发动机缸盖压装拧紧智能化设备
2020-06-02韩冰
韩 冰
(上海通彩机器人有限公司,上海 000000)
近几年我国的汽车行业飞速发展,国产发动机设计和制造水平突飞猛进,发动机产量也迅速增长,随着推进实施“中国制造2025”,实现制造业升级,新一代全自动智能汽车发动机机加工生产线也随之出现。发动机缸盖油道是整个发动机润滑系统的重要部分,保证润滑油充足的供应到润滑点,钢球的压装质量直接关系到发动机的润滑;水套是利用冷却液循环带走发动机燃烧产生的多余热量,保证发动机高效工作,碗形塞压装及螺堵拧紧是发动机冷却系统的重要组成。钢球、碗形塞压装及螺堵拧紧自动化装配设备属于发动机缸盖机械加工生产线辅机部分,在机械加工生产线属于重要环节。该设备全部采用机器人搬运定位;传感器监测质量,全过程监控保证质量稳定可靠同时节约人力。
该设备由以下几大模块组成:①输送辊道、②检测组件、③中转台、④拧紧组件、⑤上料系统、⑥压装组件、⑦机器人组件、⑧涂胶系统。根据工件的工艺要求对以上组件合理布局。
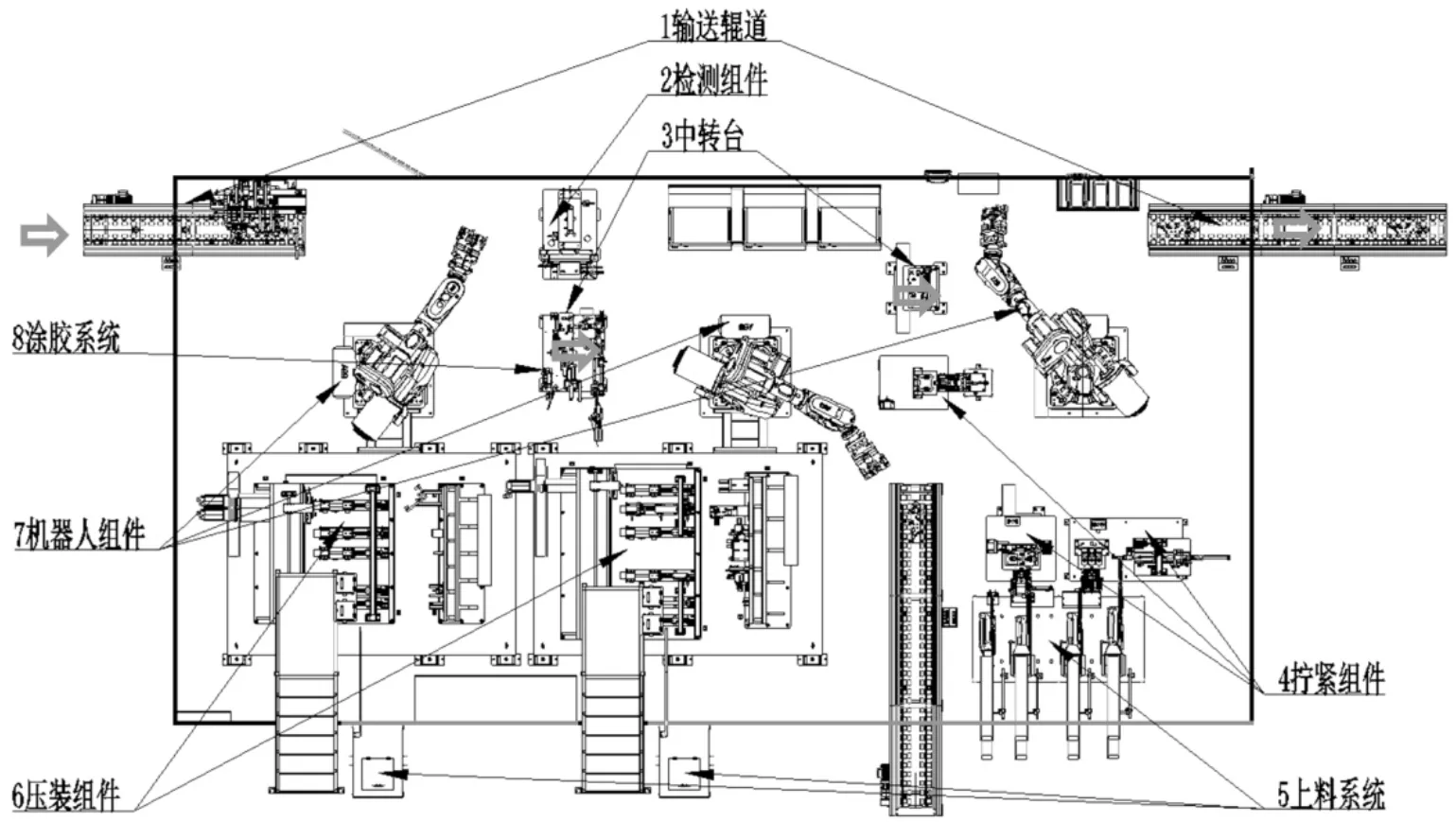
图1整体布局图
(1)输送辊道包括来料辊道、下料辊道和剔料辊道。辊道采用电机驱动,链条传动动力,滚轮采用包胶工艺防止碰伤工件。辊道根据缸盖形状配有导向装置、工件精准档停装置、工件规整装置、举升装置等,从而保证缸盖精确地流转姿态和举升插销定位后机器人高精度抓取。剔料辊道为不合格品下线辊道,所有工位判别的不合格品会记录传递至MES系统,辊道出料口摆放显示屏,人工处理不合格品时屏幕会显示不合格信息供操作者判断和分类。
(2)检测组件是由多组直径较小气缸组成,目的是检测工件钢球孔、碗塞孔、螺纹孔是否漏加工、有异物等,防止孔没有正确加工或者孔内有异物导致后序压装拧紧过程中出现工件和设备损坏问题。检测过程中机器人抓取至工作位,所有气缸伸出,气缸伸出位传感器信号有则孔合格可以继续流转;若无信号则剔除。
(3)中转台为了保证机器人抓取工件姿态满足工序要求所以带有旋转机构,旋转机构由标准气缸、齿轮齿条机构组成。中转台并且具有自动切换定位销功能,实现多品种自动切换,中转台配有高精度定位销,定位销配有断销检测和落销气动检测,采用SMC气动位置传感器精确检测出工件是否到位,保证加工精度。
(4)拧紧组件主要部件是拧紧轴、升降组件及上料组件,工作流程是机器人抓取工件至拧紧位插销平衡拧紧扭矩,上料组件准备物料至拧紧轴套筒上方并压紧,拧紧轴启动认帽程序,成功认帽后上料机构退出,拧紧轴上升至工作位拧紧。拧紧轴目前主要采购 Atlas Copco、Cooper、Bosch、Desoutter等品牌,采用转角监视的扭矩控制策略,能够识别螺纹交错、垫圈缺失、螺栓断裂、螺栓尺寸偏大、螺栓质量较低等问题,能发现重复拧紧的螺栓,监控扭矩大于目标扭矩或者监控转角大于目标转角拧紧轴会停止作业,峰值扭矩大于最小扭矩小于最大扭矩并且最终转角大于最小转角小于最大转角此时判定合格,输出合格报告。
