N400半轴总成压装装配线的开发设计
2017-09-03劳淞符光付
劳淞 符光付
(柳州五菱汽车工业有限公司 545007)
N400半轴总成压装装配线的开发设计
劳淞 符光付
(柳州五菱汽车工业有限公司 545007)
文章阐述了后桥半轴压装原理,根据N400后桥半轴的工艺分析,按照产品产能需求,开发设计N400半轴总成压装装配生产线,介绍了整线的开发设计过程,实现了N400后桥半轴总成的自动化压装。同时,引入高精度压力、位移监控系统,实现压装全过程参数的监测、记录及追溯,有效保证产品的压装质量。生产线的开发应用,降低了员工劳动强度,提升了企业竞争力。
压装专机;半轴总成;压力检测系统;位移检测系统
0 引言
N400后桥半轴总成作为后桥的一个重要组成部件,客户对其装配要求较原有车型更为严格。N400半轴总成压装装配线的开发设计成功,实现了N400半轴压装的自动化,且装配过程中要求较高的总成压装参数可实现监控、记录、追溯,满足客户对半轴装配质量的要求。
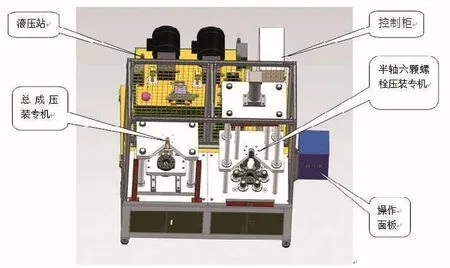
图2 压装专机总成2
1 N400半轴总成压装装配线的开发设计过程
1.1 N400半轴总成装配线构成
N400半轴总成装配线包含四台压装专机,分别完成轴承座与轴承油封的压装、制动器四颗螺栓的压装、半轴六颗螺栓的压装以及总成的压装。各压装专机包含零件定位机构、压装机构及液压站机构,总成压装专机配备高精度压力、位移监控系统[1]。
1.2 各压装专机的设计
(1)轴承座与轴承、油封压装专机(图1)轴承座与轴承、油封压装专机动作顺序如下。①操作员工依次放置轴承、轴承座、油封。
②启动操作按钮,上侧油缸下压,完成油封的压装;同时上侧油缸油路锁死,保持压紧状态。下侧油缸上压,完成轴承的压装。
③油缸回位,取件,压装完成。

图1 压装专机总成1
(2)轴承座与制动器四颗螺栓压装专机(图2)轴承座与制动器4颗螺栓压装专机动作顺序如下。
①操作员工放置零件至定位座。
②启动操作按钮,上侧4个空间错位的油缸下压,分别完成四颗螺栓的压装,确保四颗螺栓压装到位。
(3)轴承座与制动器4颗螺栓压装专机
半轴6颗螺栓压装专机动作顺序如下。
①放置半轴及螺栓。
②启动操作按钮,油缸上压到位后,旋转油缸作用,螺栓压头旋转到压装位置,然后在6个油缸作用下分别单独完成6颗螺栓的压装,确保每颗螺栓压装到位。
③螺栓压头在油缸作用下依次上移、旋转、回位。
旋转机构的设计如下。
旋转油缸驱动,通过齿轮齿条带动齿轮旋转,完成螺栓压头的转动。
设计原理:通过油压驱动,齿轮齿条动作,通过齿轮传动,带动螺栓压头的旋转,实现螺栓压头在压紧角度及退出角度间的往复运动。
(4)总成压装专机
总成压装专机动作顺序。
①气缸推出机构将零件定位块推出,员工放置零件。
②气缸推出机构将零件拉至压装位置,油缸上压,完成半轴总成的压装,压装过程压力传感器检测压入力是否符合设定要求。
气缸推出机构将总成件推出,取件。
1.3 电气控制系统
两台压装专机主控核心是PLC,PLC通过物理I/O端口控制半轴压装专机的动作、显示以及监控系统,实现半轴压装电控系统的多功能一体化。工作站选用中达电通DVP14SSR2型PLC,3块8点的I/O扩展模块。PLC与触摸屏间采用RS485通讯,与压装监控仪间采用模拟量串口通讯机制。
1.4 压装监控防错系统
由于N400产品半轴与总成的压装过程参数对产品本身的质量有着关键的判别作用,所以在N400半轴总成压装专机上设置有压装监控防错系统,其系统主要可以监测半轴与紧固套在压装时的位移行程和压入力大小,从而判别总成是否压入过松或过紧以及是否漏装垫片,极大的保证了产品压装过程的质量[2]。
