棒材产线打捆机使用浅析
2021-01-06张志会
张志会
(承德钢铁集团有限公司,河北 承德 067000)
河钢承钢棒材生产线打捆区建厂初期为人工打捆,因打捆带为带状,容易折断,常造成散捆现象,给存储和运输带来很多不便。现引进瑞典桑德斯设计、制造的打捆机三台,改用盘条打捆,散捆现象大大减少,且机械打捆速度和质量也有效提升。
1 打捆机介绍
打捆机本体为森德斯设计,这就要求电气维护人员需要对打捆区设备及程序进行学习消化,并对安装完成后的打捆机进行调试研究,为日后维护工作提前做准备。
1.1 打捆区控制说明
(1)控制设备:VERT1(立辊辊道1 段)、VERT2(立辊辊道2 段)、BDRT(打捆辊道)、STRT1(存储前辊道)、STRT2(存储辊道)、夹紧器4 个、打捆机3 个。
(2)控制方式:手动:在4CS 操作台上选择相应设备可进行单独动作。自动:棒材从收集臂落下后,自动运输到打捆辊道,按照HMI 相关设定自动打捆,完后运输到成品台架。
(3)打捆区自动循环开始条件:①打捆站无快停、②4CS 无急停、③未选择手动模式、④至少有一台打捆机在线、⑤在线打捆机信号正常、⑥相关传动装置信号正常。
1.2 打捆机相关信号检测说明
立辊辊道有钢检测:收集臂将棒材放到立辊辊道,CMD7、CMD8 信号来,延时2s,则认为立辊辊道有钢。
夹紧器打开位判断:1#-4#夹紧器打开位信号都有,无手动、自动关闭命令,则给夹紧器打开位判断置位。当手动或自动关闭夹紧器命令发出,给夹紧器打开位判断复位。
打捆辊道有钢判断:打捆机前有钢(CMD9),检测到打捆辊道自动正转命令下降沿,给打捆辊道有钢判断置位。打捆机后有钢(CMD10),检测到打捆结束命令下降沿,给打捆辊道有钢判断复位。
1.3 立辊辊道自动运行条件
自动前进必备条件:三个打捆机在前高位,A 区、B 区收集臂不在低位,夹紧器在打开位。
自动前进启动条件:
(1)未投入自动后退,检测到立辊辊道有钢且打捆辊道无钢。
(2)投入自动后退,自动后退完成。
(3)立辊辊道出口有钢且打捆机机前有钢,跟随打捆辊道自动前进。
(4)立辊辊道出口有钢且收到打捆结束信号,跟随打捆辊道自动前进。
自动前进停止:
(1)CMD9 下降沿延时。
(2)打捆辊道定位完成。
(3)打捆辊道有钢,检测到立辊辊道出口光栅上升沿。
(4)夹紧器不在打开位。
(5)自动循环开始命令丢失。
(6)选择手动模式。
自动后退:收集臂放钢结束不在低位,后退对齐功能投用,检测到立辊辊道有钢。
1.4 打捆辊道自动运行条件
自动前进必备条件:三个打捆机在前高位,存储区A 区、B区升降链不在低位,夹紧器在打开位。
自动前进启动条件:
(1)打捆辊道无钢,跟随立辊辊道正转。
(2)当前步打捆完成,存储区辊道无钢。
自动前进停止:
(1)打捆辊道定位完成。
(2)打捆辊道有钢,夹紧器无打开位,存储区升降连不在低位。
(3)立辊辊道无正转,CMD10 下降沿。
(4)打捆自动循环开始命令丢失。