(5)上料系统采用振动盘根据工件独有特征使工件按照需要姿态排列,缺料及满料是由传感器精确检测反馈提示,物料仓具有防错功能。当需要补料时操作者用手持式二维码扫描枪先扫描物料仓二维码,然后扫描物料包装袋上二维码,两码一致物料仓门自动打开,否则报警提示,从而实现防呆防错。
(6)压装组件中包含伺服压机、伺服压机变位组件、压头组件和反支撑组件,机器人抓取工件准确定位至反支撑组件此位置用来平衡伺服压机压力,上料机构上料后伺服压机带动压头压装。伺服压机主要采购博世力士乐、奇石乐Kistler等品牌,伺服压机系统具有高重复精度,最佳移动速度,最大程度地减少意外停机,提高机器利用率,从而提高整个生产过程的生产率,集成的传感器能高精度连续采集和评估力、位移、转角、扭矩等数据,从而确保100%质量控制。最终输出力和位移曲线并且存储至工控机及MES系统中。本设计方案中采用一个伺服压机,通过伺服电机丝杆螺母结构带动伺服压机变换位置,切换不同压头满足不同型号钢球及碗形塞的压装。
(7)机器人组件主要包含机器人和夹爪工装,机器人主要采购KUKA、ABB、FANUC等厂家,夹爪根据工件特征设计夹具,配合雄克气动夹爪保证夹紧工件,夹爪上采用基恩士高精位置传感器,当机器人在搬运及精准定位压装时会实时监控工件位置,工件位置有变动时机器人会报警停机从而保证装配精度、防护生产设备损坏。
(8)涂胶系统是把厌氧胶涂在工件碗形塞孔和螺堵孔内壁,作用是压入或拧紧后保证缸盖良好的密封性。涂胶系统主要包含涂胶设备、变位伸缩组件、相机视觉检测组件。涂胶设备采购乐泰涂胶系统其包含储胶灌、胶阀、甩胶器。胶灌将胶水加压输送到胶阀位置,胶阀能精确定量向碗形胶杯中供胶。工作流程是甩胶器通过气缸移动至工作位,胶杯刚好进入被涂工件孔内壁,此时甩胶器高速旋转,胶阀打开精确供胶,胶水通过胶杯的径向小孔均匀的甩到孔壁上。涂胶后甩胶器通过气缸收回,此时相机拍照,进行数据比对,检查涂胶形状,有无断胶情况。
工件生产时序:工件左侧流入工位→机器人左一抓取检测→机器人左一抓取涂胶→机器人左一抓取压装→机器人左一放置中转台→机器人左二抓取涂胶→机器人左二抓取压装→机器人左二抓取拧紧→机器人左二放置中转台→机器人左三抓取拧紧→机器人左三放置下料辊道→工件右侧流出,设计过程中平衡机器人工作量,保证节拍最少。此设备可以兼容四种产品,无需人工切换,可根据来料二维码自动切换工装并且跟踪二维码,二维码数据和压装数据、拧紧数据一一对应存储至工控机。设备采用机器人搬运及定位,柔性较高,也有利于后期增加产品种类的设备改造。
设备为新一代发动机缸盖机加工生产线辅机,设备采用先进的伺服压机、拧紧轴、机器人、光纤对射传感器、色差传感器、高精度位移传感器、视觉传感器、图像读码器等先进设备,智能判别工件种类切换工装,采集记录生产信息,自动判别不合格品,真正的做到机械生产智能 化、无人化。这是向“中国制造2025”目标发展的真实写照。