压装监控防错系统中的位移监控采用基恩士IL-300型号位移传感器,检测精度可达到0.1 mm,压力监控采用K11/N520型号压力传感器,检测精度可达到0.1 kN,二者监测的误差都在0.5%以内,压装精度相对较高,压装参数如表1所示。

表1 压装参数
压装监控防错系统通过采用基恩士IL位移传感器和压力传感器与宝宜威W400-P压装监控仪进行数据串口通信,这样可对压装过程中的位移值和压力值进行实时的动态曲线监控。并且通过在监控仪中设定不同程式及窗口类型边界,可对半轴压装的任一过程进行精确地限定和监测,为产品的压装质量提供了很好的数据支持。
1.5 触摸屏控制显示系统
触摸屏幕下方几个按钮是换页按钮,点击即可进入相应的画面。两台压装专机都是双工位操作,并且互不干扰,操作目视以及参数的调试十分方便。
1.6 操作流程
第一步:依次打开动力柜电源、PLC控制柜电源。
第二步:将操作面板上压螺栓及压总成的手动/自动旋钮旋至自动,并按下压螺栓及压总成油泵启动。
第三步:按下操作面板的“压螺栓油泵启动”按钮(绿色),此时工位备妥指示灯亮起。将工件放好后,同时按下左右两个“压螺栓启动”按钮,压螺栓开始。
第四步:按下操作面板的“压总成油泵启动”按钮(绿色),此时工位备妥指示灯亮起。将工件放好后,同时按下左右两个“压轴承启动”按钮,压轴承开始。
第五步:按下“启动”按钮后,非紧急情况,请在设备开始压装后,禁止再进入压装工。
位或拆装工件,否则将导致压装专机工作停滞。如不小心碰到安全光栅导致设备停滞,退出光幕外后,无需再次按下“启动”按钮,压装专机等待3 s后会继续压装。
依此循环第三、第四步。
第六步:不用设备时,按下压螺栓及压总成油泵停止,并逆向操作第一步关闭电源即可。
指示灯的作用:
黄灯亮:设备运行中。
红灯亮(报警):压轴承不合格指示或急停按下。
绿灯亮:压装合格结束。
2 N400半轴总成压装装配线效果
N400总成压装装配线实现了半轴总成的自动化压装,员工只需放置零件及取件即可,改变了以往人工敲打安装的方式,降低了员工的劳动强度。压装机采用基恩士IL-300型号位移传感器,其检测精度可达到0.1 mm,压力监控采用K11/N520型号压力传感器[3],检测精度可达到0.1 kN,二者监测的误差都在0.5%以内,实现对产品压装的高精度检测;通过采用基恩士IL位移传感器和压力传感器与宝宜威W400-P压装监控仪进行数据串口通信,这样可对压装过程中的位移值和压力值进行实时的动态曲线监控。并且通过在监控仪中设定不同程式及窗口类型边界,可对半轴压装的任一过程进行精确地限定和监测,为产品的压装质量提供了很好的数据支持。有效的满足客户对半轴压装装配质量的要求。
3 结束语
N400半轴总成压装装配线的成功应用,实现了原本高操作强度要求的半轴压装的自动化,有效的降低员工劳动强度,同时引入高精度的检测系统,实现压装参数的全过程检测、记录及追溯,确保产品的压装质量。随着汽车行业的不断发展,用工成本的不断提高,行业低成本自动化已日益成为趋势,而实现具备类似N400半轴总成压装装配线功能生产线的自主研发设计,必将成为各企业提升企业竞争力的有效途径。
[1]张利平.液压控制系统及设计[M].北京:化学工业出版社,2006.
[2]彭军.传感器与检测技术[M].西安:西安电子科技大学出版社,2003.
[3]梁威.智能传感器与信息技术[M].北京:北京航空航天大学出版社,2004.
U427.41 文献标示码:A
劳淞(1980—),男,工学学士,研究方向为自动化设备的开发设计与技术、汽车零部件工艺规划及布局研究、工艺装备研发队伍管理。
符光付(1987—),男,工程师,研究方向为自动化设备的开发设计与技术研究。