(5)打捆区选择手动模式。
1.5 立辊辊道和打捆辊道的联锁
(1)立辊辊道有钢,打捆辊道无钢,打捆辊道跟随立辊辊道正转。
(2)立辊辊道出口、打捆辊道入口有钢,立辊辊道跟随打捆辊道正转。
(3)立辊辊道无钢,打捆辊道有钢,收集臂放钢,后退对齐等待,满足条件时将钢捆送至立辊辊道出口。
(4)立辊辊道有钢,打捆结束,立辊辊道跟随打捆辊道正转。
1.6 夹紧器自动运行条件
自动关闭:打捆辊道有钢,定位结束满足辊道0 速判断;无打捆结束信号,无打捆辊道正转命令,无打捆区手动模式选择,无夹紧器自动打开命令,则输出自动关闭命令。若4 个夹紧器均选择取消,将不会输出关闭命令。
自动打开:当前步打捆完成或当前捆打捆结束信号来,且无夹紧器打开位信号,无打捆区手动命令,则输出自动打开命令。若4 个夹紧器均选择取消,将不会输出打开命令。
1.7 打捆区自动定位、打捆进程
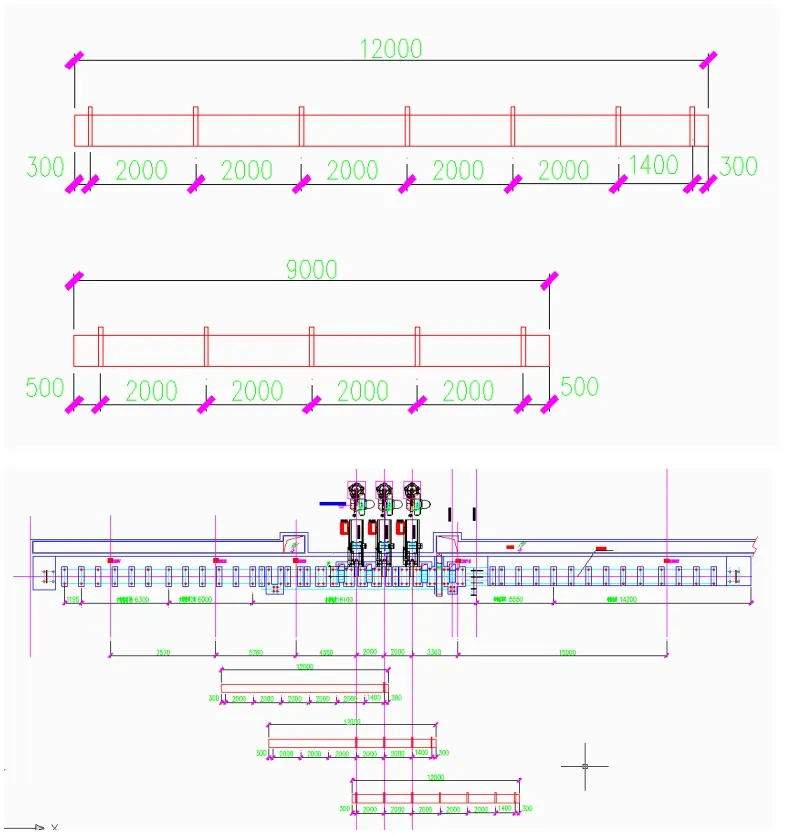
图1 打捆示意图
通过计数器生成打捆序号,筛选画面设定值传送给定位、打捆用。通过FB351 功能块实现定位,其定位原理为通过累加钢捆每个扫描周期的位移,到达指定距离后输出定位完成信号。定位完成后,停止相应的辊道,并向夹紧器、打捆机发送启动信号,打捆机打包结束,反馈信号,满足打捆完成条件后,打开夹紧器,再次启动辊道,进入下一步定位进程。打捆辊道正转时,以CMD9 上升沿作为第一步定位请求,开始定位。从第二步开始,以打捆辊道正转开始作为定位请求,共有10 步判断。若某一步设定距离为0,则直接输出打捆结束。
1.8 精整PLC 与打捆机PLC 的通信
精整PLC 与打捆机PLC 之间有硬件I/O 连接和以太网连接两种方式,可以在4CS 画面做相应选择。
打捆机PLC 发送给精整PLC 的信号有:远程信号,就绪信号,故障信号,前高位信号,打捆完成信号。
精整PLC 发送给打捆机PLC 的命令有:打捆开始命令,打单线命令,打双线命令,松捆命令,允许打捆信号。
1#打捆机PLC 网络IP:151.189.1.80;
2#打捆机PLC 网络IP:151.189.1.81;
3#打捆机PLC 网络IP:151.189.1.82。
2 打捆区HMI说明
2.1 4CS 画面增加“打捆机”选项
单击打开下拉菜单可选择查看各打捆机本体检测元器件和故障诊断。
2.2 单击打捆区辊道激活打开打捆区概况画面
可通过单击设备状态选项卡,查看设备状态:
可通过单击“基本设置”选项卡,对打捆区的设备进行设置:
可通过单击“高级设置”选项卡,对打捆机自动打捆进程的参数进行设置:
(4)以上数据设定完成,可保存列表,方便日后直接打开。
高级设置效果图如下:

图2 打捆区高级设置效果图
3 结语
通过对棒材产线打捆机的安装调试及学习的过程,提高了维护人员的技术水平,降低了维修时间,同时降低了岗位操作人员应对一些问题的操作难度,为日后产品升级奠定了坚实的基础。
