工后自动传送至下工位。节拍:35分钟/台。
(10)内装交验线
作业内容:完成风道、冷机、电气等箱体内装配件的组。生产线特点:自动化流水线,前工位完工后自动传送至下工位;底角封等长大焊缝的焊接使用自动焊。节拍:30分钟/台。
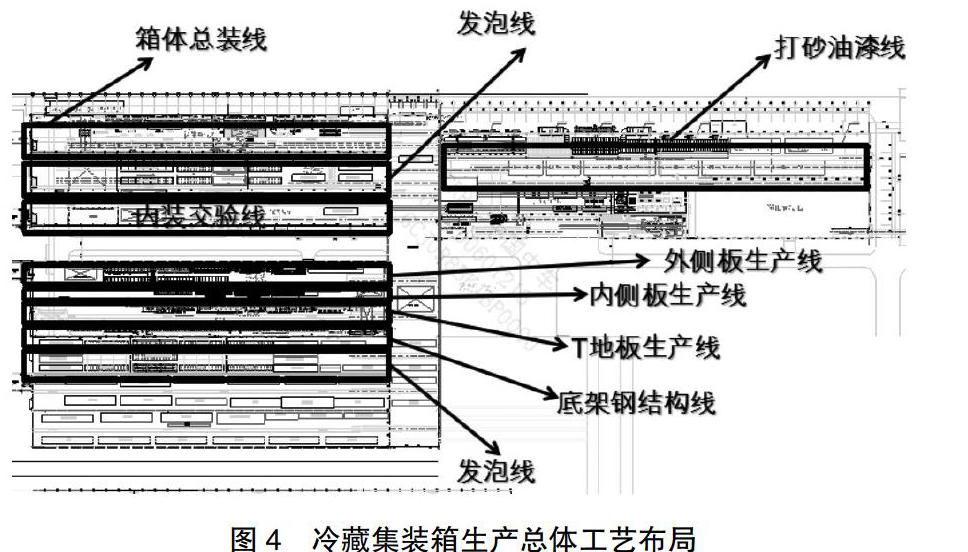
4.工艺布局
根据上文对冷藏集装箱的产品结构和各条生产线分析,总体平面布置图如图4所示。
5.工艺规划关键因素
本规划主要在下述因素中重点考虑:
(1)自动化流水线,无天车吊运,配件及整箱生产均实现了自动转运。
(2)U型线的总体物流理念,实现大物流循环与小物流循环的有机结合,极大提高了物流效率,例如圆弧车顶的小物流循环等。
(3)空间化装备和物流,最大程度节约生产场地,例如平板发泡的底模空间循环。
(4)智能化物流装备的应用,例如自动转运装置、旋转横移装置、自动化拉箱装置等。
(5)工位器具的标准化、系列化设计。
五、结语
通过上文对冷藏集装箱批量生产工艺规划,可达到冷藏集装箱年产6000台的生产能力,且能够满足20英尺-53英尺多品种冷藏集装箱的混流生产。本工艺规划方法分步实施,可以表明,本规划方法具有先进性,减少了投资,提高了投资回报率。
作者简介:陈文兴(1983- ),男,高级工程师,硕士研究生
