聚焦航空航天业
2020-05-15伊斯卡技术经理AndreiPetrilin
■ 伊斯卡技术经理 Andrei Petrilin
航空航天业不仅是切削刀具的最大消费领域之一,而且是推动切削刀具发展进程的最重要因子之一。航空航天业的特点是通过不懈努力提高飞机部件的制造效率,提高飞行安全,减少潜在的环境损害。为了实现这些目标,航空航天业必须不断改进飞机发动机和机身结构件的设计,以在飞机遭受闪电和结冰等危险因素造成损坏提高对飞机的保护。这转而导致了一系列的工业需求,包括引进需要采用新加工技术的工程材料;开发相适配的机床和切削刀具。
许多用于制造飞机部件的材料的机械加工性都很差。钛具有令人印象深刻的强度重量比,超级高温合金(HTSA)在高热负荷下不会失去强度,而复合材料则难以加工。为了提高生产率和产量,航空零件制造商必须使用能够实现先进加工操作的机床。但是刀具作为整个制造系统中最薄弱的环节,若其耐久性低,可能会导致生产率降低,在这种情况下,刀具的影响权重明显增大。来自航空航天领域的客户都期望切削刀具能够兼顾更高层面的性能和可靠性,刀具制造商们既面临挑战也受到了激励,通过研发将非常规解决方案整合到其产品中,尽量满足这些期待。
刀体材料
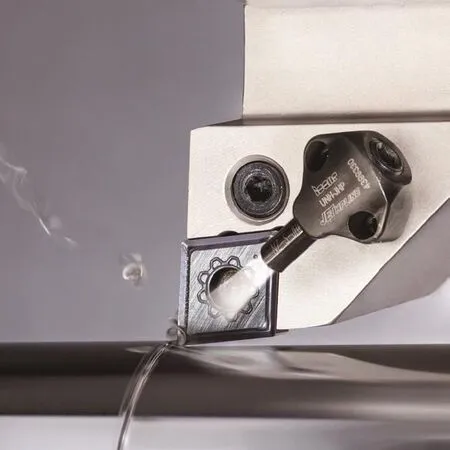
近年来,伊斯卡推出了包括IC 5820在内的几种专为航空航天材料设计的硬质合金牌号。这些牌号结合了新的超细晶粒基体、先进的硬质CVD涂层和涂层后处理的优点,大幅提高了抗冲击韧性及耐热性。采用这些牌号的刀片主要是用来铣削钛的。精准的湿式冷却,特别是高压冷却(HPC),显著改善了牌号的性能。
陶瓷,则是另一种刀具材料,有着比硬质合金更高的红硬性和更强的化学惰性。这意味着采用陶瓷加工确保实现更高的切削速度并避免扩散磨损。伊斯卡的最新研发成果之一是用于加工高温超级合金(HTSA)的整体陶瓷立铣刀系列。这些立铣刀由赛阿龙(SiAlON)制成,SiAlON是一种氮化硅基陶瓷,由硅(Si)、铝(Al)、氧(O)和氮(N)组成。与整体硬质合金刀具相比,该整体陶瓷立铣刀的切削速度可提高50倍,极大地节省了加工时间。
对于车削应用,伊斯卡公司拓展了用于加工高温超级合金(HTSA)的可转位SiAlON刀片系列。通过对难加工的超级合金材料(如Waspaloy、不同等级Inconel和Rene)航空发动机零件的车削,新刀片已证实了其高效加工性能。与其他氮化硅陶瓷相比,SiAlON陶瓷尽管具有更高的抗氧化性,但韧性较差。因此,确保SiAlON刀片可靠性的关键在于外加的刃口处理。伊斯卡已开发出新的“TE”切削刃口形状,以提高在粗加工和断续切削这类重载条件下的刀具寿命。
先进的刃口形状
改善切削刃形状是刀具发展的一个重要方向。刃口形状是一个理论和实验研究的课题,伊斯卡的研发团队积极采用3D计算机建模方式来寻找最佳的切削刃形状,设计可转位刀片的前刀面及可换刀头。
新型F3S断屑槽被用于最为普及的ISO车刀,诸如CNMG、WNMG和SNMG,是专为精加工高温镍基合金和特殊难加工材料而设计的。可确保切削流畅轻快,断屑效果显著。经过设计的刃口几何形状所表现出的优异加工性能,是切屑流建模的直接结果。
新型F3S断屑槽用于ISO车刀
这款建模工具也可应用于钻孔加工的设计中。束魔变色龙钻(SUMOCHAM)可换刀头切削刃上设计有分屑槽,从而能实现在难切削的奥氏体不锈钢及双相不锈钢上加工钻深比达12×D的钻孔。在采用切屑成形设计分屑槽的过程中,切屑流建模的贡献极大。
灵活的定制化
航空航天产品在材料、尺寸规格、形状及复杂性等方面迥然不同。为了加工如此多样化的产品,航空航天业成为定制刀具的主要消费群体。某生产钛合金零件的客户可能会对由标准系列套式可转位铣刀和心轴组合刀具的解决方案感兴趣;而另一生产类似零件的客户则可能更倾向于整体式专用铣刀,以直接安装在机床主轴上。
伊斯卡研发的变形金刚立铣刀(MULTI-MASTER)系列和束魔变色龙钻(SUMOCHAM)系列,均为可换式刀头能夹持于不同结构刀体的旋转刀具,能确保用不同刀具装配选项简化相关定制,并减少对昂贵定制产品的需求。
为了满足航空航天业的需求,伊斯卡公司还通过增添一种连接螺纹规格来扩展MULTIMASTER系列,将可换刀头立铣刀的直径范围扩张至32mm。
简化定制的另一个案例可以在伊斯卡最近推出的安装于多轴机床和瑞士型机床的模块式钻头中找到。这些钻头设计结合了束魔变色龙钻和FLEXFIT模块式螺纹连接。多轴和瑞士型机床通常加工空间有限,这意味着加工刀具必须尽可能的短,以避免发生碰撞,便于安装。通过将带有FLEXFIT螺纹接口的规格多样的接柄与同样规格多样的圆柱柄相配对,可有效对钻头实施精确匹配,最大限度地缩短刀具悬伸。

结合SUMOCHAM和FLEXFIT螺纹连接的模块式钻头
铝材加工
虽然加工铝表面上看起来是一个非常简单的作业,但实际上对铝的有效切削代表了一个具有其自身规律和挑战的技术领域。
为了提高铝件铣削的生产率,促成金属去除率更高,特别是针对大型航空航天结构件,机床制造商开发了主电动机功率高达150kW,主轴转速达3 300r/min的铣床。为了满足这样的加工需求,伊斯卡拓展了其90°主偏角可转位铣刀系列,推出夹持大尺寸刀片的铣刀,能实现的最大切削深度为22mm。该铣刀的设计确保即便在超高转速下也不会因高离心力导致刀片在径向发生位移。这一概念保证在转速高达31 000r/min时也能执行可靠的铣削加工。
在孔加工方面,伊斯卡开发了装夹于DR-TWIST钻头的可转位刀片,用于铝加工。新刀片周边精磨处理,具有锋利切削刃,前刀面抛光处理不仅使得切削更轻快,还能预防切屑粘结在刀片上。
针对航空航天领域的刀具项目,伊斯卡遵从以下几个原则:满足该行业的复杂需求;兼顾金属加工的趋势;加强与刀具消费者的合作伙伴关系。伊斯卡认为,这种三管齐下的方法可以确保高效加工难切削材料的创新思想的成功实现,而这些材料恰好具备这个具有挑战性动态领域的特点。
